一种发动机冷却水泵叶轮锥面加工装置的制作方法
1.本发明涉及汽车发动机冷却水泵技术领域,尤其涉及一种发动机冷却水泵叶轮锥面加工装置。
背景技术:
2.汽车发动机冷却水泵是汽车发动机冷却系统的心脏,其作用是提高循环系统中冷却液的工作压力,维持发动机相关部件间的冷却液循环,防止发动机的运行温度过高。根据配套要求和工作条件的不同,发动机冷却水泵结构型式有离心泵、旋涡泵以及旋转容积泵等,由于受空间尺寸的限制,通常采用由入水室、叶轮和出水室组成的单级离心泵,该结构具有外形尺寸小、重量轻、供水量大、结构简单等特点,是应用最为广泛的一种结构型式。典型离心式冷却循环水泵主要由泵体、叶轮、轴承、水封和带轮等组成,发动机冷却水泵工作环境恶劣,空间极其受限,为避免大修期内拆装、维修,水泵的工作寿命应等于或倍数于发动机大修期。对于发动机冷却水泵及其组件,如叶轮等可靠性要求极高,需要保障制造加工的精度和质量。
技术实现要素:
3.为克服上述缺陷,本发明的目的在于提供一种发动机冷却水泵叶轮锥面加工装置,提高对发动机冷却水泵冲压叶轮锥面角度、锥面高度以及锥面跳动的加工精度和加工效率。
4.为实现上述目的,本发明采用如下技术方案:
5.一种发动机冷却水泵叶轮锥面加工装置,包括定位芯轴、定位锥套、球面轴承、压紧螺帽和夹具连接盘;所述夹具连接盘中部由上至下依次设置有第一通槽、第二通槽、第三通槽、第四通槽和第五通槽;所述定位芯轴的底部通过过盈配合装配在所述夹具连接盘上的第四通槽内,通过所述第三通槽内定位芯轴侧部的环形凸台进行限位;所述定位锥套通过过盈配合装配在所述球面轴承上,所述定位芯轴穿过所述定位锥套的中部;所述球面轴承通过过盈配合装配在所述夹具连接盘上的第二通槽内,通过所述夹具连接盘保证所述定位芯轴与所述定位锥套的同轴度;所述夹具连接盘底部的第五通槽用于与车床主轴同心相连,被加工工件通过所述定位芯轴的顶部与车床主轴保持同心,所述压紧螺帽与所述夹具连接盘的侧部上方通过螺纹连接,通过压紧螺帽的端面和仿形部分将被加工工件叶轮压紧。
6.本发明的积极有益效果:通过螺纹自锁和同心定位提高对发动机冷却水泵冲压叶轮锥面角度、锥面高度以及锥面跳动的加工精度和加工效率,方法简单,实现了质量和效率的提升,保证了叶轮尺寸的合格率。
附图说明
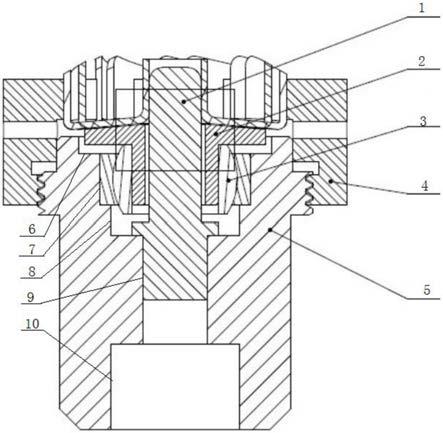
7.图1是本发明的实施例1提供的一种发动机冷却水泵叶轮锥面加工装置的正视截
面示意图;
8.图2是本发明的实施例1提供的一种发动机冷却水泵叶轮锥面加工装置的俯视示意图。
具体实施方式
9.下面结合一些具体实施方式,对本发明做进一步说明。
10.实施例1
11.如图1和图2所示,一种发动机冷却水泵叶轮11锥面加工装置,包括定位芯轴1、定位锥套2、球面轴承3、压紧螺帽4和夹具连接盘5;所述夹具连接盘5中部由上至下依次设置有第一通槽6、第二通槽7、第三通槽8、第四通槽9和第五通槽10;第一通槽6、第二通槽7、第三通槽8、第四通槽9和第五通槽10分别为圆柱形通槽,直径大小不同;所述定位芯轴1的底部通过过盈配合装配在所述夹具连接盘5上的第四通槽9内,通过所述第三通槽8内定位芯轴1侧部的环形凸台进行限位,环形凸台的直径大小大于第四通槽9的直径,防止芯轴过度下沉;所述定位锥套2通过过盈配合装配在所述球面轴承3上,所述定位芯轴1穿过所述定位锥套2的中部;所述球面轴承3通过过盈配合装配在所述夹具连接盘5上的第二通槽7内,卡在第三通槽8的顶部,通过所述夹具连接盘5保证所述定位芯轴1与所述定位锥套2的同轴度;所述夹具连接盘5底部的第五通槽10用于与车床主轴同心相连,被加工工件通过所述定位芯轴1的顶部与车床主轴保持同心,通过定位锥面保证被加工工件位置,所述被加工工件包括叶轮11;所述压紧螺帽4与所述夹具连接盘5的侧部上方通过螺纹连接,通过压紧螺帽4的端面和仿形部分将被加工工件叶轮11压紧。提高对发动机冷却水泵冲压叶轮11的加工精度和质量保障。
12.本实新的发动机冷却水泵叶轮锥面加工装置的具体操作方法包括步骤:
13.s1、将夹具装置通过夹具连接盘与车床主轴连接,同时校准同心度;
14.s2、将被加工工件通过定位芯轴和定位锥套确定被加工工件位置姿态唯一;
15.s3、用压紧螺帽通过仿形部分将被加工工件贴合,通过螺纹连接使工件被压紧;
16.s4、通过气动车床主轴旋转使压紧螺帽将工件锁紧,开始切削加工。
17.夹具连接盘5需保证定位芯轴1、定位锥套2与车床主轴同心度和垂直度,加工精度和装配精度高;利用同心定位,使被加工工件与气动车床主轴同心,加工工件下锥面与定位锥套2锥面贴合,保证加工位置和垂直度;压紧螺帽4仿形缺口与被加工工件外轮廓紧密贴合,使被加工工件在加工时受力均匀压紧螺帽4与夹具连接盘5通过反向螺纹连接,使夹具在随车床旋转的时候压紧螺帽4随之转速提高而压紧力越大,保证工件不松动。
18.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,本领域普通技术人员对本发明的技术方案所做的其他修改或者等同替换,只要不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
技术特征:
1.一种发动机冷却水泵叶轮锥面加工装置,其特征在于,包括定位芯轴、定位锥套、球面轴承、压紧螺帽和夹具连接盘;所述夹具连接盘中部由上至下依次设置有第一通槽、第二通槽、第三通槽、第四通槽和第五通槽;所述定位芯轴的底部通过过盈配合装配在所述夹具连接盘上的第四通槽内,通过所述第三通槽内定位芯轴侧部的环形凸台进行限位;所述定位锥套通过过盈配合装配在所述球面轴承上,所述定位芯轴穿过所述定位锥套的中部;所述球面轴承通过过盈配合装配在所述夹具连接盘上的第二通槽内,通过所述夹具连接盘保证所述定位芯轴与所述定位锥套的同轴度;所述夹具连接盘底部的第五通槽用于与车床主轴同心相连,被加工工件通过所述定位芯轴的顶部与车床主轴保持同心,所述压紧螺帽与所述夹具连接盘的侧部上方通过螺纹连接,通过压紧螺帽的端面和仿形部分将被加工工件叶轮压紧。
技术总结
本发明公开了一种发动机冷却水泵叶轮锥面加工装置;定位芯轴的底部通过过盈配合装配在夹具连接盘上的第四通槽内,通过第三通槽内定位芯轴侧部的环形凸台进行限位;定位锥套通过过盈配合装配在球面轴承上,定位芯轴穿过定位锥套的中部;球面轴承通过过盈配合装配在夹具连接盘上的第二通槽内,通过夹具连接盘保证定位芯轴与定位锥套的同轴度;夹具连接盘底部的第五通槽用于与车床主轴同心相连,被加工工件通过定位芯轴的顶部与车床主轴保持同心,压紧螺帽与夹具连接盘的侧部上方通过螺纹连接,通过压紧螺帽的端面和仿形部分将被加工工件叶轮压紧。提高对发动机冷却水泵冲压叶轮锥面角度、锥面高度以及锥面跳动的加工精度和加工效率。效率。效率。
技术研发人员:冯长虹 江慧丽 朱勇 张倡伟 袁飞 王彦飞 袁源
受保护的技术使用者:西峡县飞龙汽车部件有限公司
技术研发日:2021.12.30
技术公布日:2022/5/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1