一种连续油管防喷器用WV型剪切闸板的制作方法
一种连续油管防喷器用wv型剪切闸板
技术领域
1.本实用新型涉及连续油管防喷器技术领域,特别涉及一种连续油管防喷器用wv型剪切闸板。
背景技术:
2.连续油管防喷器是用来防止连续油管作业过程中溢流、井涌、井喷事故的发生。作业过程中控制井口压力,对油气井重新建立压力控制。
3.连续油管防喷器从上到下四个腔室分别安装全封闸板总成、剪切闸板总成、卡瓦闸板总成和半封闸板总成。其中,在设计时所需剪切连续油管的直径越大、壁厚越厚、性能级别越高,需要的剪切力就越大,所需剪切油缸的直径也就越大;然而,在连续油管防喷器中,全封闸板总成、半封闸板总成、卡瓦闸板总成需要的油压小,液缸直径也小,这就导致如果剪切闸板总成需要提供大剪切力,则需要配置不同直径的液缸,并致使连续油管防喷器的整机高度和整机重量都需要进行改变,这必然会增加工人的劳动强度和施工成本。
4.基于上述问题,针对连续油管防喷器的剪切闸板总成需要设计一种新型的剪切闸板,以实现在不改变原有油缸大小的情况下,通过剪切闸板向管柱施加更大的剪切力或更灵活的剪切作业方式。
技术实现要素:
5.本实用新型的目的是提供一种在不改变原有油缸大小即可提升对油管管柱的剪切力和稳定性的连续油管防喷器用wv型剪切闸板。
6.为此,本实用新型技术方案如下:
7.一种连续油管防喷器用wv型剪切闸板,其由上剪切闸板和下剪切闸板构成;其中,
8.上剪切闸板包括上剪切闸板体和v型剪切刀体;v型剪切刀体以其前端刀刃端外露于上剪切闸板体前端的方式通过螺钉可拆卸地固定在上剪切闸板体前侧板面底面上;自上剪切闸板体的板体前端端面在板体前侧板面上居中开设有第一弧形通槽;
9.下剪切闸板包括下剪切闸板体和w型剪切刀体;w型剪切刀体以其前端刀刃端外露于下剪切闸板体前端的方式通过螺钉可拆卸地固定在下剪切闸板体的前侧板面顶面上;自下剪切闸板体的板体前端端面在板体前侧板面上居中开设有第二弧形通槽;
10.上剪切闸板体的前侧板面与下剪切闸板体的前侧板面呈上下交错设置,使呈相对设置的上剪切闸板与下剪切闸板能够相对运动至v型剪切刀体的底面压配在w型剪切刀体的顶面上,且第一弧形通槽与第二弧形通槽合围成一个环抱在管柱外侧的通孔;
11.v型剪切刀体刀刃端外的外边沿线为由依次相接的第一凸弧段、凹弧段和第二凸弧段形成的v形曲线,且第一凸弧段切线与第二凸弧的段的切线之间所成夹角为钝角;w型剪切刀体刀刃端的外边沿线为由两条相同v形折线相接形成的w形折线,且刀刃端的尖端位于第一凸弧段切线与第二凸弧的段的切线之间所成夹角的角平分线上,v形折线的折角为钝角。
12.进一步地,第一凸弧段切线与第二凸弧的段的切线之间所成夹角为70
°
;构成w形折线的两v形折线的折角均为125
°
。
13.进一步地,剪切闸板体为一水平设置的板体,其前侧底面高于后侧底面,且在前侧底面与后侧底面连接处形成有第一台阶;在上剪切闸板体前侧板体的底面两侧边沿处各设置有一条限位凸条,且两条限位凸条的内侧面加工为斜面,使两条限位凸条的间距自板体后端至其前端逐渐增大,v型剪切刀体与限位凸条内侧斜面的接触面加工为具有相同倾斜角度的斜面,使v型剪切刀体的两侧侧面与其两侧限位凸条的内侧斜面相贴合;自第二台阶的端面处朝向板体后端开设有限位凹槽,使v型剪切刀体内嵌在由两条限位凸条、限位凹槽、以及前侧板体围成的槽体内。
14.进一步地,下剪切闸板体为一水平设置的板体,其前侧顶面低于后侧顶面,且在前侧顶面与后侧顶面连接处形成有第二台阶;在下剪切闸板体前侧板体的顶面两侧边沿处各设置有一条限位凸条,且两条限位凸条的内侧面加工为斜面,使两条限位凸条的间距自板体后端至其前端逐渐增大,w型剪切刀体与限位凸条内侧斜面的接触面加工为具有相同倾斜角度的斜面,使w型剪切刀体的两侧侧面与其两侧限位凸条的内侧斜面相贴合;自第二台阶的端面处朝向板体后端开设有限位凹槽,使w型剪切刀体内嵌在由两条限位凸条、限位凹槽、以及前侧板体围成的槽体内。
15.进一步地,限位凸条内侧面为倾斜角度为5
°
的斜面。
16.进一步地,第一弧形凹槽和第二弧形凹槽的内边沿均为一条/圆弧,且该/圆弧的半径与最大待剪切管柱的直径相适应,使v型剪切刀体运动至其底面压配在w型剪切刀体顶面上时,第一弧形通槽与第二弧形通槽合围成与最大管柱外径相同的圆形通孔。
17.进一步地,自上剪切闸板体的后端端面朝向前端开设有梯形槽,使上剪切闸板体的后端通过梯形槽与具有梯形头结构的闸板轴相连接;自下剪切闸板体的后端端面朝向前端开设有梯形槽,使下剪切闸板体的后端通过梯形槽与具有梯形头结构的闸板轴相连接。
18.与现有技术相比,该连续油管防喷器用wv型剪切闸板的有益效果为:
19.1)该wv型剪切闸板的设计有相配合的v型剪切刀体和w型剪切刀体,w型剪切刀体的中间尖端的切向力垂直于管柱切线,v型剪切刀体的两侧刀刃与管柱相接触,三点定位准确,使剪切刀体相对于管柱施加的剪切力稳定;同时,两个剪切刀体相对于管柱的剪切力施加点为三个,相对于现有的剪切刀体更为省力,在剪切更高级别的连续油管时也无需增大液缸直径;
20.2)该wv型剪切闸板中各剪切闸板体与剪切刀体采用分体式结构设计,使剪切刀体受损需要更换时,拆装轻便,无需更换剪切闸板体,降低维护成本;
21.3)该wv型剪切闸板在进行刀体和闸板体之间的装配结构设计中,闸板体的两侧的限位凸条与刀体的接触面设计为斜面,同时台阶面处设置有内置刀体端部的限位凹槽,避免刀体与闸板体之间的连接螺钉在剪切作业中受力过大。
附图说明
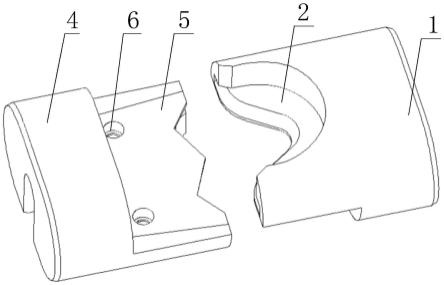
22.图1为本实用新型的连续油管防喷器用wv型剪切闸板的结构示意图;
23.图2为本实用新型的连续油管防喷器用wv型剪切闸板的俯视图;
24.图3(a)为本实用新型的连续油管防喷器用wv型剪切闸板的下剪切闸板的剖视图;
25.图3(b)为本实用新型的连续油管防喷器用wv型剪切闸板的上剪切闸板的剖视图;
26.图4为本实用新型的连续油管防喷器用wv型剪切闸板的下剪切闸板的分体结构示意图;
27.图5为本实用新型的连续油管防喷器用wv型剪切闸板的上剪切闸板的分体结构示意图;
28.图6为本实用新型的连续油管防喷器用wv型剪切闸板在剪切管柱状态下的俯视图;
29.图7为本实用新型的连续油管防喷器用wv型剪切闸板在剪切管柱状态下的受力分析示意图。
具体实施方式
30.下面结合附图及具体实施例对本实用新型做进一步的说明,但下述实施例绝非对本实用新型有任何限制。
31.如图1和图2所示,该连续油管防喷器用wv型剪切闸板,其由上剪切闸板和下剪切闸板构成;其中,
32.参见图3(b)和图5,上剪切闸板包括上剪切闸板体1、v型剪切刀体2和两个第一连接螺钉3;具体地,上剪切闸板体1为一水平设置的板体,其前侧底面高于后侧底面,且在前侧底面与后侧底面连接处形成有第一台阶;其中,自板体的前端端面在板体前侧板面上居中开设有第一弧形通槽,第一弧形凹槽的内边沿为一条3/4圆弧,且该3/4圆弧的半径与待剪切管柱的直径相适应;v型剪切刀体2通过间隔设置的两个第一连接螺钉3可拆卸地固定在上剪切闸板体1上;
33.作为本实施例的一个优选技术方案,在板体前侧底面的两侧边沿处各设置有一条限位凸条,且两条限位凸条的内侧面加工为斜面,使两条限位凸条的间距自板体后端至其前端逐渐增大;同时自第二台阶的端面处朝向板体后端开设有限位凹槽,使v型剪切刀体2刚好以其刀刃朝向上剪切闸板体1前端的方式内置在由两条限位凸条、限位凹槽与前侧板体围成的槽体内;具体地,限位凸条的内侧斜面的倾斜角度为5
°
,对应地,v型剪切刀体2与限位凸条的内侧斜面的接触面也加工为倾斜角度为5
°
的斜面,使v型剪切刀体2的两侧侧面与其两侧限位凸条的内侧斜面相贴合;该将v型剪切刀体2与其两侧限位凸条之间的接触面设计为接触斜面的机构设计目的在于:剪切作业时,v型剪切刀体2仅有两侧斜面和上下端面受力,而两个第一连接螺钉3不受力;
34.参见图3(a)和图4,下剪切闸板包括下剪切闸板体4和w型剪切刀体5和两个第二连接螺钉6;具体地,下剪切闸板体4为一水平设置的板体,其前侧顶面低于后侧顶面,且在前侧顶面与后侧顶面连接处形成有第二台阶;其中,自板体的前端端面在板体前侧板面上居中开设有第二弧形通槽,第二弧形凹槽的内边沿为一条3/4圆弧,且该3/4圆弧的半径与待剪切管柱的直径相适应;w型剪切刀体5通过间隔设置的两个第二连接螺钉6可拆卸地固定在下剪切闸板体4上;
35.作为本实施例的一个优选技术方案,在板体前侧顶面的两侧边沿处各设置有一条限位凸条,且两条限位凸条的内侧面加工为斜面,使两条限位凸条的间距自板体后端至其前端逐渐增大;同时自第二台阶的端面处朝向板体后端开设有限位凹槽,使w型剪切刀体5
刚好以其刀刃朝向下剪切闸板体4前端的方式内置在由两条限位凸条、限位凹槽与前侧板体围成的槽体内;具体地,限位凸条的内侧斜面的倾斜角度为5
°
,对应地,w型剪切刀体5与限位凸条的内侧斜面的接触面也加工为倾斜角度为5
°
的斜面,使w型剪切刀体5的两侧侧面与其两侧限位凸条的内侧斜面相贴合;该将w型剪切刀体5与其两侧限位凸条之间的接触面设计为接触斜面的机构设计目的在于:剪切作业时,w型剪切刀体5仅有两侧斜面和上下端面受力,而两个第二连接螺钉6不受力;
36.参见图6,上剪切闸板体1与下剪切闸板体4的尺寸相适应,使二者的前端能够通过相对运动对合至v型剪切刀体2的底面压配在w型剪切刀体5的顶面上,此时第一弧形通槽与第二弧形通槽合围成一个环抱在管柱外侧的圆形通孔;
37.v型剪切刀体2的前端为刀刃端,该刀刃端的外边沿线为由依次相接的第一凸弧段、凹弧段和第二凸弧段形成的v形曲线,且第一凸弧段切线与第二凸弧的段的切线之间所成夹角为70
°
;w型剪切刀体5的前端为刀刃端,该刀刃端的外边沿线为由两条相同v形折线相接形成的w形折线,且刀刃端的尖端(即两条v形折线相接点)位于第一凸弧段切线与第二凸弧的段的切线之间所成夹角的角平分线上,v形折线的折角为125
°
;
38.参见图3(a)、图3(b)、图4和图5,为了保证使用过程中上剪切闸板和下剪切闸板分别与位于两侧的闸板轴连接稳定可靠,与上剪切闸板相连的闸板轴采用具有梯形头结构的闸板轴,相应地,自上剪切闸板体1的后端端面朝向前端开设有梯形槽,使闸板轴轴头与上剪切闸板体1通过梯形槽相连接;同样地,与上剪切闸板相连的闸板轴采用具有梯形头结构的闸板轴,相应地,自下剪切闸板体4的后端端面朝向前端开设有梯形槽,使闸板轴轴头与下剪切闸板体4通过梯形槽相连接;同时,分别与上剪切闸板体1和下剪切闸板体4连接的闸板轴的后端与油缸相连,进而利用油缸动力带动闸板轴驱动上剪切闸板和下剪切闸板进行相对运动,即驱动v型剪切刀体2和w型剪切刀体5进行剪切动作,实现剪切管柱的功能。
39.参见图7,在对管柱进行剪切的过程中,v型剪切刀体2与w型剪切刀体5相互配合剪切管柱的原理为:当v型剪切刀体2与w型剪切刀体5相对运动至二者抵在管柱7的外侧时,w型剪切刀体5的刀刃端与管柱7之间的接触点为a点,v型剪切刀体2的刀刃端与管柱7之间的接触点为b点和c点,且a点、b点和c点在管柱7的外侧壁面上呈均匀布置,即剪切作业时管柱7外壁受到的外部剪切力是呈均匀分布的,以保证剪切作业稳固;其中,a点的作用力为一侧油缸的直接作用力,记为f,而b点和c点的作用力为另一侧油缸直接作用力,也分别为f,而相对于管柱7的剪切力则为作用力f的分力f2;通过对作用力f进行分解,由于α角为55
°
,因此,f2=cos55
°
=0.573f,即w型剪切刀体5在a点处对管柱7的作用力为v型剪切刀体2在b、c点处对管柱7的作用力的1.74倍。
40.基于此,当采用本技术的wv型剪切闸板剪切低等级的管柱时,管柱需求的剪切力较小,则通过v型剪切刀体2与w型剪切刀体5同时在a点、b点和c点这三点处共同施加剪切力,即可直接对管柱实施剪切作业;而当采用本技术的wv型剪切闸板剪切高等级的管柱时,管柱需求的剪切力较大,此时,先将w型剪切刀体5相对于管柱的接触点(即b点和c点)进行相对固定,仅由v型剪切刀体2通过a点施加剪切力进行实施剪切作业,待通过v型剪切刀体2对管柱进行破口后,即可通过v型剪切刀体2与w型剪切刀体5同时在a点、b点和c点这三点处共同施加剪切力,直接对管柱实施剪切作业。
41.综上所述,本技术的wv型剪切闸板:
①
相对于双v型剪切刀体,一侧的w型剪切刀体
通过点a将油缸提供的作用力直接作用在管柱7上,没有力的损耗,在同等规格液缸的规格、同等油压的情况下,wv型剪切闸板提供的剪切能力更大,可以适用于更高级别的管柱的剪切;
②
一侧的w型剪切刀体在另一侧v型剪切刀体2的辅助配合下,v型剪切刀体2提供稳定的支撑作用,而w型剪切刀体则首先在a点割断管柱7,破坏管柱7整体的结构强度,使后续管柱切割过程更也为容易。
42.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1