一种压铸角码的制作方法
1.本实用新型涉及角码领域,具体是一种压铸角码。
背景技术:
2.在建筑学中角码是连接90度直角相交构件的五金件。根据被连接构件受力大小来决定角码的型号和形式以及材料种类;角码常常用于装饰工程及家具装配中;如门窗、幕墙安装就是由角码来连接的。
3.目前市面上有如下三种角码为活动角码、注胶切割角码和压铸角码;其中,活动角码可拆卸(如图5所示),安装方便、操作简单,但强度不够,组角精密度低,密封性差,防水性差;注胶切割角码(如图6所示)可打销钉连接,可做注胶工艺,但无自带注胶引导槽,可能导致注胶不均匀,注胶浪费等问题;无角部找平功能,需工装,夹具辅助夹平角部,销钉不可注胶,需在型材角部单独开注胶孔注胶;压铸角码可打销钉连接、可做注胶工艺、可角部自动找平、自带注胶引导槽,但无法保证注胶量能填充饱满才会从另外一个销钉溢出。
4.总的来说,现有技术无法做到在可打销钉连接、可做注胶工艺、可角部自动找平、自带注胶引导槽基础上,控制注胶不从另一端的销钉孔流出,保证注胶填充饱满。
技术实现要素:
5.本实用新型的目的在于提供一种压铸角码,以解决上述背景技术中提出的问题。为实现上述目的,本实用新型提供如下技术方案:
6.一种压铸角码,包括进行膨胀固定的第一组件和第二组件;
7.所述第二组件开设有用于注胶的多个销钉孔;
8.位于所述第一组件和所述第二组件之间加装有球阀;
9.所述第一组件和/或第二组件开设有内置注胶导流槽和外置注胶导流槽;注胶通过内置注胶导流槽流至球阀,把球阀推到另一条外置注胶导流槽进行封闭,继续通过内置导流槽和外置导流槽填充饱满,从而达到饱满的组角注胶效果。
10.球阀控制注胶从内置注胶导流槽过快渗透到外置注胶导流槽而流出去,避免注胶进入过程中,角码内部胶量未饱满的情况出现在外置注胶导流槽中并流出去;从而达到饱满的组角注胶效果,实现了密封性好、可打销钉连接、可做注胶工艺、可角部自动找平、自带注胶引导槽并且有球阀控制注胶避免过快从另一端销钉孔流出。
11.解决了现有技术无法做到在可打销钉连接、可做注胶工艺、可角部自动找平、自带注胶引导槽基础上,控制注胶不从另一端的销钉孔流出,保证注胶填充饱满的问题。
12.在本实用新型压铸角码中:所述球阀为橡胶球阀。其中,橡胶可以是天然橡胶,或者合成橡胶,两者均可。
13.在本实用新型压铸角码中:所述销钉孔包括销钉孔ⅰ和销钉孔ⅱ。
14.在本实用新型压铸角码中:所述第一组件和/或第二组件呈l型。
15.在本实用新型压铸角码中:所述内置注胶导流槽包含有内置注胶导流槽ⅰ和内置
注胶导流槽ⅱ;注胶导流槽ⅰ开设在第一组件和/或第二组件上,内置注胶导流槽ⅱ开设在第一组件和/或第二组件上。
16.在本实用新型压铸角码中:所述外置注胶导流槽包含有外置注胶导流槽ⅰ和外置注胶导流槽ⅱ;外置注胶导流槽ⅰ开设在第一组件上,外置注胶导流槽ⅱ开设在第二组件上。
17.在本实用新型压铸角码中:所述第一组件和/或第二组件下端设置有储胶槽,而储胶槽上开开设有储胶槽口。
18.在本实用新型压铸角码中:所述第一组件在靠近第二组件的一侧设置有重合卡接筋。
19.在本实用新型压铸角码中:所述第二组件上开设有装配基准槽,和加装有装配圆钉;第二组件上配合球阀设置有球阀活动区。
20.与现有技术相比,本实用新型压铸角码,包括进行膨胀固定的第一组件和第二组件;所述第二组件开设有用于注胶的多个销钉孔;位于所述第一组件和所述第二组件之间加装有球阀;所述第一组件和/或第二组件开设有内置注胶导流槽和外置注胶导流槽;注胶通过内置注胶导流槽流至球阀,把球阀推到另一条外置注胶导流槽进行封闭,继续通过内置导流槽和外置导流槽填充饱满,从而达到饱满的组角注胶效果;球阀控制注胶从内置注胶导流槽过快渗透到外置注胶导流槽而流出去,避免注胶进入过程中,角码内部胶量未饱满的情况出现在外置注胶导流槽中并流出去;实现了密封性好、可打销钉连接、可做注胶工艺、可角部自动找平、自带注胶引导槽并且有球阀控制注胶避免过快从另一端销钉孔流出。
附图说明
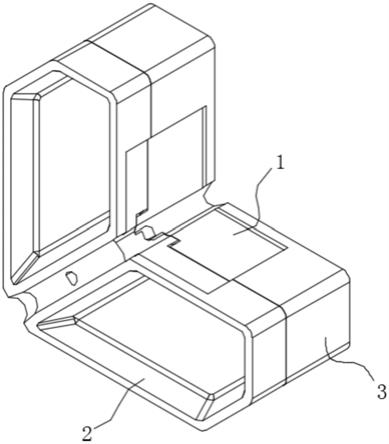
21.图1为本实用新型压铸角码的立体结构示意图。
22.图2为图1翻转后的立体结构示意图。
23.图3为图2中第一组件和第二组件的结构示意图。
24.图4为图1的第二组件的俯视结构示意图。
25.图5为现有技术中活动角码的结构示意图。
26.图6为现有技术中注胶切割角码的结构示意图。
27.图中:
[0028]1‑
储胶槽口;2
‑
第一组件;3
‑
第二组件;4
‑
销钉孔ⅰ;5
‑
内置注胶导流槽ⅰ;6
‑
球阀;
[0029]
21
‑
重合卡接筋;22
‑
内置注胶导流槽ⅱ;23
‑
外置注胶导流槽ⅰ;
[0030]
31
‑
装配圆钉;32
‑
外置注胶导流槽ⅱ;33
‑
销钉孔ⅱ;34
‑
装配基准槽;35
‑
球阀活动区。
具体实施方式
[0031]
下面结合具体实施方式对本实用新型的技术方案作进一步详细地说明。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0032]
针对现有技术无法做到在可打销钉连接、可做注胶工艺、可角部自动找平、自带注胶引导槽基础上,控制注胶不从另一端的销钉孔流出,保证注胶填充饱满的问题,本实用新型的目的在于提供一种压铸角码,以解决上述提出的问题;为实现上述目的,本实用新型提
供如下技术方案:
[0033]
本实用新型实施例中,如图1
‑
4所示,一种压铸角码,包括进行膨胀固定的第一组件2和第二组件3;所述第二组件3开设有用于注胶的多个销钉孔;位于所述第一组件2和所述第二组件3之间加装有球阀6;
[0034]
所述第一组件2和/或第二组件3开设有内置注胶导流槽和外置注胶导流槽;注胶通过内置注胶导流槽流至球阀6,把球阀6推到另一条外置注胶导流槽进行封闭,继续通过内置导流槽和外置导流槽填充饱满,从而达到饱满的组角注胶效果。
[0035]
本实用新型实施例中,球阀6控制注胶从内置注胶导流槽过快渗透到外置注胶导流槽而流出去,避免注胶进入过程中,角码内部胶量未饱满的情况出现在外置注胶导流槽中并流出去;从而达到饱满的组角注胶效果,实现了密封性好、可打销钉连接、可做注胶工艺、可角部自动找平、自带注胶引导槽并且有球阀6控制注胶避免过快从另一端销钉孔流出。
[0036]
本实用新型实施例中,如图3和图4所示,所述球阀6为橡胶球阀。其中,橡胶可以是天然橡胶,或者合成橡胶,两者均可。
[0037]
本实用新型实施例中,如图3所示,所述销钉孔包括销钉孔ⅰ4和销钉孔ⅱ33;所述第一组件2和/或第二组件3呈l型;所述内置注胶导流槽包含有内置注胶导流槽ⅰ5和内置注胶导流槽ⅱ22;注胶导流槽ⅰ5开设在第一组件2和/或第二组件3上,内置注胶导流槽ⅱ22开设在第一组件2和/或第二组件3上;
[0038]
所述外置注胶导流槽包含有外置注胶导流槽ⅰ23和外置注胶导流槽ⅱ32;外置注胶导流槽ⅰ23开设在第一组件2上,外置注胶导流槽ⅱ32开设在第二组件3上。
[0039]
本实用新型实施例中,如图1
‑
3所示,所述第一组件2和/或第二组件3下端设置有储胶槽,而储胶槽上开开设有储胶槽口1;所述第一组件2在靠近第二组件3的一侧设置有重合卡接筋21;所述第二组件3上开设有装配基准槽34,和加装有装配圆钉31;第二组件3上配合球阀6设置有球阀活动区35。
[0040]
本实用新型压铸角码,包括进行膨胀固定的第一组件2和第二组件3;所述第二组件3开设有用于注胶的多个销钉孔;位于所述第一组件2和所述第二组件3之间加装有球阀6;所述第一组件2和/或第二组件3开设有内置注胶导流槽和外置注胶导流槽;注胶通过内置注胶导流槽流至球阀6,把球阀6推到另一条外置注胶导流槽进行封闭,继续通过内置导流槽和外置导流槽填充饱满,从而达到饱满的组角注胶效果;球阀6控制注胶从内置注胶导流槽过快渗透到外置注胶导流槽而流出去,避免注胶进入过程中,角码内部胶量未饱满的情况出现在外置注胶导流槽中并流出去;实现了密封性好、可打销钉连接、可做注胶工艺、可角部自动找平、自带注胶引导槽并且有球阀6控制注胶避免过快从另一端销钉孔流出。
[0041]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
[0042]
上面对本实用新型的较佳实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗
旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1