一种TBM滚刀压力释放装置、TBM滚刀及装配工艺的制作方法
一种tbm滚刀压力释放装置、tbm滚刀及装配工艺
技术领域
1.本发明涉及隧道掘进领域,具体涉及一种tbm滚刀压力释放装置,以及一种包括tbm滚刀压力释放装置的tbm滚刀及其装配工艺。
背景技术:
2.tbm施工具有智能化程度高、掘进速度快、安全环保等优势,被大量应用于高铁、公路、水电等重大国家工程的施工建设。
3.掘进机破岩的主要刀具为滚刀,施工时,滚刀在盾构机的推力作用下挤入岩石面,在岩石面上产生同心圆状分布的高应力压碎区,随着刀盘公转,滚刀不断地碾压岩石面,导致裂纹进一步发育和扩展,岩石呈块状不断剥落下来,再由刮板刮进土仓,从而实现了tbm硬岩掘进的开挖。tbm滚刀作为隧道掘进机的最为重要的工具,其使用的好坏直接tbm施工的工程效率和经济成本,因此提升tbm滚刀质量具有十分重要的现实意义。
4.tbm施工时,岩石硬度高,滚刀在破岩过程中,tbm滚刀本身的轴承高扭矩旋转、刀圈与岩石面强力摩擦、破碎的石渣与滚刀刀体二次磨损,三者都会产生热量,造成tbm滚刀温度的升高,若遇到高地热的情况,滚刀内部的温度会更高,有时高达70℃以上,这会造成滚刀内部的气体膨胀,同时高温会造成滚刀内部的润滑脂气化,压力进一步增大,造成滚刀内外压力失衡,导致滚刀密封失效,内部发生泄漏和滚刀偏磨现象。
技术实现要素:
5.目的在于解决现有技术存在的上述不足中的至少一项。例如,本发明的目的之一在于提供一种用于tbm滚刀的压力释放装置,克服现有tbm滚刀压力不均衡的问题。又如,本发明的另一目的在于配套提供一种tbm滚刀的装配工艺,能够提高滚刀整体性能,降低施工成本,确保盾构施工的长距离掘进。
6.为了实现上述目的,本发明的第一方面提供了一种用于tbm滚刀的压力释放装置,其用于设置在tbm滚刀的上端盖的贯穿孔内,包括单向排气件、封堵件和弹性件。其中,所述单向排气件具有贯穿的中空部且在外侧设置有与所述贯穿孔匹配的螺纹;所述弹性件与所述封堵件连接以向所述封堵件施加朝向所述上端盖内侧的预紧力,使得所述封堵件对所述中空部形成封堵。
7.在本发明的一些实施方式中,所述中空部包括从左至右内径逐渐变大的锥形孔;优选地,所述中空部还包括与所述锥形孔连通的圆柱孔;更优选地,所述圆柱孔的直径与所述锥形孔的最大直径相同。
8.在本发明的一些实施方式中,所述单向排气件可为螺栓,所述螺栓的螺杆上设置有所述螺纹;优选所述螺栓的锥形孔内部的表面粗糙度小于ra0.8的螺栓。所述螺栓内部加工有从左至右内径逐渐变大的锥形孔。
9.在本发明的一些实施方式中,所述封堵件可为钢珠;优选为高圆度球型钢珠。
10.在本发明的一些实施方式中,所述滚刀压力释放装置还可包括:固定卡盖,用于将
所述弹性件固定到所述单向排气件。优选地,所述封堵件设置在所述锥形孔中,所述弹性件的一端与所述封堵件连接且另一端经由所述固定卡盖安装到所述螺栓的头部。
11.在本发明的一些实施方式中,所述滚刀压力释放装置还可包括:密封件,设置在所述单向排气件的外壁上,优选地设置在螺纹和所述螺栓的头部之间,以密封所述单向排气件与所述上端盖之间的间隙。
12.本发明的第二方面提供了一种tbm滚刀,包括如第一方面所述的压力释放装置。
13.在本发明的一些实施方式中,所述tbm滚刀还可包括:过滤组件,设置在所述上端盖的贯穿孔的外侧,用于过滤砂石颗粒以防止堵死所述上端盖的贯穿孔和/或所述压力释放装置。其中,所述压力释放装置设置在所述上端盖的贯穿孔的内侧。
14.本发明的第三方面提供了一种如第二方面所述的tbm滚刀的装配工艺,包括步骤:
15.s1.将加热到180℃~240℃的滚刀刀圈套装至滚刀刀毂的外圈上,得到第一滚刀刀毂;
16.s2.将降温到-20℃~-30℃第一轴承外圈安装至第一滚刀刀毂的内圈上,得到第二滚刀刀毂;
17.s3.将下端盖套装至降温到-20℃~-30℃后的滚刀刀轴上,再将第一浮动密封环套装至下端盖上,得到第一滚刀刀轴;
18.s4.将加热到120℃~140℃的第一轴承内圈套装至第一滚刀刀轴上,得到第二滚刀刀轴;
19.s5.将第二轴承外圈套装至加热到120℃~140℃的第二滚刀刀毂的内圈上,得到第三滚刀刀毂;
20.s6.将第二浮动密封环套装至第三滚刀刀毂上,得到第四滚刀刀毂;
21.s7.将第四滚刀刀毂套装至第二滚刀刀轴上,得到第一装配体;
22.s8.将轴承限位隔圈套装至第一装配体的滚刀刀轴上,得到第二装配体;
23.s9.将加热到120℃~140℃的第二轴承内圈套装至第二装配体的滚刀刀轴上,得到第三装配体;
24.s10.将第三浮动密封环套装至第三装配体的滚刀刀毂的内圈上,得到第四装配体;
25.s11.将第四浮动密封环套装至设置有所述压力释放装置的上端盖上,得到第一上端盖;
26.s12.将第一上端盖套装至第四装配体的滚刀刀轴上,得到第五装配体;
27.s13.在第五装配体的上端盖上安装密封油塞,即得tbm滚刀。
28.在本发明的一些实施方式中,步骤s1中,滚刀刀圈和滚刀刀毂的过盈量可为0.18mm~0.22mm。
29.在本发明的一些实施方式中,步骤s2中,第一轴承外圈和第一滚刀刀毂的过盈量可为0.03mm~0.05mm。
30.在本发明的一些实施方式中,步骤s3中,下端盖和滚刀刀轴的过盈量可为0.02mm~0.04mm。
31.在本发明的一些实施方式中,步骤s4中,第一轴承内圈和第一滚刀刀轴的过盈量可为0.06mm~0.08mm。
32.在本发明的一些实施方式中,步骤s12中,第一上端盖套装至第四装配体的滚刀刀轴后设定的预紧力可为800~850n。
33.与现有技术相比,本公开的有益效果可包括以下内容中的至少一项:
34.1)本发明的压力释放装置用于tbm滚刀,能够克服现有tbm滚刀压力不均衡的问题;
35.2)本发明的压力释放装置能够解决目前通用的油压调整压力的方式存在的反应不够灵敏、滚刀内部气体压强难以控制的问题,快速高效实时排出滚刀内部多余的气体确保滚刀内部压力的恒定,从而大大减少tbm施工中滚刀密封失效,内部发生泄漏和滚刀偏磨的问题;
36.3)本发明的装配工艺能够提高滚刀整体性能,降低施工成本,确保盾构施工的长距离掘进。
附图说明
37.图1示出了本发明的压力释放装置设置到tbm滚刀的上端盖后上端盖的正视图和a-a的剖视图;
38.图2示出了图1中b部分的放大图;
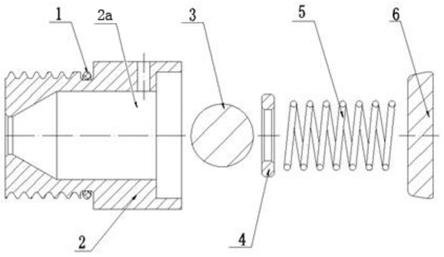
39.图3示出了本发明的压力释放装置的拆解图;
40.图4示出了本发明装配完成后的tbm滚刀的示意图。
41.附图标记说明如下:
42.1-密封件;2-单向排气件;3-封堵件;4-弹性件定位环;5-弹性件;6-固定卡盖;7-过滤组件;11-滚刀刀圈;12-滚刀刀毂;13-第一轴承外圈;14-下端盖;15-第一轴承内圈;16-第二轴承外圈;17-轴承限位隔圈;18-第二轴承内圈;20-压力释放装置;21-上端盖;22-滚刀刀轴;23-密封油塞;24-浮动密封环一(第一浮动密封环+第二浮动密封环);25-浮动密封环一(第三浮动密封环+第四浮动密封环);31-滚刀挡圈;32-止动块;33-第一密封o型圈;34-第二密封o型圈。
具体实施方式
43.在下文中,将结合示例性实施例来详细说明本公开的阀式连续循环钻井安全快速的作业机构。本文中,“第一”、“第二”等仅仅是为了方便描述和便于区分,而不能理解为指示或暗示相对重要性或具有严格的顺序性。
44.在本发明的第一示例性实施例中,如图1、图2和图3中所示,所提供的设置在tbm滚刀的上端盖上的压力释放装置包括单向排气件2、封堵件3和弹性件5。
45.其中,单向排气件2与所述上端盖21连接,所述单向排气件2具有贯穿的和能够使所述上端盖21的内侧(图1、图2或图3的左侧,即滚刀的内部)和外侧(图1、图2或图3的右侧,即滚刀的外部)相通的中空部2a。单向排气件2在外侧设置有与所述贯穿孔匹配的螺纹。
46.单向排气件2的所述中空部2a包括从左至右内径逐渐变大的锥形孔,优选地,所述中空部还包括与所述锥形孔连通的圆柱孔;更优选地,所述圆柱孔的直径与所述锥形孔的最大直径相同。参照图2或图3,锥形孔中孔径较小的一端朝向所述上端盖21的内侧(图2或图3的左侧)。单向排气件2可为螺栓,所述螺栓的螺杆上设置有所述螺纹,螺栓设置的锥形
孔的小口开向螺栓的杆部,锥形孔的大口开向螺栓的头部;所述螺栓的锥形孔内部的表面粗糙度小于ra0.8。上端盖21设置有贯穿的螺纹结构,与上述具有锥形孔的螺栓螺纹配合进行固定。
47.所述弹性件5与所述封堵件3连接以向所述封堵件3施加朝向所述上端盖内侧的预紧力,使得所述封堵件3对所述中空部2a形成封堵。
48.其中,所述封堵件3可为钢珠;优选为高圆度球型钢珠。螺栓的螺杆上设置有所述螺纹的的螺栓(单向排气件2)中,锥形孔可与钢珠形成密封。
49.上述的螺栓以及钢珠可采用304不锈钢材料制作,以防止两部件在水环境的侵蚀下发生锈蚀,导致密封失效。上述锥形孔可采用研磨工艺制作,以确保研磨精度小于ra0.8,并且进行表面镀铬处理,以增强锥形孔的光滑度和耐磨性,从而提高封堵件3(高圆度球型钢珠)密封锥形孔的可靠性。
50.弹性件5用于对所述封堵件3施加预紧力。其中,弹性件5形成的推力能够使钢球与螺栓的锥形孔紧紧贴合,形成密封效应。另外,弹性件5可通过弹性件定位环4将其固定至中空部2a内。弹性件定位环4需打磨平整,不应出现毛刺,以确保弹性件定位环4能平放至封堵件3上,且不应出现竖立、倾斜等情况。
51.弹性件5能够在受到来自所述封堵件3的推力时收缩以使所述封堵件3停止形成封堵。当tbm滚刀内部存在一定压差时(通常是内部压力大于外部压力),封堵件3向所述弹性件5施加推力,当压差足够大时,所述弹性件5收缩使得封堵件停止形成封堵,即tbm滚刀上端盖的两侧相通,实现tbm滚刀内部压力的释放。
52.本发明的压力释放装置还可包括固定卡盖6。固定卡盖6用于将所述弹性件5固定到所述单向排气件2上。优选地,所述封堵件3设置在所述锥形孔中,所述弹性件5的一端与所述封堵件3连接且另一端经由所述固定卡盖6安装到所述螺栓的头部。固定卡盖6可与单向排气件2配套制成,可以卡设到单向排气件2上形成整体。此外,可在单向排气件2的侧边开口,本领域技术人员可根据实际情况确定开口的个数,以排出滚刀内部的气体。
53.本发明的压力释放装置还可包括密封件1。密封件1设置在所述单向排气件2的外壁上,以密封所述单向排气件与所述上端盖之间的间隙。优选地,密封件1设置在螺纹和所述螺栓的头部之间,例如,单向排气件2为具有朝向螺纹的锥形孔的螺栓,密封件1设置在螺栓的头部和杆部连接处(如图3中所示)。又如,具有朝向螺纹的锥形孔的螺栓的头部和杆部连接处设计一个o型圈密封槽,用来安装o型圈,以封堵端盖和螺栓的连接螺纹之间的间隙,确保气体不能通过螺纹间隙跑出,也可以防止外界水等介质进入滚刀内部。密封件1可为橡胶o型圈,橡胶o型圈可采用耐高温氟橡胶材料,采用偏氟乙烯,四氟乙烯,六氟丙烯形成三元共聚物,以提高o型圈的耐高温、耐油性、和耐腐蚀性,制成的o型圈在面临着极端恶劣条件时,能够保持较好的性能。
54.在本发明中,如图1和图2中所示,压力释放装置的安装步骤如下:
55.1)将单向排气件2、封堵件3、弹性件5、弹性件定位环4、固定卡盖6用无水酒精清洗干净,以确保表面无污物,并放置于80-100℃的烘烤箱进行烘干备用;
56.2)将清洗好的封堵件3置入单向排气件2的中空部2a的内部;
57.3)将弹性件定位环4平放在封堵件3上,并将弹性件5平压在弹性件定位环4上;
58.4)将固定卡盖6压入单向排气件2的中空部2a内以形成整体;
59.5)将密封件1安装在单向排气件2的密封槽上,并且避免出现扭曲、剪伤等缺陷;
60.6)将步骤5)得到的装置安装(如螺纹、卡扣、焊接等)到tbm滚刀的上端盖21的贯穿孔的内侧(参照图1的剖视图的左侧)。
61.本发明提供的压力释放装置能够确保滚刀内部压力能够得到及时释放,确保滚刀不会因为内部压力过高,而造成密封效果的下降。
62.在本发明的第二示例性实施例中,提供了一种包括如上第一示例性实施例的压力释放装置的tbm滚刀。即,本示例性实施例的tbm滚刀使用的上端盖中,上端盖的靠近安转浮动密封环(即图4的浮动密封环二25)的浮动密封槽区域
……
具有贯穿孔,上端盖的贯穿孔内设置有压力释放装置。
63.本发明的tbm滚刀还可包括过滤组件7。过滤组件7设置在所述上端盖21的贯穿孔的外侧,用于过滤砂石颗粒以防止堵死所述上端盖21的贯穿孔和/或所述压力释放装置。其中,所述压力释放装置设置在所述上端盖的贯穿孔的内侧。过滤组件7可为适合孔径的沙尘防护网,本领域技术人员可根据实际情况确定采用的孔径。过滤组件7可过滤大粒径砂尘颗粒,防止大直径颗粒将单向排气件2堵死,或者将单向排气件2的内部结构卡死,导致压力释放装置失灵,进而发生压力无法释放和/或滚刀内部泄露等问题。
64.在将如上第一示例性实施例的压力释放装置安装至tbm滚刀的上端盖的贯穿孔内后,再安装过滤组件7至上端盖21的贯穿孔的外侧(参照图1中剖视图的右侧或图2中b部分的放大图的右侧)。
65.本发明设置有压力释放装置的tbm滚刀可在极端高地热环境下使用,但需配套相适应的滚刀装配工艺来确保滚刀整体效能的发挥,相较于普通盾构或tbm滚刀,装配工艺要求明显较高。
66.因此,在本发明的第三示例性实施例中,参照如图4中所示的tbm滚刀,提供了一种如上第二示例性实施例的tbm滚刀的装配工艺,包括步骤:
67.s1.将加热到180℃~240℃的滚刀刀圈11套装至滚刀刀毂12的外圈上,得到第一滚刀刀毂;
68.s2.将降温到-20℃~-30℃第一轴承外圈13安装至第一滚刀刀毂的内圈上,得到第二滚刀刀毂;
69.s3.将下端盖14套装至降温到-20℃~-30℃后的滚刀刀轴22上,再将第一浮动密封环(浮动密封环一24的一部分)套装至下端盖14上,得到第一滚刀刀轴;
70.s4.将加热到120℃~140℃的第一轴承内圈15套装至第一滚刀刀轴上,得到第二滚刀刀轴;
71.s5.将第二轴承外圈16套装至加热到120℃~140℃的第二滚刀刀毂的内圈上,得到第三滚刀刀毂;
72.s6.将第二浮动密封环(浮动密封环一24的另一部分)套装至第三滚刀刀毂上,得到第四滚刀刀毂;
73.s7.将第四滚刀刀毂套装至第二滚刀刀轴上,得到第一装配体;
74.s8.将轴承限位隔圈17套装至第一装配体的滚刀刀轴上,得到第二装配体;
75.s9.将加热到120℃~140℃的第二轴承内圈18套装至第二装配体的滚刀刀轴上,得到第三装配体;
76.s10.将第三浮动密封环(浮动密封环二25的一部分)套装至第三装配体的滚刀刀毂的内圈上,得到第四装配体;
77.s11.将第四浮动密封环(浮动密封环二25的另一部分)套装至设置有所述压力释放装置20的上端盖21上,得到第一上端盖;
78.s12.将第一上端盖套装至第四装配体的滚刀刀轴上,得到第五装配体;
79.s13.在第五装配体的上端盖上安装密封油塞23,即得tbm滚刀。
80.在本示例性实施例中,在步骤s1中,滚刀刀圈11和滚刀刀毂12的过盈量为0.18mm~0.22mm;步骤s2中,第一轴承外圈13和第一滚刀刀毂的过盈量为0.03mm~0.05mm;步骤s3中,下端盖14和滚刀刀轴22的过盈量为0.02mm~0.04mm;步骤s4中,第一轴承内圈15和第一滚刀刀轴的过盈量为0.06mm~0.08mm。
81.在本示例性实施例中,在步骤s12中,第一上端盖套装至第四装配体的滚刀刀轴后设定的预紧扭矩可为800~850nm。
82.在本示例性实施例中,第一浮动密封环和第二浮动密封环分别为整个浮动密封环(浮动油封)的一半,并分别在步骤s3和步骤s6安装至滚刀中。第三浮动密封环和第四浮动密封环同理,此处不作赘述。
83.在本示例性实施例中,在步骤s4中,第一轴承内圈15套装到第一滚刀刀轴后,再在第一轴承内圈15上套上套筒,从而得到的第二滚刀刀轴。套上套筒后,采用铜锤敲击套筒,确保第一轴承内圈15安装平整。在步骤s9中,同理于步骤s4,第二轴承内圈18套装至第二装配体的滚刀刀轴后,再在第二轴承内圈18上套上套筒,套上套筒后,可采用铜锤敲击套筒,确保第二轴承内圈18安装平整。
84.在本示例性实施例中,在步骤s3中,在滚刀刀轴上安装第一密封o型圈33后再将其进行降温处理。同理,在得到步骤s9的第三装配体后,可将第二密封o型圈34安装至上端盖21和第二轴承内圈18之间,可在第二密封o型圈34涂抹润滑脂,以增强密封功能。
85.在本示例性实施例中,在步骤s13安装密封油塞23之前,滚刀内填充半流体极压润滑脂以替代传统的润滑脂或润滑油,既可以确保油脂易到达浮动油封,从而确保的油膜形成,增强滚刀的密封性,又可以吸收外界冲击功,增强滚刀的抗冲击性能。可使用某公司生产的ep00型号的半流体极压润滑脂。此外,采用油脂泵朝滚刀内腔加入预定体积(如1.5~1.7l)的半流体极压润滑脂,油脂泵的压力设定为0.4~0.5mpa。
86.在本示例性实施例中,步骤s13得到的tbm滚刀可安装滚刀挡圈31,并且,可在滚刀挡圈31和滚刀刀毂12之间焊接若干条(例如2~4条,又如四条)焊缝,并在每条焊缝的表面堆上一层耐磨焊条,以增强滚刀挡圈31的耐磨性,防止滚刀刀圈7脱落。
87.在本示例性实施例中,步骤s13得到的tbm滚刀还可焊接止动块32,防止上端盖21从滚刀刀轴23上旋出。
88.将完成装配的tbm滚刀安装到旋转夹具中,让其正反各旋转5min,以确保各浮动密封环(即浮动油封)和各轴承完成磨合,确保性能更加稳定。
89.在本示例性实施例中,装配工艺可包括步骤:
90.第一步:将滚刀刀圈与滚刀刀毂在常温下的过盈量设定为0.18-0.22mm,制作圆形感应线圈,采用中频感应加热的方式,采用红外枪测温,使得滚刀刀圈温度达到180-240℃,将滚刀刀圈套在滚刀刀毂上,冷却后,滚刀刀圈的内孔收缩,与滚刀刀毂实现自动抱紧。
91.第二步:将第一轴承外圈和滚刀刀毂在常温下的过盈量设定在0.03-0.05mm,将轴承外圈置入冷柜,冷冻到-30℃,确保第一轴承外圈的直径缩小达到0.05mm以上,采用防冻伤手套将第一轴承外圈套进完成第一步的装配的滚刀刀毂的内圈上,待其恢复常温,实现过盈配合。
92.第三步:将滚刀刀轴与下端盖在常温下的过盈量设定为0.02-0.04mm,将滚刀刀轴安装好o型密封圈置入冷冻箱中,将滚刀刀轴冷冻到-20℃,确保其的直径缩小达到0.04mm以上,再将滚刀下端盖穿到滚刀刀轴上,确保下端盖和滚刀刀轴在实现装配的同时,不发生相互的的刮伤,待温度均衡后,实现过盈配合。
93.第四步:采用专用夹具将浮动密封环一的一部分压入下端盖,保证端面平整,此部分的浮动密封环一的o型圈不得发生扭曲,同时密封端面均匀涂抹一层润滑油。
94.第五步:将第一轴承内圈与滚刀刀轴的常温过盈量设定为0.06-0.08mm,将第一轴承内圈置于加热箱中加热到120-140℃,到设定温度后保温20-30分钟,采用隔热手套将第一轴承内圈与完成第四步的装配的滚刀刀轴进行热装,并在第一轴承内圈上套上套筒,采用铜锤敲击套筒,确保轴承内圈安装平整,确保第一轴承内圈和滚刀刀轴在常温过盈的情况下实现自然装配,不发生刮伤,从而减少轴承内圈开裂的风险。
95.第六步:将第二步得到的滚刀刀毂加热到120-140℃使得使得内孔膨胀,迅速将第二轴承外圈装入滚刀刀毂的内孔上,采用铜锤轻轻敲击,以确保平整,待其冷却后与滚刀刀毂自然抱紧,实现过盈配合,而不与轴承外圈产生剪切刮伤,防止轴承外圈受冲击发生崩裂,待冷却到40℃以下备用。
96.第七步:将第六步安装好第二轴承外圈的滚刀刀毂与浮动密封环一的另一部分进行安装,保证端面平整,此部分的浮动密封环一的o型圈不得发生扭曲,同时密封端面均匀涂抹一层润滑油。
97.第八步:将完成第七步安装的滚刀刀毂与完成第五步安装的滚刀刀轴进行装配,装好后,旋转几圈,以确保浮动密封油膜的扩散,同时调整滚刀刀毂与轴承内圈的轴心,以确保滚刀的同轴度,防止后续安装出现“死点”。
98.第九步:将第八步得到装配体安装好轴承限位隔圈,以调整轴承的扭矩,轴承限位隔圈必须倒角和清除毛刺,防止毛刺脱落,将轴承卡死。
99.第十步:采用隔温手套将加热到120-140℃第二轴承内圈从加热炉内取出,套在第九步得到的装配体的滚刀刀轴上,采用与第五步中安装第一轴承内圈相同的工艺和要求进行装配。
100.第十一步:安装o型圈于第十步得到的装配体的第二轴承内圈和上端盖之间,在o型圈涂抹润滑脂,以增强密封箱能。
101.第十二步:采用与第四步相同的工艺,将浮动密封环二的一部分安装进上端盖,并在密封环的表面均匀涂抹润滑油。
102.第十三步:将已安装好压力释放装置的上端盖与第十二步得到的装配体中的滚刀刀轴进行安装,设定预紧扭矩为800-850nm,采用气动工具将上端盖安装在轴上。
103.第十四步:采用油脂泵朝滚刀内腔中加入预定体积的半流体极压润滑脂,脂泵的压力设定为0.4~0.5mpa。
104.第十五步:安装密封油塞,确保滚刀不发生泄漏,并在密封油塞上打上密封胶,防
止滚刀泄露。
105.第十六步:安装滚刀挡圈,并在挡圈和滚刀刀毂间焊接四条焊缝,并在焊缝表面堆上一层耐磨焊条,以增强挡圈的耐磨性,防止刀圈脱落。
106.第十七步:焊接止动块,防止上端盖从滚刀刀轴上旋出,完成滚刀安装。
107.第十八步:将完成第十七步装配的滚刀安装到特定的旋转夹具进行测试,让其正反各旋转5分钟,以确保浮动油封和轴承完成磨合,确保性能更加稳定。
108.尽管上面已经结合示例性实施例及附图描述了本公开,但是本领域普通技术人员应该清楚,在不脱离权利要求的精神和范围的情况下,可以对上述实施例进行各种修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1