电动压缩机的制作方法
1.本发明涉及电动压缩机。
背景技术:
2.在专利文献1中,提出了在电动压缩机的逆变器容纳部内,将功率基板拧紧固定于多个固定基面。
3.现有技术文献专利文献专利文献1:日本特开2009
‑
114961号公报。
技术实现要素:
4.发明要解决的课题为了使基板的耐振性提高,考虑使用厚铜基板来确保抗弯刚度。然而,厚铜基板价格高,导致成本的增大。本发明的课题是低价地实现耐振性的提高。
5.用于解决课题的方案本发明的一个形态所涉及的电动压缩机,具备为了驱动控制内置于压缩机的电动马达而设置的基板,在基板的两个面分别表面安装有带有底座的多个电容器。
6.发明效果依据本发明,在基板的两个面形成有多个用于表面安装电容器的焊盘(land),因而通过截面系数的增加能够确保抗弯刚度。因而,与使用厚铜基板的情况相比,能够低价地实现耐振性的提高。
附图说明
7.图1是压缩机的外观图。
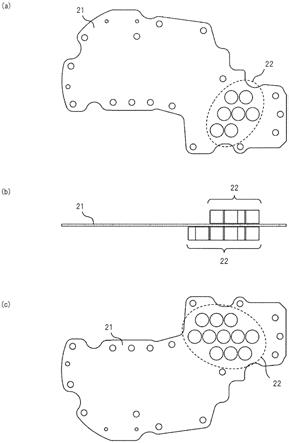
8.图2是示出基板的图。
9.图3是示出基板的容纳状态的截面图。
具体实施方式
10.以下,基于附图,说明本发明的实施方式。此外,各附图为示意性的图,有时与现实的情况不同。另外,以下的实施方式举例示出用于将本发明的技术思想具体化的装置、方法,不将构成特定于下述的构成。即,本发明的技术思想在权利要求书所记载的技术范围内,能够加以各种变更。
11.<一个实施方式><构成>图1是压缩机的外观图。压缩机11(电动压缩机)是在例如汽车空调的冷媒回路中使用的电动型的涡旋压缩机。即,搭载于车辆,在由内置的电动马达驱动时,吸入冷媒,压缩
之后排出。在轴向的前侧,逆变器容纳部12(框体)一体地形成,由前盖13密闭。在逆变器容纳部12的外壁,设置有低电压电路的连接器14和高电压电路的连接器15。
12.图2是示出基板的图。在逆变器容纳部12的内部,容纳有基板21,其形成有用于驱动控制电动马达的逆变器。基板21的板厚为例如1.6至1.8 mm左右。图中的(a)示出基板21的一个面,(b)示出基板21的侧面,(c)示出基板21的另一个面。在基板21的一个面,多个电容器22被表面安装。在此示出安装有七个的示例,使其密集配置。在基板21的另一个面,多个电容器22被表面安装。在此示出安装有十一个的示例,使其密集配置。电容器22构成相对于电源线并列地连接的平滑滤波电路,例如为铝固体电解电容器。电容器22配置为在俯视下,一个面的安装区域与另一个面的安装区域重叠。
13.图3是示出基板的容纳状态的截面图。基板21被容纳于逆变器容纳部12,通过拧紧而被固定。在基板21的两个面,形成有用于表面安装电容器22的焊盘23。焊盘23针对一个电容器22而两个两个地设置。电容器22带有底座24,在底座24的背面形成的两个端子被焊接于对应的焊盘23。电容器22配置为一个面的安装区域与另一个面的安装区域重叠,因而一个面的焊盘23与另一个面的焊盘23重叠。因而,在安装有电容器23的位置,基板21的厚度tb以两块焊盘的量增加。
14.在逆变器容纳部12与压缩机11之间有分隔壁16,分隔壁16的压缩机11侧成为冷媒流入的区域。在安装于基板21中靠近压缩机11的一侧的表面的电容器22与分隔壁16(框体)之间,缓冲件31(第一缓冲件)以压缩的状态被夹入。在安装于基板21中远离压缩机11的一侧的表面的电容器22与前盖13(框体)之间,缓冲件32(第二缓冲件)以压缩的状态被夹入。缓冲件31、32由具有高导热率的凝胶成形。缓冲件31的厚度t1被设定为比缓冲件32的厚度t2更厚。缓冲件31、32也作为散热片起作用。在电容器22中,有能够推压的容许载荷,因而缓冲件31、32的反力设定为不足电容器22的容许载荷。
15.<作用>接下来,对一个实施方式的主要的作用效果进行说明。为了使基板的耐振性提高,考虑使用厚铜基板来确保抗弯刚度。然而,厚铜基板价格高,导致成本的增大。于是,代替使用厚铜基板,在基板21的两个面分别表面安装带有底座的多个电容器22。具体地,将电容器22配置为在俯视下,一个面的安装区域与另一个面的安装区域重叠。由此,在基板21的两个面形成有多个用于表面安装电容器22的焊盘23,因而通过截面系数的增加能够确保抗弯刚度。因而,与使用厚铜基板的情况相比,能够低价地实现耐振性的提高。
16.此前,有时将容纳电容器并且使树脂注入成型后的滤波器壳体设置于基板,施行耐振对策。在本实施方式中,在安装于基板21中靠近压缩机11的一侧的表面的电容器22与分隔壁16之间,夹入缓冲件31。另外,在安装于基板21中远离压缩机11的一侧的表面的电容器22与前盖13之间,夹入缓冲件32。通过这些缓冲件31、32,能够确保电容器22的耐振性。另外,由于为仅夹入缓冲件31、32的构成,因而能够省略滤波器壳体、使树脂注入成型的工序。
17.另外,使缓冲件31的厚度t1比缓冲件32的厚度t2更厚。因此,能够主要由缓冲件31吸收基板21中的表面正交方向的尺寸误差、组装误差。缓冲件31隔开分隔壁16由冷媒冷却,缓冲件32隔开前盖13由外部气温冷却。缓冲件较薄的一方散热性较高,与分隔壁16比前盖13冷却能力更高对应地,能够增厚缓冲件31的厚度t1。因而,安装于基板21中靠近压缩机11的一侧的表面的电容器22与安装于基板21中远离压缩机11的一侧的表面的电容器22散热
性能等同。
18.以上,参照受限数量的实施方式同时进行了说明,但权利范围不限定于这些,基于上述公开的实施方式的改变对本领域技术人员来说是不言自明的。
19.符号说明11
…
压缩机12
…
逆变器容纳部13
…
前盖14
…
连接器15
…
连接器16
…
分隔壁21
…
基板22
…
电容器23
…
焊盘24
…
底座31
…
缓冲件32
…
缓冲件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1