一种预封机抽真空装置的制作方法
本技术涉及软包电池生产领域,具体是一种预封机抽真空装置。
背景技术:
1、软包电池在生产时,先利用冲压装置对铝塑膜进行冲压成型,形成放置电性的内腔以及气囊腔,之后将电芯放置进入铝塑膜中,并将铝塑膜进行折叠,此时铝塑膜具有三个开口,再使用热封装置对铝塑膜进行顶封(指代正负极同一方向的位置)以及一侧进行侧封,仅保留一个开口进行电池液的注入,电池液注入完毕后,对另一个开口进行侧封(该侧封位置位于气囊的边缘处,与抽真空后的侧封位置不同),并固化,固化完成后,进行预封抽真空操作,将封口完毕的软包电池放入下模中,下模中具有对电池进行夹持的机构,手动调整夹持板对电池的边缘进行固定,随后下模在驱动装置(如:气缸)的带动下向下移动,此时刺针扎入气囊对电池进行抽真空操作。
2、在上述过程中,软包电池在进行固定时一般采用调节螺栓与压板进行压紧固定,需要手动调整,较为耗时,为此提出一种预封机抽真空装置。
技术实现思路
1、本实用新型的目的在于:为了解决上述背景技术中的问题,提供一种预封机抽真空装置。
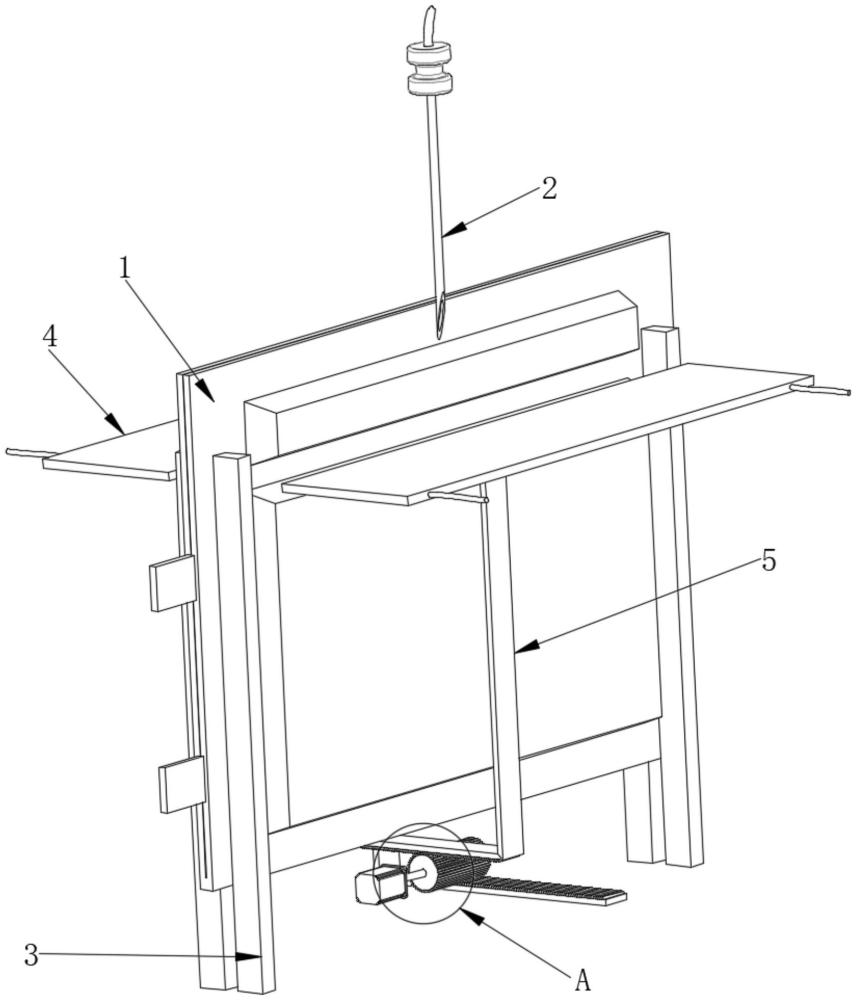
2、为实现上述目的,本实用新型提供如下技术方案:一种预封机抽真空装置,包括铝塑膜与刺针,所述刺针用于刺破所述铝塑膜的气囊进行抽真空操作,对所述铝塑膜完成封口位置进行夹持的夹持组件,所述铝塑膜的两侧位于两个所述夹持组件之间设置有对所述铝塑膜进行顶封的两个热封板,所述夹持组件用于对所述铝塑膜进行自动夹持或自动解除夹持;
3、所述夹持组件包括两组夹持板,一组所述夹持板的数量为两个,一个所述夹持板的内腔转动连接有多个转动轮,位于一个所述夹持板内腔的多个所述转动轮呈倾斜方向设置,多个所述夹持板通过同步组件传动连接;
4、同步组件包括多个通过转轴与所述夹持板相连的同步轮,在上下方向上相邻的所述同步轮通过同步带传动连接,位于最下方位置的所述转动轮通过同步轴连接;
5、一组所述转动轮的最下方设置有两个啮合齿轮,两个啮合齿轮与两个最下方的所述同步轮同轴连接,且两个啮合齿轮所述相互啮合,一个啮合齿轮所述与伺服电机相连。
6、作为本实用新型再进一步的方案:两个所述热封板的底端固定连接有驱动两个热封板相向或相反移动的同步组件,所述同步组件包括固定连接于所述热封板底端的l型齿条;
7、两个所述l型齿条的齿板部具有高低差,且两个所述齿板部之间啮合有驱动齿轮,所述驱动齿轮的一端与驱动电机的输出端相连。
8、作为本实用新型再进一步的方案:两个所述l型齿条在同一水平下上错位,所述驱动齿轮的长度与两个所述l型齿条相互远离一面之间的距离相等。
9、作为本实用新型再进一步的方案:所述同步轴与所述转动轮通过转轴转动连接,所述同步轮的一端与所述夹持板通过转轴连接,所述转轴与所述转动轮通过轴承转动连接。
10、作为本实用新型再进一步的方案:所述刺针的顶端通过管道与真空泵连接。
11、与现有技术相比,本实用新型的有益效果是:
12、1、通过设置夹持组件,夹持组件可实现自动对铝塑膜的夹紧与取消夹紧,无需手动调节,在抽真空时更加方便。
技术特征:
1.一种预封机抽真空装置,包括铝塑膜(1)与刺针(2),所述刺针(2)用于刺破所述铝塑膜(1)的气囊进行抽真空操作,对所述铝塑膜(1)完成封口位置进行夹持的夹持组件(3),所述铝塑膜(1)的两侧位于两个所述夹持组件(3)之间设置有对所述铝塑膜(1)进行顶封的两个热封板(4),其特征在于,所述夹持组件(3)用于用于对所述铝塑膜(1)进行自动夹持或自动解除夹持;
2.根据权利要求1所述的一种预封机抽真空装置,其特征在于,两个所述热封板(4)的底端固定连接有驱动两个热封板(4)相向或相反移动的同步组件,所述同步组件包括固定连接于所述热封板(4)底端的l型齿条(5);
3.根据权利要求2所述的一种预封机抽真空装置,其特征在于,两个所述l型齿条(5)在同一水平下上错位,所述驱动齿轮(6)的长度与两个所述l型齿条(5)相互远离一面之间的距离相等。
4.根据权利要求1所述的一种预封机抽真空装置,其特征在于,所述同步轴(303)与所述转动轮(301)通过转轴转动连接,所述同步轮(304)的一端与所述夹持板(302)通过转轴连接,所述转轴与所述转动轮(301)通过轴承转动连接。
5.根据权利要求1所述的一种预封机抽真空装置,其特征在于,所述刺针(2)的顶端通过管道与真空泵连接。
技术总结
本技术公开了一种预封机抽真空装置,涉及软包电池生产领域,包括铝塑膜与刺针,所述刺针用于刺破所述铝塑膜的气囊进行抽真空操作,对所述铝塑膜完成封口位置进行夹持的夹持组件,所述铝塑膜的两侧位于两个所述夹持组件之间设置有对所述铝塑膜进行顶封的两个热封板,所述夹持组件用于用于对所述铝塑膜进行自动夹持或自动解除夹持;所述夹持组件包括两组夹持板,一组所述夹持板的数量为两个,一个所述夹持板的内腔转动连接有多个转动轮。本技术通过设置夹持组件,夹持组件可实现自动对铝塑膜的夹紧与取消夹紧,无需手动调节,在抽真空时更加方便。
技术研发人员:宗哲,贺承森,胡述光
受保护的技术使用者:天科新能源有限责任公司
技术研发日:20230808
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!