压缩机的制造方法与流程
本公开涉及一种压缩机的制造方法。
背景技术:
1、在专利文献1中记载的压缩机中,在壳体的躯干与电动机的定子铁芯之间固定有作为非导电性材料的树脂部件。
2、专利文献1:日本公开专利公报特开2001-289173号公报
技术实现思路
1、-发明要解决的技术问题-
2、在通过热压配合将树脂部件固定在壳体的躯干与定子铁芯之间的方法中,树脂部件有可能因被加热的壳体躯干的热而熔融,并因热压配合的压力而从躯干与定子铁芯接合的接合面溢出。
3、这样因树脂部件从接合面溢出而产生树脂部件的毛刺,如果在压缩机的运转中该毛刺脱离出来并混入压缩室或制冷剂管道中,则有可能制冷装置发生故障。
4、本公开的目的在于:抑制树脂部件的毛刺的产生。
5、-用以解决技术问题的技术方案-
6、第一方面是一种压缩机的制造方法,所述压缩机包括筒状的躯干22、定子铁芯32以及设置在所述定子铁芯32的外周面上的树脂部件60,
7、在所述压缩机的制造方法中,通过热压配合将所述定子铁芯32隔着所述树脂部件60固定在所述躯干22内部,
8、在将所述树脂部件60的外周面作为第一接合面71,并将所述躯干22的内周面中与所述第一接合面71接触的面作为第二接合面81时,
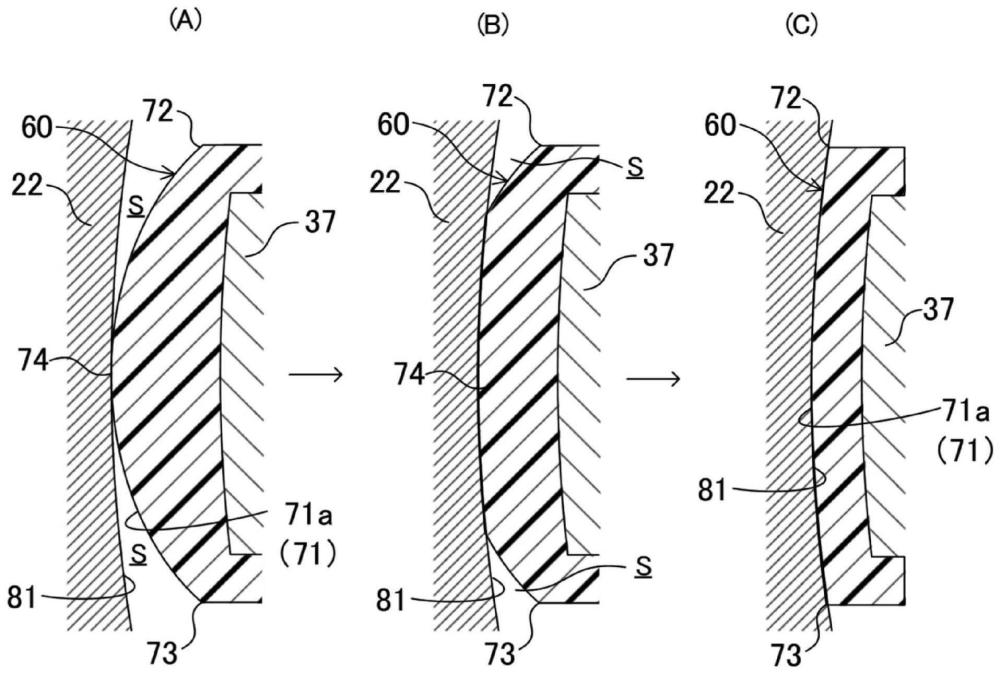
9、在使所述第一接合面71与所述第二接合面81接触的第一工序中,
10、在所述第一接合面71中的位于彼此相对的第一端部72与第二端部73之间的中间部74与所述第二接合面81接触的同时,形成在所述第一接合面71与所述第二接合面81之间的间隙部s分别形成在所述第一端部72与所述中间部74之间、以及所述第二端部73与所述中间部74之间。
11、在第一方面中,在第一工序中,首先第一接合面71的中间部74与第二接合面81接触。此时,通过在中间部74的两侧形成间隙部s,从而熔融的树脂部件60从中间部74分别朝着第一端部72和第二端部73逐渐填埋间隙部s。通过这样将第一接合面71与第二接合面81相接合,能够抑制树脂部件从第一接合面71与第二接合面81之间溢出。其结果是,能够可靠地抑制由树脂部件60导致的毛刺的产生。
12、第二方面在第一方面的基础上,
13、所述第一端部72和所述第二端部73在所述定子铁芯32的周向上相对。
14、在第二方面中,沿躯干22的周向形成间隙部s。由此,能够抑制在第一接合面71和第二接合面81的周向端部产生毛刺。
15、第三方面在第一或第二方面的基础上,
16、所述第一端部72和所述第二端部73在所述定子铁芯32的轴向上相对。
17、在第三方面中,沿躯干22的轴向形成间隙部s。由此,能够抑制在第一接合面71和第二接合面81的轴向端部产生毛刺。
18、第四方面在第一到第三方面中任一方面的基础上,
19、所述第一接合面71具有第一曲面71a,该第一曲面71a具有第一曲率,
20、所述中间部74位于所述第一曲面71a上,
21、所述第一曲率大于所述第二接合面81的第二曲率。
22、在第四方面中,第一曲面71a的第一曲率大于第二接合面81的第二曲率。因此,当第一接合面71与第二接合面81接触时,首先第一接合面71中的第一曲面71a的中间部74与第二接合面81接触。由此,能够在中间部74的两端形成间隙部s。
23、第五方面在第一到第四方面中任一方面的基础上,
24、所述第一接合面71具有朝着所述定子铁芯32的径向外侧突出的第一凸部75,
25、所述中间部74位于所述第一凸部75上。
26、在第五方面中,当第一接合面71与第二接合面81接触时,首先第一凸部75与第二接合面81接触。由此,能够在第一凸部75的两侧形成间隙部s。
27、第六方面在第一到第五方面中任一方面的基础上,
28、所述第一接合面71具有:
29、形成在所述第一端部72与所述中间部74之间的第一凹部76a、以及
30、形成在所述第二端部73与所述中间部74之间的第二凹部76b。
31、在第六方面中,在第一接合面71的中间部74与第二接合面81接触之后,从中间部74朝着第一端部72和第二端部73流动的熔融的树脂部件随着填埋间隙部s,逐渐填埋第一凹部76a和第二凹部76b。由此,能够抑制树脂毛刺的产生。
32、第七方面在第一到第六方面中任一方面的基础上,
33、所述躯干22的内周面具有朝着径向外侧凹陷的凹槽82,
34、所述第二接合面81是所述凹槽82的底面。
35、在第七方面中,在第一接合面71的中间部74与第二接合面81接触时,间隙部s形成在凹槽82内部。因此,即使施加热压配合的压力,也能够抑制树脂从凹槽82溢出。其结果是,能够抑制树脂毛刺的产生。
36、第八方面在第七方面的基础上,
37、所述第二接合面81具有朝着所述躯干22的径向内侧突出的第二凸部83,
38、所述第一接合面71具有面结构c,通过该面结构c,在所述第一工序中,在所述中间部74与所述第二凸部83接触的同时,所述间隙部s形成在所述凹槽82内。
39、在第八方面中,在第一工序中,通过面结构c能够在中间部74与第二凸部83接触的同时,在凹槽82内形成间隙部s。由此,即使树脂部件60熔融也能够抑制树脂部件60从凹槽82溢出。
40、第九方面在第八方面的基础上,
41、所述面结构c包括在所述第一工序中与所述第二凸部83嵌合的第三凹部。
42、在第九方面中,通过第三凹部77与第二凸部83嵌合,能够将树脂部件60固定在凹槽82内。由此,能够抑制树脂部件60从凹槽82偏移。
43、第十方面在第八方面的基础上,
44、所述面结构c包括第三曲面71c,该第三曲面71c具有以位于所述定子铁芯32的外侧的点作为曲率中心的第三曲率。
45、在第十方面中,在第一工序中,在中间部74通过第三曲面71c与第二凸部83接触时,第一端部72和第二端部73布置在凹槽82内。由此,能够将间隙部s形成在凹槽82内。
技术特征:
1.一种压缩机的制造方法,所述压缩机包括筒状的躯干(22)、定子铁芯(32)以及设置在所述定子铁芯(32)的外周面上的树脂部件(60),
2.根据权利要求1所述的压缩机的制造方法,其特征在于:
3.根据权利要求1或2所述的压缩机的制造方法,其特征在于:
4.根据权利要求1到3中任一项权利要求所述的压缩机的制造方法,其特征在于:
5.根据权利要求1到4中任一项权利要求所述的压缩机的制造方法,其特征在于:
6.根据权利要求1到5中任一项权利要求所述的压缩机的制造方法,其特征在于:
7.根据权利要求1到6中任一项权利要求所述的压缩机的制造方法,其特征在于:
8.根据权利要求7所述的压缩机的制造方法,其特征在于:
9.根据权利要求8所述的压缩机的制造方法,其特征在于:
10.根据权利要求8所述的压缩机的制造方法,其特征在于:
技术总结
在压缩机的制造方法中,将树脂部件(60)的外周面作为第一接合面(71),并将躯干(22)的内周面中与第一接合面(71)接触的面作为第二接合面(81)时,在使第一接合面(71)与第二接合面(81)接触的第一工序中,在第一接合面(71)中的位于彼此相对的第一端部(72)与第二端部(73)之间的中间部(74)与第二接合面(81)接触的同时,形成在第一接合面(71)与第二接合面(81)之间的间隙部(S)分别形成在第一端部(72)与中间部(74)之间、以及第二端部(73)与中间部(74)之间。
技术研发人员:山本哲,伊藤正敏,今井贵大,中祥司郎,平塚大佑
受保护的技术使用者:大金工业株式会社
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!