用于特大型瓦斯抽采泵站的节能工质快速精准加注方法
本发明属于煤矿瓦斯节能高效抽采,具体涉及一种用于特大型瓦斯抽采泵站的节能工质快速精准加注方法。
背景技术:
1、水环真空泵因其高安全性成为矿井瓦斯抽采的主要动力设备,但其一直面临着能耗高、效率低的工程难题。为此,该领域技术人员提出了基于高分子节能工质的瓦斯抽采泵节能新技术,并开发了适用于不同瓦斯抽采工况下的系列节能系统,但在特大型瓦斯抽采泵站工况下的节能工艺尚未完全成熟,特别是特大型泵站下的节能工质加注工艺仍处于空白阶段,其突出矛盾是节能系统的日常补液量与初次配制量的严重失配问题。以山西某高瓦斯矿的特大型瓦斯抽采泵站为例,该泵站同时运行瓦斯泵10余台,循环水池容量超600m3,日常耗液量在20m3左右,泵站工作人员每天补水流量为4m3/h、补液时长为5h,即对于节能系统而言,每天补液流量达到4m3即可满足日常补液要求。而在节能工质溶液初次配制时,须将超600m3的水完全改性为节能工质溶液,需150小时(15-20个工作日)才能配制完成,同时考虑到循环水池的清理周期一般为3-4个月,则推知每年在初次配液流程上将浪费大量时间和人力,节能效益降低。而若将配液能力提高,虽可缩短初次配液时长,但也造成了设备成本高、占地面积大、利用率低的问题。
2、同时,节能系统在运行过程中,节能工质会因高分子链的老化和断裂而发生粘度降低的现象,节能效果随之下降。针对该问题,中国发明专利2021年9月3日公开的一种公开号为cn112354264b的一种用于复杂瓦斯抽采工况下的节能型瓦斯泵组联运系统及控制方法,但其以“液位为主,粘度为辅”,系统逻辑会导致粘度无法长期稳定在最佳粘度范围内,从而严重影响节能效果;中国发明专利2021年11月16公开的一种公开号为cn113653643b的一种矿用水环真空泵减阻液添加的成本-效益智能调控方法,以减阻液为基础,考虑到了高分子工作液的降解问题,从而实现对减阻液的自动添加,但该方法并不适用于以粉体型减阻剂为基础的节能工质加注工艺。因此,现有技术还缺乏成熟的粉体型工质加注系统和方法,特别是针对于特大型瓦斯抽采泵站工况下的节能工质加注工艺。
技术实现思路
1、针对现有技术存在的一些问题,本发明提供一种用于特大型瓦斯抽采泵站的节能工质快速精准加注方法,该方法工艺简单,操作过程便捷,能够根据节能工质粘度区间自动的选取相应的工质加注模式,进而使节能工质维持在最优参数下运行。
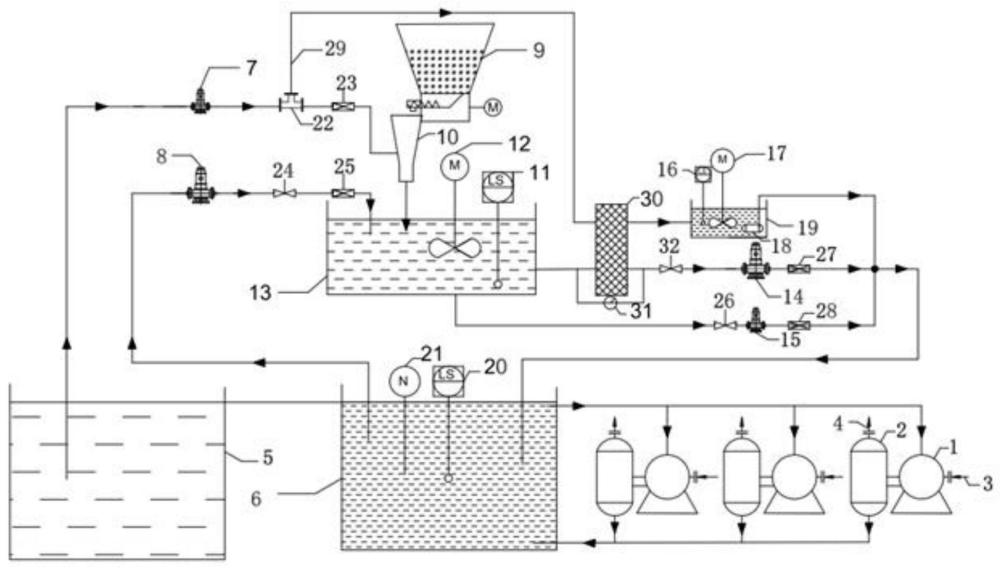
2、为了实现上述目的,本发明还提供了一种用于特大型瓦斯抽采泵站的节能工质快速精准加注方法,采用的节能工质快速精准加注系统包括清水池、溶液池、小流量进水泵、大流量进水泵、定量下料机、溶药槽ⅰ、溶药槽ⅱ和多个瓦斯抽采单元和控制器;
3、所述小流量进水泵的进液口端通过管路与清水池连接,小流量进水泵的出液口端通过管路连接电动三通阀的其中一个端口,电动三通阀的另外两个端口分别连接流量计ⅰ的一端、过滤器的反冲洗进水口,流量计ⅰ的另一端连接预湿器的进水口,所述预湿器设置在定量下料机和溶药槽ⅰ之间,且预湿器的出料口位于定量下料机的出料口下方,在溶药槽ⅰ中设置有液位计ⅰ、搅拌机ⅰ;
4、过滤器的反冲洗排水口通过管路与溶药槽ⅱ连接,溶药槽ⅱ中设置有液位计ⅱ、搅拌机ⅱ、潜水泵,所述潜水泵的排水口通过管路与溶液池连接;
5、大流量进水泵的进液口端通过管路与溶液池连接,大流量进水泵的出液口端通过管路连接溶药槽ⅰ,并在大流量进水泵与溶药槽ⅰ连接的管路上依次安装有电动调节阀ⅰ、流量计ⅱ;
6、溶药槽ⅰ的底部分别连接有第一排液管路和第二排液管路,第一排液管路的出液端与过滤器的进水口连接,过滤器的出水口通过第三排液管路与溶液池连接,第三排液管路上依次串接有电动调节阀ⅲ、大流量排液泵和流量计ⅲ;第二排液管路与溶液池连接,且该管路上依次串接有电动调节阀ⅱ、小流量排液泵、流量计ⅳ;所述压差计的两端分别与过滤器的进水口和出水口连接;在溶液池中设置有液位计ⅲ、粘度计;
7、所述瓦斯抽采单元的数量为三个,其由矿用水环真空泵和气液分离器组成,所述矿用水环真空泵的进液口通过进液管路与溶液池的内部连接,其抽气口连接的进气管路与外部大气连接,其出口端通过管路与气液分离器的入口端连接,气液分离器的提排气口连接有排气管路,其排液口通过排液管路与溶液池的内部连接;
8、所述控制器分别与瓦斯抽采单元、小流量进水泵、大流量进水泵、定量下料机、液位计ⅰ、搅拌机ⅰ、大流量排液泵、小流量排液泵、液位计ⅱ、搅拌机ⅱ、潜水泵、液位计ⅲ、粘度计、电动三通阀、流量计ⅰ、电动调节阀ⅰ、流量计ⅱ、电动调节阀ⅱ、流量计ⅲ、流量计ⅳ、压差计和电动调节阀ⅲ连接;
9、节能工质快速精准加注方法,包括以下步骤:
10、步骤一:利用液位计ⅲ实时采集溶液池的液位信号a,并实时发送给控制器,控制器在初始时刻根据液位信号a获得初始液位高度h,在初始时刻后的1h根据液位信号a获得初始液位高度h1,然后计算出耗液速率q耗=δh·s,并在计算出耗液速率q耗后执行步骤二;其中,δh=h-h1;s为溶液池的横截面面积;
11、步骤二:通过粘度计实时采集溶液池的粘度信号,并实时发送给控制器,控制器根据所接收的粘度信号实时获得溶液池中节能工质的粘度值μ,并根据μ来判定节能工质的加注模式,若μ<0.95μopt,μopt为最佳粘度值,说明溶液池的实时粘度μ偏低,则执行步骤三,进入自循环快速加注模式;若μ≥0.95μopt,说明溶液池的实时粘度μ处于最佳状态区间,则执行步骤四,进入自适应精准补液模式;
12、步骤三:自循环快速加注模式;
13、控制器控制小流量进水泵和搅拌机ⅰ启动工作,并控制电动三通阀连通小流量进水泵和流量计ⅰ,利用小流量进水泵抽取清水池中的清水并经预湿器的排料口供应至溶药槽ⅰ中,利用搅拌机ⅰ对溶药槽ⅰ中的溶液进行搅拌,该过程中,控制器控制电动三通阀内部阀口的开度,使通过电动三通阀的液体流速q小进=q耗,其中,控制器通过流量计ⅰ反馈的流量信号来闭环控制电动三通阀内部阀口的开度;
14、同时,利用液位计ⅰ实时采集溶药槽ⅰ的液位信号b,并实时发送给控制器,控制器根据液位信号b实时获取到溶药槽ⅰ内的液位高度h;
15、若h<hmid,hmid为溶药槽ⅰ最大液位高度的一半,控制器控制流量排液泵和小流量排液泵停止工作,控制电动调节阀ⅲ和电动调节阀ⅱ关闭,控制大流量进水泵和定量下料机启动工作,并控制电动调节阀ⅰ打开,利用大流量进水泵抽取溶液池中的溶液并供应至溶药槽ⅰ中,利用定量下料机进行物料的加注,并利用进入预湿器中的清水对排入到溶药槽ⅰ中的物料进行预混加湿,该过程中,控制器控制电动调节阀ⅰ内部阀口的开度,使通过电动调节阀ⅰ的溶液流速为q大进,且控制器通过流量计ⅱ反馈的流量信号来闭环控制电动调节阀ⅰ内部阀口的开度,同时,控制器通过控制定量下料机中电机的转速来对下料速率v进行控制,并保持q大进和v具有如下匹配关系:若0.75μopt≤μ<0.95μopt,则v=(α·q大进+q小进)·copt,式中,α为系数,取值0.7~1.0,copt为最佳浓度值;若0.5μopt≤μ<0.75μopt,则v=(β·q大进+q小进)·copt,式中β为系数,取值1.0~2.0;若0.25μopt≤μ<0.5μopt,则v=(γ·q大进+q小进)·copt,式中γ为系数,取值2.0~3.0;若0≤μ<0.25μopt,则v=(δ·q大进+q小进)·copt,式中δ为系数,取值3.0~4.0;
16、若h>hmid,控制器大流量排液泵启动工作,控制电动调节阀ⅲ打开,控制大流量进水泵、小流量排液泵和定量下料机停止工作,并控制电动调节阀ⅰ和电动调节阀ⅱ关闭,利用大流量排液泵抽取溶药槽ⅰ中溶液并供应至溶液槽中;
17、若h=hmid,控制器控制大流量进水泵、大流量排液泵和定量下料机启动工作,并控制电动调节阀ⅰ和电动调节阀ⅲ打开,利用大流量进水泵抽取溶液池中的溶液并供应至溶药槽ⅰ中,利用定量下料机进行物料的加注,并利用进入预湿器中的清水对排入到溶药槽ⅰ中的物料进行预混加湿,利用大流量排液泵抽取溶药槽ⅰ中溶液并供应至溶液槽中,该过程中,控制器控制电动调节阀ⅲ、电动调节阀ⅰ和电动三通阀内部阀口的开度,使通过电动调节阀ⅲ的溶液流速q大排=q大进+q小进,且控制器通过流量计ⅲ、流量计ⅱ和流量计ⅰ反馈的流量信号来分别闭环控制电动调节阀ⅲ电动调节阀ⅰ和电动三通阀内部阀口的开度,直至μ=μopt时,控制器控制大流量进水泵和大流量排液泵停止工作,控制电动调节阀ⅰ和电动调节阀ⅲ关闭,并执行步骤四;
18、步骤四:自适应精准补液模式;
19、控制器控制小流量进水泵、定量下料机和搅拌机ⅰ启动工作,并控制电动三通阀连通小流量进水泵和流量计ⅰ,利用小流量进水泵抽取清水池中的清水并供应至溶药槽ⅰ中,利用定量下料机进行物料的加注,并利用进入预湿器中的清水对排入到溶药槽ⅰ中的物料进行预混加湿,该过程中,控制器控制电动三通阀内部阀口的开度,使通过电动三通阀的液体流速q小进=βq耗,β为系数,取值为1.1~1.5,且控制器通过流量计ⅰ反馈的流量信号来闭环控制电动三通阀内部阀口的开度,控制器通过控制定量下料机中电机的转速来使下料速率v=q小进·copt;
20、同时,控制器控制小流量排液泵启动工作,控制控制电动调节阀ⅱ打开,利用小流量排液泵抽取溶药槽ⅰ中溶液并供应至溶液槽中,该过程中,控制器控制电动调节阀ⅱ内部阀口的开度,使通过电动调节阀ⅱ的溶液流速q小排=q耗,且控制器通过流量计ⅲ反馈的流量信号来闭环控制电动调节阀ⅲ内部阀口的开度;
21、该过程中,当h达到溶药槽ⅰ最大液位高度时,控制器控制小流量进水泵、定量下料机和搅拌机ⅰ停止工作,控制电动三通阀关闭,待h=hmid时,控制器控制小流量进水泵、定量下料机和搅拌机ⅰ启动工作,并控制电动三通阀连通小流量进水泵和流量计ⅰ,且控制器控制电动三通阀内部阀口的开度,使通过电动三通阀的液体流速q小进=βq耗,控制器通过流量计ⅰ反馈的流量信号来闭环控制电动三通阀内部阀口的开度,控制器通过控制定量下料机中电机的转速来使下料速率v=q小进·copt;
22、当μ<0.95μopt时,执行步骤三。
23、进一步,为了能自动化的对过滤器进行清洁作业,在步骤三中,利用压差计实时采集过滤器的进水口和出水口之间的压差信号,并实时发送给控制器,控制器根据压差信号获得实时压力值,当压力值低于最大设定压差δpmax时,且μ=μopt时,直接执行步骤四;当压力值大于等于最大设定压差δpmax时,控制器控制大流量进水泵、定量下料机和大流量排液泵停止工作,控制电动调节阀ⅰ和电动调节阀ⅲ关闭,控制电动三通阀连通小流量进水泵和过滤器的反冲洗进水口,利用小流量进水泵抽取清水池中的清水对过滤器中滤网进行不溶物的反冲洗作业;该过程中,利用液位计ⅱ实时采集溶药槽ⅱ中的液位信号c,并实时发送给控制器,控制器通过液位信号c实时获得溶药槽ⅱr液位高度h0,当h0=最大设定液位高度hmax时,控制电动三通阀连通小流量进水泵和流量计ⅰ,控制搅拌机ⅱ启动工作,利用搅拌机ⅱ对溶药槽ⅱ内不溶物进行搅拌设定时间,在设定时间到达后,控制器控制搅拌机ⅱ停止工作,并控制潜水泵启动工作,利用潜水泵将溶药槽ⅱ中的溶液供应给溶液池,当h0=最低设定液位高度hmin时,控制搅拌机ⅱ和潜水泵停止工作。
24、作为一种优选,在节能工质的加注过程中,粘度计实时监测溶液池的粘度变化,并且间隔1小时测量一次溶液池的液位h,计算更新溶液池的耗液速率q耗=δh·s。
25、作为一种优选,所述控制器为plc控制器。
26、与现有技术相比,本发明包括清水池、溶液池、小流量进水泵、大流量进水泵、定量下料机、溶药槽ⅰ以及溶药槽ⅱ,通过实时监测溶液池中的溶液粘度来判定节能工质的加注模式,即自循环快速加注模式和自适应精准补液模式,其中自循环快速加注模式利用阶梯式定量下料机投料方法和反冲洗回收工艺针对初次和降解时的节能工质的配制-添加,加快节能工质溶解速度,并且溶解效果更好,减少资源浪费,节约成本;自适应精准补液模式针对日常液滴损耗,根据耗液量向溶液池内补充所损耗的溶液,维持溶液池的液位稳定。本发明自动化程度高,能够根据粘度工况自动的切换节能工质配制-添加模式,根据不同模式的调控方法,解决了目前节能工质添加系统与通常制液量及初次配制量的不匹配问题,实现了节能效益的最大化。
- 还没有人留言评论。精彩留言会获得点赞!