一种空调压缩机端盖组件及其制造方法与流程
本发明涉及空调压缩机端盖组件领域,特别涉及一种空调压缩机端盖组件及其制造方法。
背景技术:
1、空调压缩机是在空调制冷剂回路中起压缩驱动制冷剂的作用的空调部件,空调压缩机把制冷剂从低压区抽取来经压缩后送到高压区冷却凝结,通过散热片散发出热量到空气中,制冷剂也从气态变成液态,压力升高,空调压缩机的工作回路中分蒸发区和冷凝区,空调的室内机和室外机分别属于低压或高压区,制冷剂再从高压区流向低压区,通过毛细管喷射到蒸发器中,压力骤降,液态制冷剂立即变成气态,通过散热片吸收空气中大量的热量,空调压缩机不断工作,就不断地把低压区一端的热量吸收到制冷剂中再送到高压区散发到空气中,起到调节气温的作用。
2、空调压缩机的端盖缺少叫较好的连接组件,且其中不具备能接收带有机油的冷媒并对其进行气液分离的储液罐,导致使用上会受到限制,同时现有的工艺制备处空调压缩机的端盖后,其整体会出现毛刺、裂纹、生锈和污渍的现象发生。
3、因此,提出一种空调压缩机端盖组件及其制造方法来解决上述问题很有必要。
技术实现思路
1、本发明的主要目的在于提供一种空调压缩机端盖组件及其制造方法,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明采取的技术方案为:
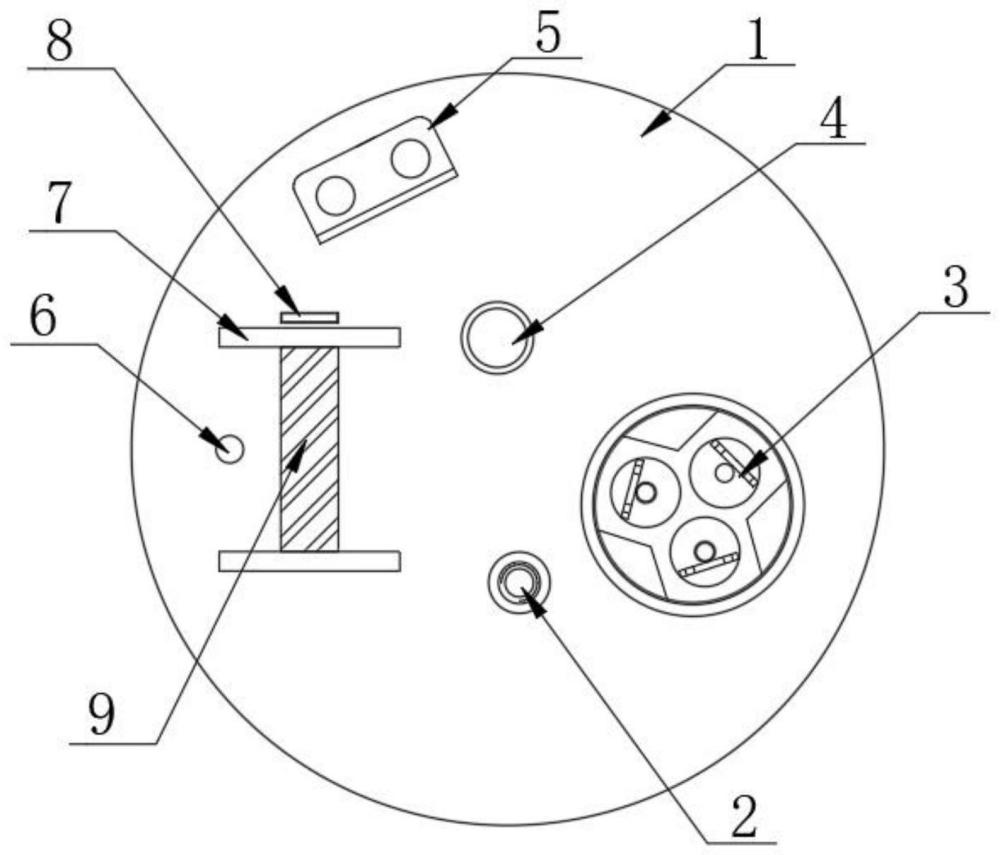
3、一种空调压缩机端盖组件,包括端盖本体,所述端盖本体正面的顶部固定连接有吊环,所述吊环的底部设置有排气管,所述排气管的底部设置有密封接线柱,所述密封接线柱的左侧设置有固定螺栓,所述端盖本体正面左侧的顶部和底部对称活动连接有保护器支架组件,所述端盖本体内腔背面的左侧安装有储液罐,所述储液罐的顶部和底部对称安装有紧固组件。
4、优选的,所述排气管、密封接线柱和固定螺栓均固定连接在端盖本体的正面。
5、优选的,所述端盖本体正面的左侧开设有活动槽,所述活动槽的内腔中转动连接有双向丝杆,所述双向丝杆的顶部固定连接有隐藏式转柄,所述隐藏式转柄转动连接在端盖本体内腔正面的顶部,所述隐藏式转柄的正面与外界相通,两个所述保护器支架组件背面的正中对称活动连接在活动槽内腔的两端并对称螺纹连接在双向丝杆外壁的两端,所述松紧带的顶部和底部对称固定连接在两个保护器支架组件相对的一侧,两个所述保护器支架组件正面的左右两侧对称固定连接有加固块,所述加固块的正中开设有螺纹槽。
6、优选的,所述端盖本体内腔左侧的顶部和底部对称开设有滑槽,两个所述滑槽内腔正面和背面的正中对称开设有限位槽,两个所述紧固组件相对一侧的右侧对称固定连接有卡块,所述卡块插接在储液罐的内腔中,所述储液罐正面的正中固定连接有连接管,所述紧固组件左侧的正中固定连接有滑块,所述滑块的一端固定连接有弹簧,所述弹簧的另一端固定连接在滑槽的内腔中,所述滑块正面和背面的正中对称转动连接有限位滚轮,所述限位滚轮活动连接在限位槽的内腔中,所述滑块活动连接在滑槽的内腔中。
7、一种空调压缩机端盖组件的制造方法,所述包括以下操作步骤:
8、s1:端盖本体材料的准备:准备低碳钢板,将终轧后的轧件沿轧向、横向取样,加工成细板状,用浓度为3%-4%的硝酸和酒精试剂浸蚀显示组织,用截线法测量晶粒的尺寸,在光学显微镜上观察轧向和横向的显微组织;
9、s2:低碳钢板的淬火:将处理好的低碳钢板在四混轧机上轧成20mm厚的钢板,轧制期间的温度用机座两侧的光学高温计测量,淬火后温度用接触式高温计测量,在淬火前,低碳钢板在和轧机在一条生产线上的电加热辊底式加热炉中,在精轧温度保温一定时间,淬火在3.5m长的层流冷却装置里进行;
10、s3:根据端盖本体的形状进行制模处理:将处理好的低碳钢板融化,送入端盖的模具中进行制模处理,制模完成后对其进行冷却处理,冷却完毕后冲压出固定螺栓、密封接线柱、排气管的安装槽;
11、s4:密封接线柱、排气管和吊环的焊接处理:包括:
12、一:焊接材料的选择:电焊条选用j422焊条、h08a低碳钢焊芯;
13、二:焊接方法的选择:选用二氧化碳气体保护焊接方法;
14、三:焊接设备的选择:选用bx3-400直流焊机;
15、四:焊接工艺的制定:采用对接的焊接方式进行密封接线柱、排气管和吊环的焊接工作,将端盖本体冲压的相应槽口两侧开30°坡口,采用车削的方式完成;
16、五:清洗工作:已焊接好的坡口及其边缘两侧不小于10mm范围内的油污,铁锈,水分这些杂物清除干净,直至露出金属光泽;
17、六:焊接工艺参数的制定:根据密封接线柱、排气管和吊环冲压的尺寸和端盖本体的厚度对焊件厚度、接头形式、焊缝位置、焊缝层数及允许的热输入进行控制,在厚壁焊件的封底焊缝,排气管为小口径管,将排气管对接焊缝和薄板的焊接时采用2.5-3.2mm焊条,密封接线柱和吊环采用4-5mm焊条;
18、七:焊接电流的选择:根据公式i=kd,其中i为焊接电流,d为焊条的直径、k为经验因数,其中经验因数范围为30-50;
19、八:焊接的电压:焊接电压与焊接电流保持适当的关系用于保证电弧的稳定燃烧及合适的焊缝成型系数,焊接电流增大时,适当提高焊接电压,于每一焊接电流对应的焊接电压的变化范围不超过10v;
20、s5:放裂纹处理:包括:控制焊缝中硫、磷、碳等有害元素的含量、调整熔渣的碱度,焊接熔渣的碱度越高,熔池中脱硫、脱氧越完全、调整焊接参数已得到抗裂能力较强的焊缝成形系数、调整冷却速度,冷速越高变形增长率越大,结晶裂纹倾向也越大、调整焊接顺序降低拘束应力,接头刚性越大,焊缝金属冷却收缩时受到的拘束应力也越大;
21、s6:焊后热处理:焊接完成后对端盖本体进行整体高温回火,把端盖本体整体放入加热炉内,缓慢加热到100℃,然后保温3h,最后在空气中或炉内冷却,用于消除80%-90%的焊接应力;
22、s7:检验工作:焊接后的端盖本体整体无毛刺、裂纹、生锈和污渍,排气管的焊料均匀渗透、双面饱满、无裂纹、气孔,无泄露现象。
23、优选的,所述步骤s1中,对低碳钢板进行热轧处理,其中低碳钢板的质量分数为:c:0.051%、mn:0.390%、si:0.04%、s:0.012%、p:0.026%、al:0.031%,从初轧到终轧各道次的变形量分别为:f1:55.4%、f2:53.8%、f3:45.6%、f4:33.9%、f5:32.4%、f6;20%。
24、优选的,所述步骤s2中,四混轧机的工作棍直径250mm,支承直混径600mm,混身长度840mm,层流冷却装置中冷却水最大流量为10m3/min,20mm厚的钢板中心处最大冷却速率约为40℃/s。
25、优选的,所述步骤s4中,焊条使用前应烘干,烘干温度为15-200℃,保温1-2h,在焊接时,烘干后的焊条必须放在保温筒内,随用随取,焊条冷至室温四小时后,必须重新烘干,焊条重复烘干次数不得超过2次。
26、优选的,所述步骤s4的七中,根据焊接条件确定电流大小,包括环境温度降低时施焊,热能损失大,需加大电流,在进行密封接线柱的焊接时,施焊时电流应比对接接头时大,在进行排气管的焊接时电流也应相应增加,在进行吊环的焊接时电流应该相应的减小。
27、有益效果
28、与现有技术相比,本发明提供了一种空调压缩机端盖组件及其制造方法,具备以下有益效果:
29、该空调压缩机端盖组件及其制造方法,通过转动设置的隐藏式转柄,能带动双向丝杆进行转动,使得保护器支架组件能与双向丝杆螺纹连接,此时两个保护器支架组件即可向相对的一侧移动,直至与端盖本体需要连接的组件进行连接,此时即可起到支撑保护的效果,通过设置的松紧带,常态时,能防止灰尘的渗入。
30、该空调压缩机端盖组件及其制造方法,通过设置的储液罐配合设置的连接管可以接收带有机油的冷媒并对其进行气液分离,常态时,通过设置的弹簧,可以将两个紧固组件向相对的一侧收缩,使得卡块能紧紧卡在储液罐的内腔中,以此可以完成对储液罐的装载效果,且后续需要对储液罐维护时,将紧固组件分离即可。
31、该空调压缩机端盖组件及其制造方法,通过此方法制备的端盖本体,能使其整体具备较好的强度,且对各个组件进行焊接时,其工艺也能提高焊接的精度,能保证焊接后的端盖本体整体无毛刺、裂纹、生锈和污渍,且排气管的焊料均匀渗透、双面饱满、无裂纹、气孔,无泄露现象。
- 还没有人留言评论。精彩留言会获得点赞!