一种盾构机管片自动化拼装方法及装置与流程
[0001]
本公开涉及隧道建造技术领域,尤其涉及一种盾构机管片自动化拼装方法及装置。
背景技术:
[0002]
传统大直径的盾构机管片自动化拼装系统采用人工操作方式拼装盾构机管片,盾构机管片的抓取、运输和拼装均由工人操作盾构机管片自动化拼装系统中的喂片机、运输小车等,容易发生盾构机管片错位,破损等,并且人工操作存在安全风险。而采用机械化抓取、转运和拼装盾构机管片,可以有效地避免盾构机管片错台,破损等,并且,可以有效地提高盾构机管片自动化拼装的精度,保证地铁隧道,高铁隧道和高速隧道的安全性。
[0003]
现有技术中,在盾构机管片自动化拼装系统上装载工业相机,通过该工业相机获取采用盾构机管片在抓取和拼装过程中的图像信息,进而确定盾构机管片抓取运输的平衡性和拼装时的位置信息,以提高盾构机管片自动化拼装的精度,但是,工业相机仅能够采集盾构机管片的平面数据信息,难以完整地解析盾构机管片在三维空间内的姿态信息,造成盾构机管片自动化拼装精度较低,以及拼装过程中安全性较低。
技术实现要素:
[0004]
为克服相关技术中存在的问题,本公开提供一种盾构机管片自动化拼装方法及装置。
[0005]
根据本公开实施例的第一方面,提供一种盾构机管片自动化拼装方法,包括:控制盾构机管片自动化拼装系统将待拼装盾构机管片运送至待拼装目标位置;在待拼装盾构机管片运送至待拼装目标位置后,通过图像采集装置采集所述待拼装盾构机管片的标志物特征信息,并计算所述标志物特征信息的梯度方向,并通过激光测距传感器采集所述待拼装盾构机管片的高度信息;将所述目标物特征信息进行边缘检测并在所述梯度方向上取所述标志物特征信息对应的极值点作为边缘点;将所述边缘点进行参数平面量化得到对应的坐标参数,并根据所述梯度方向和所述坐标参数确定所述边缘点在坐标系中的直线参数;根据所述直线参数确定所述待拼装盾构机管片的三角标志图像,并根据所述高度信息确定所述待拼装盾构机管片的调整高程信息,以及根据所述待拼装盾构机管片的三角标志图像与上环管片的三角标志图像,确定所述待拼装盾构机管片的调整方向信息和调整距离信息;根据所述调整高程信息、所述调整方向信息和调整距离信息确定所述拼装机的运动参数,并控制所述拼装机按照所述运动参数移动。
[0006]
优选的,所述根据所述梯度方向和所述坐标参数确定所述边缘点在坐标系中的直线参数,包括:
根据所述坐标参数设置二维矩阵;对所述坐标参数中的每一边缘点,以其梯度方向为中心,在对应的预设区间内计算该边缘点的量化值相应的目标值,并给相应的二维矩阵元素增加一个单位值得到对应的二维累计矩阵;对所述二维累计矩阵进行阈值检测,将所述二维累计矩阵中大于阈值的点作为备选点;取所述二维累计矩阵中备选点的极大值在坐标系中的坐标为所述直线参数。
[0007]
优选的,所述根据所述直线参数确定所述待拼装盾构机管片的三角标志图像,包括:采用hought变换对所述直线参数进行直线段的识别和判断,确定所述待拼装盾构机管片的三角标志图像;其中,所述hought变换的直线辨析式为:;为从原点引到直线的垂直长度,为垂线与轴正方向夹角。
[0008]
优选的,所述根据所述高度信息确定所述待拼装盾构机管片的调整高程信息包括:确定所述上环管片各采集点位与所述激光测距传感器的第一距离,以及确定所述待拼装盾构机管片对应所述各采集点位与所述激光测距传感器的第二距离;根据所述第一距离和所述第二距离确定所述待拼装盾构机管片是否满足拼接精度要求;在确定所述待拼装盾构机管片满足拼接精度要求的情况下,确定按照调整错缝数据信息调整所述待拼装盾构机管片后,管片固定螺栓是否能够插入。
[0009]
优选的,所述方法还包括:在确定所述管片固定螺栓不能够插入的情况下,按照3毫米的预设距离调整所述待拼装盾构机管片,其中所述3毫米的预设距离是指所述第二距离比所述第一距离大3毫米。
[0010]
优选的,所述运动参数包括运动方向和运动步长。
[0011]
优选的,所述控制盾构机管片自动化拼装系统将待拼装盾构机管片运送至待拼装目标位置包括:根据施工进程确定所述待拼装盾构机管片对应的待拼装目标位置,并确定所述盾构机管片自动化拼装系统的喂片机和拼装机是否处于初始位置;在所述喂片机和所述拼装机处于初始位置的情况下,确定所述喂片机对应的目标工作参数以及所述拼装机的目标工作参数,其中,所述喂片机对应的目标工作参数包括抓取位置参数和喂片机运动参数,所述拼装机的目标工作参数包括油缸工作参数和旋转角度信息;控制所述喂片机按照所述喂片机对应的目标工作参数工作,控制所述拼装机按照所述拼装机的目标工作参数工作,以将所述待拼装盾构机管片运送至所述待拼装目标位置。
[0012]
根据本公开实施例的第二方面,提供一种盾构机管片自动化拼装装置,包括:第一控制模块,被配置为控制盾构机管片自动化拼装系统将待拼装盾构机管片运送至待拼装目标位置;采集模块,被配置为在待拼装盾构机管片运送至待拼装目标位置后,通过图像采集装
置采集所述待拼装盾构机管片的标志物特征信息,并计算所述标志物特征信息的梯度方向,并通过激光测距传感器采集所述待拼装盾构机管片的高度信息;检测模块,被配置为将所述目标物特征信息进行边缘检测并在所述梯度方向上取所述标志物特征信息对应的极值点作为边缘点;第一确定模块,被配置为将所述边缘点进行参数平面量化得到对应的坐标参数,并根据所述梯度方向和所述坐标参数确定所述边缘点在坐标系中的直线参数;第二确定模块,被配置为根据所述直线参数确定所述待拼装盾构机管片的三角标志图像,并根据所述高度信息确定所述待拼装盾构机管片的调整高程信息,以及根据所述待拼装盾构机管片的三角标志图像与上环管片的三角标志图像,确定所述待拼装盾构机管片的调整方向信息和调整距离信息;第二控制模块,被配置为根据所述调整高程信息、所述调整方向信息和调整距离信息确定所述拼装机的运动参数,并控制所述拼装机按照所述运动参数移动。
[0013]
优选的,所述第一确定模块,包括:设置子模块,被配置为根据所述坐标参数设置二维矩阵;增加子模块,被配置为对所述坐标参数中的每一边缘点,以其梯度方向为中心,在对应的预设区间内计算该边缘点的量化值相应的目标值,并给相应的二维矩阵元素增加一个单位值得到对应的二维累计矩阵;检测子模块,被配置为对所述二维累计矩阵进行阈值检测,将所述二维累计矩阵中大于阈值的点作为备选点;取值子模块,被配置为取所述二维累计矩阵中备选点的极大值在坐标系中的坐标为所述直线参数。
[0014]
优选的,所述第二确定模块被配置为采用hought变换对所述直线参数进行直线段的识别和判断,确定所述待拼装盾构机管片的三角标志图像;其中,所述hought变换的直线辨析式为:;为从原点引到直线的垂直长度,为垂线与轴正方向夹角。
[0015]
优选的,所述第二确定模块包括:距离确定子模块,被配置为确定所述上环管片各采集点位与所述激光测距传感器的第一距离,以及确定所述待拼装盾构机管片对应所述各采集点位与所述激光测距传感器的第二距离;第一执行子模块,被配置为根据所述第一距离和所述第二距离确定所述待拼装盾构机管片是否满足拼接精度要求;第二执行子模块,被配置为在确定所述待拼装盾构机管片满足拼接精度要求的情况下,确定按照调整错缝数据信息调整所述待拼装盾构机管片后,管片固定螺栓是否能够插入。
[0016]
优选的,所述第二执行子模块,还被配置为在确定所述管片固定螺栓不能够插入的情况下,按照3毫米的预设距离调整所述待拼装盾构机管片,其中所述3毫米的预设距离是指所述第二距离比所述第一距离大3毫米。
[0017]
优选的,所述运动参数包括运动方向和运动步长。
[0018]
优选的,所述第一控制模块,被配置为:
根据施工进程确定所述待拼装盾构机管片对应的待拼装目标位置,并确定所述盾构机管片自动化拼装系统的喂片机和拼装机是否处于初始位置;在所述喂片机和所述拼装机处于初始位置的情况下,确定所述喂片机对应的目标工作参数以及所述拼装机的目标工作参数,其中,所述喂片机对应的目标工作参数包括抓取位置参数和喂片机运动参数,所述拼装机的目标工作参数包括油缸工作参数和旋转角度信息;控制所述喂片机按照所述喂片机对应的目标工作参数工作,控制所述拼装机按照所述拼装机的目标工作参数工作,以将所述待拼装盾构机管片运送至所述待拼装目标位置。
[0019]
根据本公开实施例的第三方面,提供一种盾构机管片自动化拼装装置,包括:存储器,其上存储有可编程控制指令;处理器,用于执行所述存储器中的所述可编程控制指令,以实现第一方面中任一项所述方法的步骤。
[0020]
根据本公开实施例的第四方面,提供一种计算机可读存储介质,其上存储有计算机程序指令,该程序指令被处理器执行时实现第一方面中任一项所述方法的步骤。
[0021]
本公开的实施例提供的技术方案可以包括以下有益效果:通过传感器技术和图像技术的结合,确定喂片机抓取和运输的参数,可以确定喂片机的抓取定位以及运动控制,以及确定拼装机拼装过程中的工作参数,可以确定拼装机的旋转角度和油缸工作状态。这样,可以高效、快速、精确的完成盾构机管片自动化拼装,可以提高盾构机管片抓取、运输过程中的安全性,以及提高盾构机管片的拼装精度,进而可以有效的提高施工效率,以及提升盾构机施工行业的智能化水平。
[0022]
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
[0023]
此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
[0024]
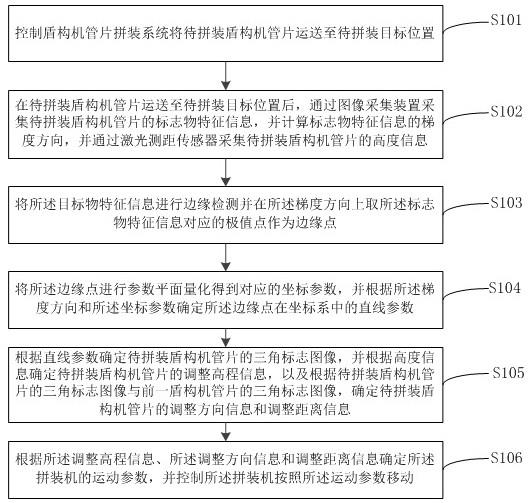
图1是根据一示例性实施例示出的一种盾构机管片自动化拼装方法的流程图。
[0025]
图2是根据一示例性实施例示出的一种实现步骤s104的方法的流程图。
[0026]
图3是根据一示例性实施例示出的一种确定待拼装盾构机管片的示意图。
[0027]
图4是根据一示例性实施例示出的一种实现步骤s105的方法的流程图。
[0028]
图5是根据一示例性实施例示出的一种实现步骤s101的方法的流程图。
[0029]
图6是根据一示例性实施例示出的一种实现步骤s101的方法的流程图。
[0030]
图7是根据一示例性实施例示出的一种实现步骤s101的方法的流程图。
[0031]
图8是根据一示例性实施例示出的一种盾构机管片自动化拼装装置的框图。
具体实施方式
[0032]
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附
权利要求书中所详述的、本公开的一些方面相一致的装置和方法的例子。
[0033]
值得说明的是,本公开说明书以及权利要求中所出现的“第一”“第二”等仅用于区别类似的对象,而不必理解为描述特定的顺序或先后次序。同理,术语“s11”、“s12”等用于区别步骤,而不必理解为按照特定的顺序或先后次序执行方法步骤。
[0034]
图1是根据一示例性实施例示出的一种盾构机管片自动化拼装方法的流程图,如图1所示,所述方法可以用于盾构机拼装系统中,包括以下步骤。
[0035]
在步骤s101中,控制盾构机管片自动化拼装系统将待拼装盾构机管片运送至待拼装目标位置;在步骤s102中,在待拼装盾构机管片运送至待拼装目标位置后,通过图像采集装置采集所述待拼装盾构机管片的标志物特征信息,并计算所述标志物特征信息的梯度方向,并通过激光测距传感器采集所述待拼装盾构机管片的高度信息;在步骤s103中,将所述目标物特征信息进行边缘检测并在所述梯度方向上取所述标志物特征信息对应的极值点作为边缘点;在步骤s104中,将所述边缘点进行参数平面量化得到对应的坐标参数,并根据所述梯度方向和所述坐标参数确定所述边缘点在坐标系中的直线参数;在步骤s105中,根据所述直线参数确定所述待拼装盾构机管片的三角标志图像,并根据所述高度信息确定所述待拼装盾构机管片的调整高程信息,以及根据所述待拼装盾构机管片的三角标志图像与上环管片的三角标志图像,确定所述待拼装盾构机管片的调整方向信息和调整距离信息;在步骤s106中,根据所述调整高程信息、所述调整方向信息和调整距离信息确定所述拼装机的运动参数,并控制所述拼装机按照所述运动参数移动。
[0036]
采用上述技术方案可以高效、快速、精确的完成盾构机管片自动化拼装,可以提高盾构机管片抓取、运输过程中的安全性,以及提高盾构机管片的拼装精度,进而可以有效的提高施工效率,以及提升盾构机施工行业的智能化水平。
[0037]
优选的,图2是根据一示例性实施例示出的一种实现步骤s104的方法的流程图。在步骤s104中,所述根据所述梯度方向和所述坐标参数确定所述边缘点在坐标系中的直线参数,包括以下步骤。
[0038]
在步骤s1041中,根据所述坐标参数设置二维矩阵;在步骤s1042中,对所述坐标参数中的每一边缘点,以其梯度方向为中心,在对应的预设区间内计算该边缘点的量化值相应的目标值,并给相应的二维矩阵元素增加一个单位值得到对应的二维累计矩阵;在步骤s1043中,对所述二维累计矩阵进行阈值检测,将所述二维累计矩阵中大于阈值的点作为备选点;在步骤s1044中,取所述二维累计矩阵中备选点的极大值在坐标系中的坐标为所述直线参数。
[0039]
采用上述技术方案可以通过矩阵确定直线参数,进而提高拼装机的控制精度,提高盾构机管片自动化拼装的精度。
[0040]
优选的,所述根据所述直线参数确定所述待拼装盾构机管片的三角标志图像,包括:
采用hought变换对所述直线参数进行直线段的识别和判断,确定所述待拼装盾构机管片的三角标志图像;其中,所述hought变换的直线辨析式为:;为从原点引到直线的垂直长度,为垂线与轴正方向夹角。
[0041]
参考图3所示出的一种确定待拼装盾构机管片的示意图。图像处理技术即采用智能相机采集管片标志物特征信息,选用三角形标志作为图像识别标志物,由于三角形标志可以完全由三角形的三条边来标示,而三条边是典型的直线,因此识别三角形的核心工作就是在边缘检测的基础上,有效判别和识别边缘直线,再由相关的线段组成三角形标示。
[0042]
优选的,图4是根据一示例性实施例示出的一种实现步骤s105的方法的流程图。在步骤s105中,所述根据所述高度信息确定所述待拼装盾构机管片的调整高程信息包括以下步骤。
[0043]
在步骤s1051中,确定所述前一盾构机管片各采集点位与所述激光测距传感器的第一距离,以及确定所述待拼装盾构机管片对应所述各采集点位与所述激光测距传感器的第二距离;在步骤s1052中,根据所述第一距离和所述第二距离确定所述待拼装盾构机管片是否满足拼接精度要求;在步骤s1053中,在确定所述待拼装盾构机管片满足拼接精度要求的情况下,确定按照调整错缝数据信息调整所述待拼装盾构机管片后,管片固定螺栓是否能够插入。
[0044]
优选的,所述方法还包括:在确定所述管片固定螺栓不能够插入的情况下,按照3毫米的预设距离调整所述待拼装盾构机管片,其中所述3毫米的预设距离是指所述第二距离比所述第一距离大3毫米。
[0045]
优选的,所述运动参数包括运动方向和运动步长。
[0046]
优选的,图5是根据一示例性实施例示出的一种实现步骤s101的方法的流程图。在步骤s101中,所述控制盾构机管片自动化拼装系统将待拼装盾构机管片运送至待拼装目标位置包括:在步骤s1011中,根据施工进程确定所述待拼装盾构机管片对应的待拼装目标位置,并确定所述盾构机管片自动化拼装系统的喂片机和拼装机是否处于初始位置;在步骤s1012中,在所述喂片机和所述拼装机处于初始位置的情况下,确定所述喂片机对应的目标工作参数以及所述拼装机的目标工作参数,其中,所述喂片机对应的目标工作参数包括抓取位置参数和喂片机运动参数,所述拼装机的目标工作参数包括油缸工作参数和旋转角度信息;在步骤s1013中,控制所述喂片机按照所述喂片机对应的目标工作参数工作,控制所述拼装机按照所述拼装机的目标工作参数工作,以将所述待拼装盾构机管片运送至所述待拼装目标位置。
[0047]
具体地,图6是根据一示例性实施例示出的一种实现步骤s101的方法的流程图。所述方法包括:拼装粗定位开始,在拼装定位开始后,执行步骤确定喂片机位置初始化,以及执行步骤拼装机位置初始化。在一种可能实现的方式中,若根据到喂片机的位置信息确定喂片机已处于相应的初始位置,根据拼装机位置信息确定拼装机已处于相应的初始位置,可以跳过执行位置初始化的步骤。
[0048]
进一步地,判断喂片机是否到达相应的指定区域,以及判断拼装机是否到达相应的指定区域,在确定喂片机以及拼装机均到达相应的指定区域的情况下,执行管片抓取准备动作的步骤,进而控制执行机构动作至目标区域。例如,控制喂片机的运输小车行驶至相应的目标区域,以及控制喂片机的抓取装置释放到相应的目标区域,又例如,控制拼装机的液压机构到达对应的目标区域。
[0049]
进一步地,在判断执行机构是否动作至目标区域,在确定执行机构动作至目标区域的情况下,执行管片抓取粗定位的步骤,在确定执行机构未动作至目标区域的情况下,继续执行管片抓取准备动作的步骤。
[0050]
进一步地,执行管片抓取粗定位步骤,判断粗定位是否完成,在确定粗定位未完成的情况下,继续执行管片抓取粗定位步骤;在确定粗定位完成的情况下,执行管片拼装指令以及喂片指令。其中,管片拼装指令用于指示拼装机开始工作,喂片指令用于指示喂片机通过运输小车将盾构机管片运输至目标区域。
[0051]
进一步地,拼装机在接收到所述管片拼装指令的情况下,拼装机红蓝/滑动油缸动作,例如,红蓝油缸伸动作,将管片纵向举起到相应的目标位置,滑动油缸动作,将管片平面上运输到靠近施工进程的位置。在管片纵向举起到相应的目标位置的情况下,执行管片拼装机油缸回缩的步骤以及管片拼装角度解算的步骤。
[0052]
进一步地,在油缸回缩后,根据角度解算的结果,执行拼装机旋转动作的步骤,以调整管片在的姿态。进而执行判断管片旋转是否到位的步骤,在确定管片旋转未到位的情况下,继续执行拼装机旋转动作的步骤,在确定管片旋转到位的情况下,执行管片粗定位的步骤,管片粗定位完成。
[0053]
图7是根据一示例性实施例示出的一种实现步骤s101的方法的流程图。所述方法包括:拼装粗定位开始,进而执行管片抓取粗定位的步骤,在管片抓取粗定位完成后,执行通过相机解析喂片机的水平坐标的步骤以及同时执行通过激光测距喂片机的高层坐标的步骤。
[0054]
进一步地,根据喂片机的水平坐标和高层坐标执行构建管片三维坐标的步骤,在构建喂片机对应的管片三维坐标完成的情况下,根据喂片机管片三维坐标精确控制管片姿态。并执行判断管片抓取精度的步骤,例如,根据预设抓取位置以及当前抓取位置之前的距离,确定该距离是否大于预设阈值,在大于预设阈值的情况下,继续执行精确控制管片姿态的步骤,在不大于预设阈值的情况下,执行管片吸合自动抓取的步骤。
[0055]
进一步地,在管片吸合自动抓取完成的情况下,执行管片拼装许可的步骤,管片拼装粗定位完成。进而执行通过相机解析拼装机的水平坐标的步骤以及同时执行通过激光测距拼装机的高层坐标的步骤。
[0056]
进一步地,根据拼装机的水平坐标和高层坐标执行构建管片三维坐标的步骤,在构建拼装机对应的管片三维坐标完成的情况下,根据拼装机管片三维坐标执行拼装机旋转角度精确控制的步骤、滑动/红蓝油缸精确控制的步骤以及俯仰/偏遥油缸精确控制的步骤。
[0057]
进一步地,根据所述旋转角度判断角度精确控制是否完成,在确定角度精确控制未完成的情况下,即拼装机旋转的角度不足以使待拼装管片的拼装后,缝隙和水平不满足要求,继续执行旋转角度精确控制的步骤;以及判断滑动/红蓝油缸精确控制是否完成,在
确定滑动/红蓝油缸精确控制未完成的情况下,继续执行滑动/红蓝油缸精确控制的步骤;以及判断俯仰/偏遥油缸精确控制是否完成,在确定俯仰/偏遥油缸精确控制未完成的情况下,继续执行旋转角度精确控制的步骤;进一步地,在确定角度精确控制完成,滑动/红蓝油缸精确控制完成以及俯仰/偏遥油缸精确控制完成的情况下,确定管片精确拼装完成,拼装精定位结束。
[0058]
基于相同的发明构思,本公开实施例还提供一种盾构机管片自动化拼装装置,所述盾构机管片自动化拼装装置可以是通过软件、硬件或者软硬件结合的方式执行盾构机管片拼接方法的步骤。图8是根据一示例性实施例示出的一种盾构机管片自动化拼装装置的框图,如图8所示,所述盾构机管片自动化拼装装置800包括:第一控制模块810,采集模块820,检测模块830,第一确定模块840、第二确定模块850和第二控制模块860。
[0059]
其中,第一控制模块810,被配置为控制盾构机管片自动化拼装系统将待拼装盾构机管片运送至待拼装目标位置;采集模块820,被配置为在待拼装盾构机管片运送至待拼装目标位置后,通过图像采集装置采集所述待拼装盾构机管片的标志物特征信息,并计算所述标志物特征信息的梯度方向,并通过激光测距传感器采集所述待拼装盾构机管片的高度信息;检测模块830,被配置为将所述目标物特征信息进行边缘检测并在所述梯度方向上取所述标志物特征信息对应的极值点作为边缘点;第一确定模块840,被配置为将所述边缘点进行参数平面量化得到对应的坐标参数,并根据所述梯度方向和所述坐标参数确定所述边缘点在坐标系中的直线参数;第二确定模块850,被配置为根据所述直线参数确定所述待拼装盾构机管片的三角标志图像,并根据所述高度信息确定所述待拼装盾构机管片的调整高程信息,以及根据所述待拼装盾构机管片的三角标志图像与上环管片的三角标志图像,确定所述待拼装盾构机管片的调整方向信息和调整距离信息;第二控制模块860,被配置为根据所述调整高程信息、所述调整方向信息和调整距离信息确定所述拼装机的运动参数,并控制所述拼装机按照所述运动参数移动。
[0060]
优选的,所述第一确定模块840,包括:设置子模块,被配置为根据所述坐标参数设置二维矩阵;增加子模块,被配置为对所述坐标参数中的每一边缘点,以其梯度方向为中心,在对应的预设区间内计算该边缘点的量化值相应的目标值,并给相应的二维矩阵元素增加一个单位值得到对应的二维累计矩阵;检测子模块,被配置为对所述二维累计矩阵进行阈值检测,将所述二维累计矩阵中大于阈值的点作为备选点;取值子模块,被配置为取所述二维累计矩阵中备选点的极大值在坐标系中的坐标为所述直线参数。
[0061]
优选的,所述第二确定模块被配置为采用hought变换对所述直线参数进行直线段的识别和判断,确定所述待拼装盾构机管片的三角标志图像;其中,所述hought变换的直线辨析式为:;为从原点引到直线的垂直长度,为垂线与轴正方向夹角。
[0062]
优选的,所述第二确定模块包括:
距离确定子模块,被配置为确定所述前一盾构机管片各采集点位与所述激光测距传感器的第一距离,以及确定所述待拼装盾构机管片对应所述各采集点位与所述激光测距传感器的第二距离;第一执行子模块,被配置为根据所述第一距离和所述第二距离确定所述待拼装盾构机管片是否满足拼接精度要求;第二执行子模块,被配置为在确定所述待拼装盾构机管片满足拼接精度要求的情况下,确定按照调整错缝数据信息调整所述待拼装盾构机管片后,管片固定螺栓是否能够插入。
[0063]
优选的,所述第二执行子模块,还被配置为在确定所述管片固定螺栓不能够插入的情况下,按照3毫米的预设距离调整所述待拼装盾构机管片,其中所述3毫米的预设距离是指所述第二距离比所述第一距离大3毫米。
[0064]
优选的,所述运动参数包括运动方向和运动步长。
[0065]
优选的,所述第一控制模块,被配置为:根据施工进程确定所述待拼装盾构机管片对应的待拼装目标位置,并确定所述盾构机管片自动化拼装系统的喂片机和拼装机是否处于初始位置;在所述喂片机和所述拼装机处于初始位置的情况下,确定所述喂片机对应的目标工作参数以及所述拼装机的目标工作参数,其中,所述喂片机对应的目标工作参数包括抓取位置参数和喂片机运动参数,所述拼装机的目标工作参数包括油缸工作参数和旋转角度信息;控制所述喂片机按照所述喂片机对应的目标工作参数工作,控制所述拼装机按照所述拼装机的目标工作参数工作,以将所述待拼装盾构机管片运送至所述待拼装目标位置。
[0066]
关于上述实施例中的装置,其中各个模块执行操作的具体方式已经在有关该方法的实施例中进行了详细描述,此处将不做详细阐述说明。
[0067]
本公开还提供一种计算机可读存储介质,其上存储有计算机程序指令,该程序指令被处理器执行时实现本公开提供的盾构机管片自动化拼装方法的步骤。
[0068]
本领域技术人员在考虑说明书及实践本公开后,将容易想到本公开的其它实施方案。本申请旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由下面的权利要求指出。
[0069]
应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1