一种水压机用高压泵头的制作方法
1.本技术涉及压力机的领域,尤其是涉及一种水压机用高压泵头。
背景技术:
2.水压机(液压机的一种)是一种通过专用水做为工作介质,通过水泵作为动力源,靠水泵的作用力使水通过液压管路进入水缸/活塞 ,然后水缸/活塞里有几组互相配合的密封件,不同位置的密封都是不同的,但都起到密封的作用,使水不能泄露。最后通过单向阀使水在水箱循环使水缸/活塞循环做功从而完成一定机械动作来作为生产力的一种机械。
3.目前,公告日为2020年09月15日,公告号为cn211500956u的中国实用新型专利提出了一种高压柱塞往复泵,其包括泵壳、设置于泵壳内依次连接的曲柄杆、连动杆和活塞杆,泵壳内设置有分隔板,分隔板将泵壳内分为用于安装曲柄杆的曲柄腔以及用于安装活塞杆的活塞腔,活塞杆穿设在活塞腔中。曲柄杆通过连动杆驱动活塞杆在活塞腔中往复滑移,进而使活塞腔形成真空或加压状态,进而将水吸入或压出活塞腔。
4.针对上述中的相关技术,发明人认为,活塞杆在活塞腔中往复滑移时,活塞杆便会产生磨损,长时间使用后活塞腔中的水便会从活塞杆与活塞腔之间的缝隙从流出,进而产生泄压现象。
技术实现要素:
5.为了提高活塞杆的耐磨性,降低高压泵头出现泄压现象的概率,本技术提供一种水压机用高压泵头。
6.本技术提供的一种水压机用高压泵头,采用如下的技术方案:
7.一种水压机用高压泵头,包括泵壳与活塞杆,所述泵壳内开设有活塞腔与加压腔,所述活塞杆的外周面上固定连接有熔覆耐磨层,所述活塞杆穿设在所述活塞腔中,且所述熔覆耐磨层与所述活塞腔的内壁抵接,所述加压腔依次包括进水部、加压部与出水部,所述活塞腔与所述加压部连通,所述进水部中设置有进水阀,所述出水部中设置有出水阀。
8.通过采用上述技术方案,在初始状态时,活塞杆位于活塞腔靠近加压部的一端;当活塞杆朝远离加压部的一端滑移时,加压部中形成真空,此时进水阀打开,水从进水部流入加压部中;当活塞杆滑动至活塞腔远离加压部的一端时,进水阀关闭;当活塞杆朝靠近加压部的一端滑移时,加压部中的水压增大,此时出水阀打开,水从加压部中流出;由于在活塞杆的外周面上熔覆了一层熔覆耐磨层,熔覆耐磨层可为不锈钢,因此增强了活塞杆的耐磨性,既节约了活塞杆的制造成本,而且延长了活塞杆的使用寿命,减缓了活塞杆的磨损速率,降低了高压泵头产生泄压现象的概率。
9.可选的,所述进水阀与所述泵壳之间设置有第一密封圈,所述出水阀与所述泵壳之间设置有第二密封圈。
10.通过采用上述技术方案,第一密封圈密封在进水阀与泵壳之间,降低了水从加压
部泄露至进水部的概率;第二密封圈密封在进水阀与泵壳之间,降低了水从出水部泄露至加压部的概率;如此降低了水从高压泵头内部泄露的概率。
11.可选的,所述泵壳上设置有用于压紧所述第一密封圈的压紧机构,所述压紧机构包括压套与过流套,所述过流套穿设在所述加压部中,且所述过流套的一端与所述进水阀抵接,所述过流套的另一端与所述出水阀抵接,所述压套与所述出水阀远离所述过流套的一端抵接,所述压套设置在所述泵壳上;所述进水部的内壁上固定连接有限位块,所述第一密封圈设置在所述限位块与所述进水阀之间。
12.通过采用上述技术方案,对压套朝进水阀的方向施加压力时,压套便会推动出水阀,出水阀推动过流套,过流套推动进水阀,进水阀将第一密封圈压紧在进水阀与限位块之间,如此提高了进水阀与泵壳之间的紧密性,进一步降低了水从加压部泄露至进水部中的概率;同时压紧机构使出水阀和进水阀在泵体中保持相对固定,在活塞杆滑动时,进水阀与出水阀不易因水压的变化而移动,提高了高压泵头泵水时的稳定性。
13.可选的,所述进水阀的外周面与靠近所述限位块的一端面之间开设有倒角,所述第一密封圈的内周面与靠近所述进水阀的一端面之间开设有倒角,所述第一密封圈的外周面与所述进水部的内周面抵接,所述进水阀上的倒角与所述第一密封圈的倒角抵接。
14.通过采用上述技术方案,在进水阀将第一密封圈压紧在进水阀与限位块之间时,第一密封圈上的倒角与进水阀上的倒角抵紧,第一密封圈的外周面与进水部的内周面抵紧,第一密封圈远离进水阀的一端面与限位块抵接,如此延长了水泄露时需要流动的路径,使水不易从加压部泄露至进水部中。
15.可选的,所述第二密封圈设置在所述出水阀与所述过流套之间,所述出水阀的外周面与靠近所述过流套的一端面之间开设有倒角,所述第二密封圈的内周面与靠近所述出水阀的一端面之间开设有倒角,所述第二密封圈的外周面与所述出水部的内周面抵接,所述出水阀上的倒角与所述第二密封圈的倒角抵接。
16.通过采用上述技术方案,在压套压紧在出水阀上时,出水阀便会将第二密封圈压紧在出水阀与过流套之间,此时第二密封圈上的倒角与出水阀上的倒角抵紧,第二密封圈的外周面与出水部的内周面抵紧,第二密封圈远离出水阀的一端面与过水套抵紧,如此延长了水泄露时需要流动的路径,使水不易从出水部泄露至加压部中。
17.可选的,所述压套与所述泵壳之间还设置有用于将所述压套持续压紧在所述出水阀上的蓄能机构。
18.通过采用上述技术方案,使用蓄能机构可以使压套持续压紧在出水阀上,进而降低了第一密封圈、第二密封圈脱落的概率,提高了高压泵头内部的密封性。
19.可选的,所述蓄能机构包括压紧螺栓、压紧板与弹性件,所述弹性件设置在所述压套远离所述进水阀的一端,所述压紧板设置在所述弹性件远离所述压套的一端,所述压紧螺栓将所述压紧板固定连接在所述泵壳上。
20.通过采用上述技术方案,压紧螺栓将压紧板压紧在弹性件上,弹性件积聚势能,并且弹性件将压紧板施加的压力传递至压套上,当限位块、第一密封圈、进水阀、过流套、出水阀、压套或者压紧螺栓中任意一个出现磨损时,弹性件发生弹性形变,使限位块、第一密封圈、进水阀、过流套、出水阀、压套、弹性件、压紧板之间保持压紧,进而提高了高压泵头内部的密封性。
21.可选的,所述弹性件为碟簧。
22.由于限位块、第一密封圈、进水阀、过流套、出水阀、压套、弹性件、压紧板之间的磨损均为微量磨损,通过采用上述技术方案,碟簧能够实现在低行程高补偿力的效果,在补偿限位块、第一密封圈、进水阀、过流套、出水阀、压套、弹性件、压紧板之间的磨损的同时向压套提供较高的压紧力,进而提高了高压泵头内部的密封性。
23.可选的,所述压套上同轴固定连接有导向杆,所述碟簧与所述压紧板均套设在所述导向杆上。
24.通过采用上述技术方案,在压紧板压紧碟簧时,碟簧不易在压套的径向上发生偏移,如此使得压套径向上各部分的受力更加均匀,进而使第一密封圈、第二密封圈的受力更加均匀,提高了高压泵头内部的密封性。
25.可选的,所述出水部远离所述加压部的一端旁通有泄压阀。
26.通过采用上述技术方案,当出水部的压力超过额定值时,流经出水部的水便会从泄压阀中排出,降低了进水阀、出水阀被压坏的概率,提高了高压泵头的密封性,同时延长了进水阀与出水阀的使用寿命。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.1.通过熔覆耐磨层的设置,增强了活塞杆的耐磨性,既节约了活塞杆的制造成本,而且延长了活塞杆的使用寿命,减缓了活塞杆的磨损速率,降低了高压泵头产生泄压现象的概率。
29.2.通过压紧机构的设置,使得第一密封圈被进水阀和限位块压紧,第二密封圈被出水阀和过流套压紧,提高了进水部与加压部、加压部与出水部之间的密封性,降低了高压泵头产生内泄现象的概率。
30.3.通过蓄能机构的设置,可以使压套持续压紧在出水阀上,在过流套、进水阀的传递作用下,进而降低了第一密封圈、第二密封圈脱落的概率,提高了高压泵头内部的密封性。
31.4.通过泄压阀的设置,当出水部的压力超过额定值使,出水部中的水便会从泄压阀中排出出水部,降低了进水阀与出水阀被水压坏的概率,提高了高压泵头的密封性,同时延长了进水阀与出水阀的使用寿命。
附图说明
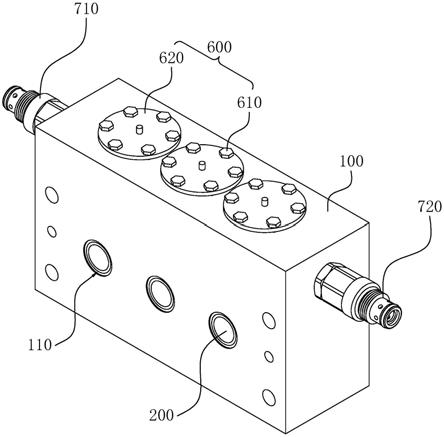
32.图1是本技术实施例的整体结构示意图;
33.图2是本技术实施例其中一个视角的局部结构剖视示意图;
34.图3是本技术实施例在活塞杆轴向上的局部结构剖视示意图。
35.附图标记说明:100、泵壳;110、活塞腔;120、加压腔;121、进水部;122、加压部;123、出水部;130、排水腔;140、限位块;200、活塞杆;210、熔覆耐磨层;310、进水阀;320、出水阀;410、第一密封圈;420、第二密封圈;500、压紧机构;510、压套;520、过流套;600、蓄能机构;610、压紧螺栓;620、压紧板;630、碟簧;640、导向杆;710、泄压阀;720、排水阀。
具体实施方式
36.以下结合附图1
‑
3对本技术作进一步详细说明。
37.本技术实施例提出了一种水压机用高压泵头,参照图1及图2,水压机用高压泵头包括泵壳100与活塞杆200,泵壳100内开设有用于穿设活塞杆200的活塞腔110、用于通水的加压腔120以及用于排水的排水腔130。加压腔120包括与排水腔130联通的的出水部123,与出水部123连通的加压部122以及与加压部122连通的进水部121,进水部121中穿设有进水阀310,出水部123中穿设有出水阀320。活塞腔110与加压部122旁通,活塞杆200穿设在活塞腔110中。当活塞杆200朝远离加压部122的一端滑移时,加压部122中形成负压,此时进水阀310打开,水从进水部121流入加压部122中;当活塞杆200朝靠近加压部122的一端滑移时,加压部122中的水压增大,此时打开排水阀720,水从加压部122中流入出水部123,之后水流入排水腔130中,进而将水排出泵壳100。
38.参照图1及图2,加压腔120与活塞腔110均设置有多个,一个活塞腔110对应一个加压腔120,每个加压腔120的出水部123均与排水腔130连通。
39.参照图1及图2,活塞杆200的外周面上使用激光熔覆发熔覆有一层熔覆耐磨层210,熔覆耐磨层210的材料可为不锈钢,当活塞杆200穿设在活塞腔110中时,熔覆耐磨层210与活塞腔110的内壁抵接。如此增强活塞杆200的耐磨性,在活塞杆200在活塞腔110中往复运动时,活塞杆200不易被磨损,降低了高压泵头产生泄压现象的概率。而且仅将活塞杆200的外周面上熔覆一层熔覆耐磨层210,节约了活塞杆200的制造成本。
40.参照图1及图2,泵壳100上设置有用于压紧进水阀310与出水阀320的压紧机构500,进水部121远离加压部122的一端的内周面上一体成型有限位块140,进水阀310的远离出水阀320的一端面抵接在限位块140上。压紧机构500包括过流套520与压套510,过流套520穿设在加压部122中,且过流套520的一端与进水阀310远离限位块140的一端抵接,过流套520的另一端与出水阀320靠近进水阀310的一端抵接。压套510抵接在出水阀320远离过流套520的一端面上,且压套510通过蓄能机构600连接在泵壳100上,蓄能机构600持续为压套510施加朝向出水阀320的力。如此进水阀310、过流套520、出水阀320与压套510之间便互相抵紧,在活塞杆200滑动时,进水阀310与出水阀320不易因加压腔120中压力的变化而移动,降低了高压泵头产生泄压现象的概率。过流套520上开设有通孔,该通孔使活塞腔110与加压部122连通;压套510呈中空设置,出水阀320的出水端通过压套510与排水腔130连通。
41.参照图2及图3,进水阀310与限位块140之间设置有第一密封圈410,第一密封圈410用于密封加压部122与进水部121;出水阀320与过流套520之间设置有第二密封圈420,第二密封圈420用于密封加压部122与出水部123。第一密封圈410与第二密封圈420的截面均呈三角形设置,进水阀310的外周面与靠近限位块140的一端面之间开设有倒角,第一密封圈410的斜面与进水部121的倒斜面抵接,第一密封圈410的外周面与进水腔的内周面抵接,第二密封圈420远离进水阀310的一端面与限位块140靠近进水阀310的一端面抵接。出水阀320的外周面与靠近过流套520的一端面之间也开设有倒角,第二密封圈420的外周面与出水部123的内周面抵接,第二密封圈420远离出水阀320的一端面与过流套520远离进水阀310的一端面抵接,第二密封圈420的斜面与出水阀320的倒斜面抵接。压紧机构500在压紧进水阀310与出水阀320的同时,还可将第一密封圈410压紧在进水阀310与限位块140之间,将第二密封圈420压紧在出水阀320与过流套520之间,而且可使第一密封圈410、第二密封圈420内的外周面均与加压腔120的内周面抵紧,提高了进水部121与加压部122之间、加压部122与出水部123之间的密封性,降低了高压泵头内泄的概率。
42.参照图2及图3,蓄能机构600包括压紧螺栓610、压紧板620以及蓄能的弹性件,本技术实施例中,弹性件为碟簧630。碟簧630的一端抵接在压套510远离出水阀320的一端,压紧板620抵接在碟簧630远离压套510的一端;压紧螺栓610穿过压紧板620后螺纹连接在泵壳100上,如此压紧板620便可通过碟簧630向压套510施加朝向出水阀320的力。当限位块140、第一密封圈410、进水阀310、过流套520、出水阀320、压套510或者压紧螺栓610中任意一个出现磨损时,碟簧630均会发生弹性形变,使限位块140、第一密封圈410、进水阀310、过流套520、出水阀320、压套510、碟簧630、压紧板620之间保持压紧,进而提高了高压泵头内部的密封性。
43.参照图2及图3,压套510远离出水阀320的一端螺纹连接有导向杆640,导向杆640与压套510同轴设置,碟簧630与压紧板620均同轴套设在导向杆640上;压紧螺栓610在压紧板620的周向上均布设置。在压紧板620压紧碟簧630时,碟簧630不易在压套510的径向上发生偏移,而由于压紧螺栓610在压紧板620的周向上均布设置,使压紧板620在自身的周向上受力均匀,如此使得压套510径向上各部分的受力更加均匀,进而使第一密封圈410、第二密封圈420的受力更加均匀,提高了高压泵头内部的密封性。
44.参照图1及图2,排水腔130的一端连通有泄压阀710,排水腔130的另一端连通有排水阀720。当排水腔130中的压力大于额定压力时,排水腔130中的水便会从泄压阀710中排出,降低了进水阀310、出水阀320被压坏的概率;当排水腔130中的压力小于额定压力时,泄压阀710关闭,排水腔130中的水便会从排水阀720中排出。为了降低工人的劳动强度,本技术实施例中,进水阀310、出水阀320、排水阀720均为单向阀,如此在活塞往复运动时,操作人员便无需操控进水阀310、出水阀320与排水阀720。排水腔130的直径优选为小于加压腔120的直径,如此在拆装第一密封圈410、进水阀310、过流套520、第二密封圈420与出水阀320时,第一密封圈410、进水阀310、过流套520、第二密封圈420与出水阀320不易进入排水腔130中,降低了拆装难度,便于操作人员维护高压泵头。
45.本技术实施例一种水压机用高压泵头的实施原理为:
46.当活塞杆200朝远离加压部122的一端滑移时,加压部122中形成负压,此时进水阀310打开,水从进水部121流入加压部122中;当活塞杆200朝靠近加压部122的一端滑移时,加压部122中的水压增大,此时打开排水阀720,水从加压部122中流入出水部123,之后水流入排水腔130中;当排水腔130中的水压大于额定压力时,排水腔130中的水通过泄压阀710排出高压泵头,当排水腔130的水压小于额定压力时,泄压阀710关闭,排水腔130中的水通过排水阀720排出高压泵头。
47.通过熔覆耐磨层210、第一密封圈410、第二密封圈420以及压紧机构500的设置,既降低了高压泵头外泄的概率,同时降低了高压泵头内泄的概率,在长时间使用后,高压泵头仍能提供稳定可靠的水压,提高了高压泵头的可靠性。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1