一种高压力小流量风机的制作方法
1.本实用新型属于风机技术领域,尤其涉及一种高压力小流量风机。
背景技术:
2.高压力小流量风机的全压与介质密度、叶轮转速、叶片出口角成正比,当气体介质确定时为了需要获得较高的压力时,由于叶轮转速受到材料的限制,因此只有通过提高叶片出口角来达到提升压力的目的。随着叶片出口角的增大当出口角度超过90度时,叶轮将由后向型转变为前向型叶轮,同时还要考虑叶片进口冲角,因此在叶片进出口角度受到约束的情况下,叶片就成为了弧形叶片。前向型叶轮中从理论上看叶轮做功能力强于后向型叶轮,但由于其流道呈弧形在流道中总是不可避免的出现强烈的分离流、二次流和射流,分离流易产生四极子噪声,射流冲击机壳壁面易产生偶极子噪声;同时高压力小流量风机的叶轮流道宽度较宽,给予了分离流、二次流足够的发展空间,且较大的流道宽度使整个叶轮的圆周面积增大导致介质在流道中相对速度较小,较小的相对速度不利于克服较大的压力梯度,在叶片尾部容易产生回流,上述种种流动损失的产生导致了现有技术风机的低效、高噪声,且复杂的流道、复杂的流动还极易积灰,弧形叶片还存在制造工艺复杂成本高的缺点。
技术实现要素:
3.本实用新型的目的在于提供一种高压力小流量风机,以解决现有的高压力小流量风机存在的喘振和噪声、叶片加工困难、容易积灰及磨损问题。
4.为了达到上述目的,本实用新型的技术方案为:一种高压力小流量风机,包括叶轮,所述叶轮包括前盘和后盘,所述前盘和后盘之间设有若干叶片;所述叶片为后向型叶片且为直板型,所述叶轮的外缘轴向设有环形扩压盘;所述前盘设为锥形;所述叶片出口处的延长线与圆周切线之间的角度为55
°-
70
°
。
5.进一步,所述叶轮的出口宽度为叶轮直径的0.02-0.03倍,所述叶轮的进口宽度为叶轮直径的0.07-0.08倍。
6.进一步,所述叶片的数量为8-12片。
7.进一步,所述前盘与所述环形扩压盘一体成型。
8.进一步,所述叶片的头部为倾斜状,所述叶片头部的宽度比叶片尾部的宽度窄。
9.进一步,所述叶片分别与前盘和后盘焊接。
10.本技术方案的有益效果在于:
11.1、叶片采用后向型且为直板型,该结构具有以下优点:
①
制造工艺简单、成本低;
②
该叶片形成的流道简单,避免了气体在扭曲复杂流道内产生流动分离、二次流、射流;
③
气流的出口角减小,使得气体的绝对速度降低,从而使气体从叶轮出口流出以后在蜗舌附近对蜗壳壁面的冲击减弱,降低了气体与壳体间的冲击损失同时也有利于降噪;
④
后向型叶片虽然采用了较小的叶片出口角,由于其损失较低,依然具有较强的做功能力,其压力系
数达到0.7-0.8,比转速为15-18。
12.2、叶轮的外缘轴向设有环形扩压盘,气体离开叶片尾缘以后,如果没有该环形扩压盘,当叶轮流道内流体动压不足时,蜗壳内的高压气体将抑制叶轮内气体的流出,在叶片尾缘处将产生回流,增加该环形扩压盘以后相当于在蜗壳和叶轮间设置了一个缓冲带,当气体离开叶片尾缘后,有足够的扩压空间,削弱蜗壳内高压气体对叶片出口流动影响。
13.3、本技术方案中的叶轮的出口宽度为叶轮直径的0.02-0.03倍,叶轮的进口宽度为叶轮直径的0.07-0.08倍。现有技术中的叶轮宽度较宽,例如9-19型风机,其叶轮出口宽度为0.08-0.1倍叶轮直径,其叶轮进口宽度为0.15倍叶轮直径;8-9型风机,其叶轮出口宽度为0.036倍叶轮直径,其叶轮进口宽度为0.08倍叶轮直径。本技术方案降低叶轮宽度,从而减小流道的圆周面积,提高流体介质在流道中的相对速度(体积流量一定的情况下,相同半径处圆周面积越小,相对速度越大),提高克服逆压梯度的能力,减弱叶片尾部的回流。
14.4、本技术方案采用直板型叶片的同时还采用较少数量的叶片(现有的9-19型风机采用的叶片数为10-14片;8-9型风机采用的叶片数为20,其中长叶片10片,短叶片10片),即可实现了高压的目的;同时对叶片表面进行抛光处理,以此来降低表面粗糙度,达到光亮平整的效果;通过上述手段可以提高风机的防黏附能力。
15.5、叶片出口角度为55
°-
70
°
,能够使叶片达到高压力的效果。
16.6、前盘设为锥形,与现有技术中采用的弧形前盘相比,制造工艺简单。
17.7、前盘与环形扩压盘采用一体成型的方式,能够避免前盘与环形扩压盘间出现拼接焊缝,减少制造工序。
18.8、叶片头部为倾斜状,可以显著降低风机噪声,该风机噪声比a声级低于15db(a),远低于机械行业标准规定的27db(a)。
19.9、本技术方案的风机主要应用在钢铁厂转炉煤气风机、水泥厂篦冷一段风机、玻璃厂钢化系统bt炉风机等工业场景。其对现有的前向型高压力小流量风机具有很好的替代性,本技术方案的风机与现有9-19型(前向型,弯曲叶片)风机相比,有相近的做功能力(压力系数接近),具有更小的比转速,更高的效率,更好的工艺性。
20.10、本技术方案中的风机的高效区效率达到86%-89.6%,而现有的9-19型的风机高效区效率为76%-79.4%,8-9型风机高效区效率为51%-56.2%。因此本技术方案在保留流量小、压力高的特性的同时,还具有效率高的特性。
附图说明
21.图1为背景技术中风机叶轮的主视图;
22.图2为图1的的侧视图;
23.图3为本实用新型一种高压力小流量风机中叶轮的主视图;
24.图4为图3的侧视图;
25.图5为本实用新型一种高压力小流量风机的装配示意图;
26.图6为本实用新型与9-19型风机的气动性能对比图。
具体实施方式
27.下面通过具体实施方式进一步详细说明:
28.说明书附图中的附图标记包括:前盘1、叶片2、蜗壳3、环形扩压盘4。
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.实施例基本如附图3-6所示:一种高压力小流量风机,包括叶轮,叶轮包括前盘1和后盘,前盘1和后盘之间设有若干叶片2;叶片2为后向型叶片2且为直板型,叶轮的外缘轴向设有环形扩压盘4;前盘1设为锥形;叶片2出口处的延长线与圆周切线之间的角度β为55
°-
70
°
。叶轮的出口宽度为叶轮直径的0.02-0.03倍,叶轮的进口宽度为叶轮直径的0.07-0.08倍。叶片2的数量为8-12片。叶片2表面预先进行抛光处理,以此来降低表面粗糙度,达到光亮平整的效果,可以提高风机的防黏附能力,从而在一定程度上达到了不易积灰的效果。前盘1与环形扩压盘4一体成型,能够避免前盘1与环形扩压盘4间出现拼接焊缝,减少制造工序。叶片2的头部为倾斜状,叶片2头部的宽度比叶片2尾部的宽度窄,可以显著降低风机噪声。由于本技术方案中的叶轮宽度减小,流道宽度远低于现有技术中相关风机的叶轮宽度,流道内部无焊接空间,因此叶片2与后盘采用满焊连接,叶片2与前盘1采用塞焊连接。
31.叶轮和与其配合的蜗壳3进行匹配性设计,对蜗壳3与叶轮匹配的尺寸进行参数化,采用拉丁超立方算法进行样本点的选取并计算,将计算结果构建响应面模型,再采用多岛遗传算法来获得终蜗壳3的设计参数。在叶轮整体尺寸保持不变的情况下,对蜗壳3进行优化,使气体从叶轮出口出来以后与蜗壳3内的流动相容而非相消,最终使整机效率处于一个较高的水平,整机效率高于国家二级能效。
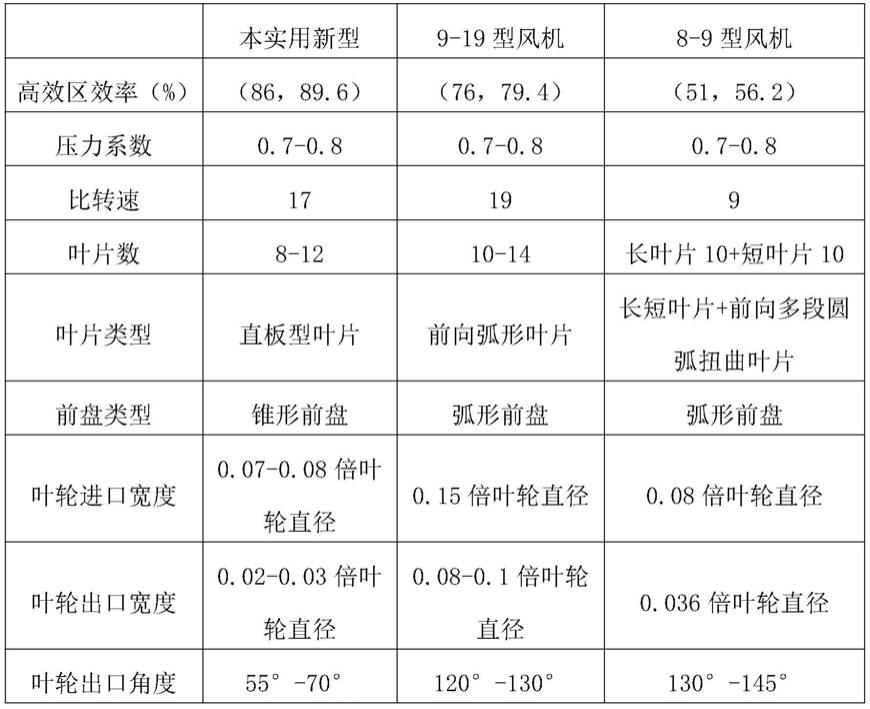
32.本实用新型与现有风机各结构和性能的对比表
[0033][0034][0035]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0036]
以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所述领域普通技术人员知晓申请日或者优先权日之前实用新型所述技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所述领域普通技术人员可以在本申请给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所述领域普通技术人员实施本申请的障碍。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1