一种管道非开挖修复的复合内衬软管及生产方法
1.本发明涉及复合材料技术领域,尤其涉及一种管道非开挖修复的复合内衬软管及生产方法。
背景技术:
2.原位固化修复技术始于上世纪八十年代的英国,经过40余年的发展,占有非开挖领域80%以上的市场,所用核心材料为内衬软管和树脂。树脂作为成熟产品,生产质量相对可靠,而内衬软管作为非标产品,在施工过程起到关键载体作用,软管接缝是施工应力薄弱点,其生产质量决定了施工的成败。工业生产中,长距离软管接缝质量控制极为困难,因接缝不牢、渗水导致工程失败的案例也屡见不鲜,而因接缝密封瑕疵导致的固化管腐蚀开裂,也会造成管道更新寿命降低,影响修复质量。因此,软管的制备技术特别是接缝处的密封已成为原位修复材料的重点和难点。
3.鉴于以上问题,国内外软管制造企业对接缝密封和补强极为重视,欧美发达国家依据软管材料特性,相继研究了双侧热封焊接技术、超声焊接技术进行内衬软管的连续性生产。欧洲两大软管制造商德国和英国applied felts均采用双侧热风焊接工艺进行软管密封,所用防渗膜及密封带均为热塑性聚氨酯(tpu)材料;美国miller采用缝合加单侧热复合技术进行软管密封,所用防渗膜及密封带均为聚乙烯(pe)材料,依靠缝合线承受拉力;我国澜宁管道公司对miller公司技术进行了国产转化,采用流延工艺进行软管密封,所用防渗膜和密封材料均为pe材料,但在实际使用过程中,流延工艺需配合缝合工艺,缝合线嵌入到密封带中,压实过程中容易产生细小微孔,密封处存在渗漏风险。此外,美国miller和我国澜宁公司技术与德国、英国工艺相比,缺少内侧密封材料的补强作用,密封处固化质量存在瑕疵。日本欧尔株式会社基于tpu材料特性,研发了化学交联技术进行密封,为了防止施工接缝拉伸导致的固化缺陷,接缝处采用搭接方式,在日本已有数十年的应用,该技术缺点是效率低,接缝粘接质量受工人经验和能力影响较大。
技术实现要素:
4.本发明所要解决的技术问题是克服现有技术中存在的不足,提供一种管道非开挖修复的复合内衬软管及生产方法。
5.第一方面,本发明提供了一种管道非开挖修复的复合内衬软管,包括:
6.加强层,加强层由玻璃纤维织物组成;
7.基础层,基础层包括第一非织造布层及第二非织造布层,加强层针刺复合于第一非织造布层及第二非织造布层之间,第一非织造布层边缘设有外复合区,第二非织造布层边缘设有内复合区,外复合区与内复合区于搭接处焊接;
8.防渗层,防渗层设置于第一非织造布层的外侧;
9.密封膜条,密封膜条包括内密封膜条和外密封膜条,两种膜条分别热焊接于防渗层内外接缝。
10.进一步地,第一非织造布层及第二非织造布层厚度1.5mm~5mm、幅宽l~8m;
11.加强层与第一非织造布层及第二非织造布层的厚度及宽度相同;
12.内复合区及外复合区的宽度为6~8cm。
13.进一步地,防渗层包括厚度0.4~0.8mm的防渗膜和1.5~4mm的非织造布。
14.进一步地,密封膜条包括内密封膜条以及外密封膜条;
15.内密封膜条的宽度为6~8cm,外密封膜条的宽度为4~6cm。
16.第二方面,本发明还提供了一种管道非开挖修复的复合内衬软管的生产方法,包括:
17.置加强层于第一非织造布层及第二非织造布层之间并针刺复合,得到复合内衬软管的复合基材,复合基材的外复合区与内复合区于搭接处经热焊接制成筒状管材;
18.防渗层包覆在复合基材之外,经热焊接与筒状管材固定;
19.通过热焊接方式,将内密封膜条及外密封膜条分别焊接于防渗层内外接缝处。
20.本发明的有益效果是:本发明所提供的一种管道非开挖修复的复合内衬管及生产方法,该复合内衬管通过采用非织造布层包裹由玻璃纤维织物所组成的加强层,进而避免了对使用者皮肤的刺激,同时利用内外膜条热焊接于防渗层内复合区及外复合区,提高了软管的密封性,从而保证了复合内衬管的抗拉强度。
附图说明
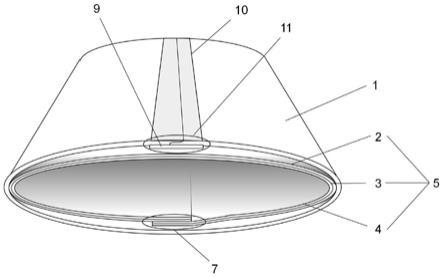
21.图1是本发明实施例所提供的一种管道非开挖修复的复合内衬软管的结构示意图。
22.图2是本发明实施例所提供的一种管道非开挖修复的复合内衬软管中基础层的复合示意图。
23.图3是本发明实施例所提供的一种管道非开挖修复的复合内衬软管中基础层搭接方式的示意图。
24.图4是本发明实施例所提供的一种管道非开挖修复的复合内衬软管中防渗层双侧热焊接的示意图。
25.图5是本发明实施例所提供的一种管道非开挖修复的复合内衬软管生产方法的流程图。
26.图中:1、防渗层;2、第一非织造布层;3、加强层;4、第二非织造布层;5、基础层;6、内复合区;7、搭接处;8、外复合区;9、内密封膜条;10、外密封膜条;11、接缝处。
具体实施方式
27.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.原位固化修复技术始于上世纪八十年代的英国,经过40余年的发展,占有非开挖领域80%以上的市场,所用核心材料为内衬软管和树脂。树脂作为成熟产品,生产质量相对可靠,而内衬软管作为非标产品,在施工过程起到关键载体作用,软管接缝是施工应力薄弱
点,其生产质量决定了施工的成败。工业生产中,长距离软管接缝质量控制极为困难,因接缝不牢、渗水导致工程失败的案例也屡见不鲜,而因接缝密封瑕疵导致的固化管腐蚀开裂,也会造成管道更新寿命降低,影响修复质量。因此,软管的制备技术特别是接缝处的密封已成为原位修复材料的重点和难点。
29.鉴于以上问题,国内外软管制造企业对接缝密封和补强极为重视,欧美发达国家依据软管材料特性,相继研究了双侧热封焊接技术、超声焊接技术进行内衬软管的连续性生产。欧洲两大软管制造商德国和英国applied felts均采用双侧热风焊接工艺进行软管密封,所用防渗膜及密封带均为热塑性聚氨酯(tpu)材料;美国miller采用缝合加单侧热复合技术进行软管密封,所用防渗膜及密封带均为聚乙烯(pe)材料,依靠缝合线承受拉力;我国澜宁管道公司对miller公司技术进行了国产转化,采用流延工艺进行软管密封,所用防渗膜和密封材料均为pe材料,但在实际使用过程中,流延工艺需配合缝合工艺,缝合线嵌入到密封带中,压实过程中容易产生细小微孔,密封处存在渗漏风险。此外,美国miller和我国澜宁公司技术与德国、英国工艺相比,缺少内侧密封材料的补强作用,密封处固化质量存在瑕疵。日本欧尔株式会社基于tpu材料特性,研发了化学交联技术进行密封,为了防止施工接缝拉伸导致的固化缺陷,接缝处采用搭接方式,在日本已有数十年的应用,该技术缺点是效率低,接缝粘接质量受工人经验和能力影响较大。
30.针对上述复合软管材料在使用中存在的不足,本技术提供了一种管道非开挖修复的复合内衬软管及缝制方法。
31.第一方面,如图1、图2、图3及图4所示,本技术提供了一种管道非开挖修复的复合内衬软管,包括:
32.加强层3,加强层3包括玻璃纤维织物;
33.基础层5,基础层5包括第一非织造布层2及第二非织造布层4,加强层3针刺复合于第一非织造布层2及第二非织造布层4之间,第一非织造布层2边缘设有外复合区8,第二非织造布层4边缘设有内复合区6,外复合区8与内复合区6于搭接处7焊接;
34.上述玻璃纤维织物能够弥补第一非织造布层2以及第二非织造布4抗拉强度不足的问题。一种优选的实施方式中,上述第一非织造布层2及第二非织造布层4厚度1.5mm~5mm、幅宽l~8m;
35.加强层3与第一非织造布层2及第二非织造布层4的厚度及宽度相同。上述第一非织造布层2、第二非织造布层4优选采用聚酯纤维非织造布以实现防潮功能,加强层3优选e-cr玻璃纤维织物以实现防腐功能。第一非织造布层2的外复合区8与第二非织造布层4的内复合区6于搭接处7通过热焊接方式搭接成筒状管材。
36.所述内复合区及外复合区的宽度为6~8cm。
37.防渗层1,防渗层1置于第一非织造布层2的外侧;其中防渗层1包括厚度0.4~0.8mm的防渗膜和1.5~4mm的非织造布。上述防渗膜采用流延法流延至非织造布外表面以形成防渗层1。
38.防渗层1包覆在复合基材之外,经热焊接与筒状管材固定;
39.密封膜条,密封膜条热焊接于防渗层的接缝处。
40.具体的,密封膜条包括内密封膜条9及外密封膜条10,两种膜条分别热焊接于防渗层1内外接缝。
41.内密封膜条的宽度为6~8cm,所述外密封膜条的宽度为4~6cm。
42.这里需要补充的是,复合内衬软管的厚度不应小于复合内衬管的设计壁厚,复合内衬管的设计壁厚的计算公式如下:
[0043][0044][0045][0046]
或者
[0047][0048]
式中:t—内衬管的壁厚(mm);
[0049]
d0—内衬管管道外径(mm);
[0050]
k—圆周支持率,推荐取值为7.0;
[0051]el
—内衬管的长期弹性模量(mpa),hdpe推荐150;pvc推荐1750,一般可取短期弹性模量的50%;
[0052]
c—椭圆度折减因子;
[0053]
p—地下水压力(mpa);
[0054]
n—安全系数(推荐取值为2.0);
[0055]
μ—泊松比(原位固化法内衬管取0.3,pvc内衬管取0.38,hdpe内衬管取0.45)。
[0056]
q—原有旧管道的椭圆度(%);
[0057]de
—原有旧管道的平均内径(mm);
[0058]dmin
—原有旧管道的最小内径(mm);
[0059]dmax
—原有旧管道的最大内径(mm);
[0060]
当管道平均直径d为300mm时,由公式(1)—(3)计算得到复合内衬软管的厚度为5.93mm。进而第一非织造布层2、第二非织造布层4以及加强层3的厚度为1.5mm,防渗层1厚度取2.3mm,进而内衬复合软管的实际厚度为6.8mm。
[0061]
当管道平均直径d为1200mm时,由公式(1)—(3)计算得到复合内衬软管的厚度为16.54mm。进而第一非织造布层2、第二非织造布层4以及加强层3的厚度为4.12mm,防渗层1厚度取4.9mm,进而内衬复合软管的实际厚度为17.26mm。
[0062]
当管道平均直径d为2400mm时,由公式(1)—(3)计算得到复合内衬软管的厚度为31.13mm。进而第一非织造布层2、第二非织造布层4以及加强层3的厚度为8.25mm,防渗层1厚度取9mm,进而内衬复合软管的实际厚度为33.75mm。
[0063]
本发明所提供的一种管道非开挖修复的复合内衬管及生产方法,该复合内衬管通过采用非织造布层包裹由玻璃纤维织物所组成的加强层,进而避免了对使用者皮肤的刺激,同时利用内外膜条热焊接于防渗层内复合区及外复合区,提高了软管的密封性,从而保
证了复合内衬管的抗拉强度。
[0064]
第二方面,如图5所示,本发明还提供了一种管道非开挖修复的复合内衬软管的生产方法,应用于第一方面所涉及的管道非开挖修复的复合内衬软管,包括:
[0065]
s01:置加强层于第一非织造布层及第二非织造布层之间并针刺复合,得到复合内衬软管的复合基材;
[0066]
s02:复合基材的外复合区与内复合区于搭接处经热焊接制成筒状管材;
[0067]
s03:防渗层包覆在复合基材之外,经热焊接与筒状管材固定;
[0068]
s04:通过热焊接方式,将内密封膜条及外密封膜条分别焊接于防渗层内外接缝处。
[0069]
本技术所提供的一种管道非开挖修复的复合内衬软管及生产方法,应用于管道非开挖修复的复合内衬软管,达到了相同的技术效果,这里不再赘述。
[0070]
另外,在本发明实施例的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0071]
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0072]
所属领域的技术人员可以清楚地了解到,为描述的方便和简洁,上述描述的系统和单元的具体工作过程,可以参考前述方法实施例中的对应过程,在此不再赘述。
[0073]
在本技术所提供的几个实施例中,应该理解到,所揭露的系统和方法,可以通过其它的方式实现。以上所描述的实施例仅仅是示意性的,例如,所述单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,又例如,多个单元可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。
[0074]
另外,在本发明各个实施例中的各功能单元可以集成在一个单元中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个单元中。
[0075]
最后应说明的是:以上所述实施例,仅为本发明的具体实施方式,用以说明本发明的技术方案,而非对其限制,本发明的保护范围并不局限于此,尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或可轻易想到变化,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1