一种贴片式止推动压气体轴承
1.本实用新型涉及一种贴片式止推动压气体轴承。
背景技术:
2.工作表面设微沟槽结构的止推动压气体轴承在制造时,重点是在轴向工作面上加工获得尺寸精度满足要求的微尺度沟槽结构(如螺旋槽、阶梯槽等),上述微沟槽结构常被加工于止推轴承座工作面。目前适用于止推动压气体轴承工作面微沟槽成形的加工方法主要涉及超精密加工技术和特种加工技术两类加工技术。超精密加工技术包括精密车削、精密铣削、精密磨削和金刚石飞切等,特种加工技术包括电化学微细加工、激光束加工、离子束加工、电子束加工以及电火花加工等。
3.采用前述超精密加工技术进行气体轴承微沟槽成形时,通过定制合适尺寸、恰当形状的刀具、砂轮等配合快速发展的微机床技术和数控技术,可实现等于或小于微米尺度的微沟槽成形,但是此类方法存在以下缺点:加工效率低,批量加工成本高昂;小尺度刀具、异形砂轮等易磨损,进而加工精度下降;机械加工不可避免地造成金属表面损伤,降低疲劳强度等。
4.采用前述特种加工技术进行气体轴承微沟槽成形时,获得的微沟槽大多能满足应用要求且不同加工技术具备各自的优势,具体地如采用电化学微细加工可以获得极高的沟槽成形精度,采用电火花加工可对任何导电材料进行且加工过程无应力、无毛刺,采用激光束加工具有很高的加工效率等,但是此类方法也不同程度存在以下不足:加工效率低,批量加工成本高昂;电极制作困难且易损耗;高能束加工存在热影响区,沟槽精度受限等。
5.值得注意的是,上述微沟槽加工技术均是直接成形加工技术,面对极度复杂规格的微沟槽批量加工时则显得难以胜任。此外,因在基体材料上直接加工微沟槽,难以实现微沟槽与基体材料处理差异化,更无法实现材料选择差异化。
技术实现要素:
6.为了克服采用上述微沟槽加工成形技术制作止推动压气体轴承时存在的不足和局限,本实用新型提出一种贴片式止推动压气体轴承,使止推动压气体轴承微沟槽加工难度大幅下降,加工效率高且成本很低,并能满足极度复杂规格微沟槽加工需求,同时提供微沟槽与基体材料选择、材料处理差异化可能。
7.本实用新型解决上述问题的技术方案是:一种贴片式止推动压气体轴承,其特殊之处在于:
8.包括高速推力盘和止推轴承座,高速推力盘与止推轴承座同轴并在轴向组成配合,高速推力盘与止推轴承座相互配合的面为各自工作面,止推轴承座的工作面上固设有特定形平面金属箔片组。
9.进一步地,上述所述特定形平面金属箔片组包括单层特定形平面金属箔片,或者由互不相同的多层特定形平面金属箔片按确定方向和位置依次垒叠敷设固定而成。
10.进一步地,上述特定形平面金属箔片为具有特定形廓的平面预成形金属箔片,其特定形廓与预设的止推动压气体轴承的微沟槽结构相对应。
11.进一步地,上述特定形平面金属箔片组粘接或焊接在止推轴承座的工作面上。
12.进一步地,上述特定形平面金属箔片组内的各特定形平面金属箔片相互粘接或焊接固定。
13.高速推力盘和止推轴承座各自工作面配合组成摩擦副,轴承工作时,随高速推力盘做相对止推轴承座的高速回转运动而在此二者工作面配合间隙产生动压润滑效应以提供转子系统运转所需轴向承载力,形成普遍意义下的止推动压气体轴承,本技术方案下特称贴片式止推动压气体轴承。
14.本实用新型的优点:
15.1)本实用新型采用工作面固设预成形金属箔片(组)的贴片式方法间接成形加工止推动压气体轴承工作面上微沟槽结构,较之通过现有精密加工或特种加工技术直接成形微沟槽的加工过程,加工难度大幅下降,加工效率高且成本很低,更利于批量化生产;
16.2)本实用新型提供的一种贴片式止推动压气体轴承,金属箔片微沟槽平面预成形过程采用切割类、冲裁等快速减材加工技术允许实现极度复杂的微沟槽规格参数,且几乎不提高加工难度和成本;
17.3)本实用新型提供的一种贴片式止推动压气体轴承,可通过设计金属箔片在止推轴承座上垒叠敷设固定的层数及各层厚度,从而更方便地实现工作面变深度微沟槽结构,打破此类止推动压气体轴承制造时的局限。
18.4)本实用新型提供的一种贴片式止推动压气体轴承,通过对金属箔片、高速推力盘/止推轴承座进行相对独立的材料选择和材料处理,可实现动压气体轴承工作面微沟槽与轴承基体材料选择和材料处理差异化,从而在充分满足动压气体轴承性能设计考量的同时提供与之相关整机设计制造方面的优势。
附图说明
19.图1是本实用新型的特定形平面金属箔片示例图;
20.图2是本实用新型的特定形平面金属箔片固设在止推轴承工作面的示意图;
21.图3是本实用新型的一种贴片式止推动压气体轴承示意图;
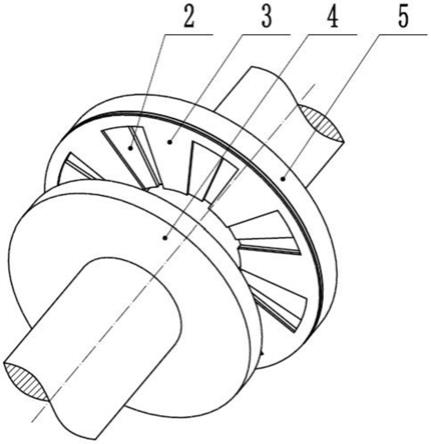
22.图4是本实用新型的特定形平面金属箔片组固设在止推轴承工作面的示意图;
23.图5是本实用新型的另一种贴片式止推动压气体轴承示意图。
24.图中:1、特定形平面金属箔片(螺旋槽形),2、特定形平面金属箔片(阶梯形一级),3、特定形平面金属箔片(阶梯形二级),4、高速止推盘,5、止推轴承座。
具体实施方式
25.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施
方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。
26.一种贴片式止推动压气体轴承,包括高速推力盘4和止推轴承座5,高速推力盘4与止推轴承座5同轴并在轴向组成配合,高速推力盘4与止推轴承座5相互配合的面为各自工作面,止推轴承座5的工作面上固设有特定形平面金属箔片组。
27.优选地,所述特定形平面金属箔片组包括单层特定形平面金属箔片。
28.优选地,所述特定形平面金属箔片组由互不相同的至少两层特定形平面金属箔片按确定方向和位置依次垒叠敷设固定而成。
29.优选地,所述特定形平面金属箔片为具有特定形廓的平面预成形金属箔片,其特定形廓与预设的止推动压气体轴承的微沟槽结构相对应。
30.优选地,所述特定形平面金属箔片组粘接或焊接在止推轴承座5的工作面上。所述特定形平面金属箔片组内的各特定形平面金属箔片相互粘接或焊接固定。
31.实施例1
32.参见图1、图4和图5,一种贴片式止推动压气体轴承,包括高速推力盘4和止推轴承座5,高速推力盘4与止推轴承座5同轴并在轴向组成配合,高速推力盘4与止推轴承座5相互配合的面为各自工作面,止推轴承座5的工作面上固设有特定形平面金属箔片组,所述特定形平面金属箔片组由特定形平面金属箔片(阶梯形一级)2和特定形平面金属箔片(阶梯形二级)3按确定方向和位置在止推轴承工作面上依次垒叠敷设固定而成,并作为止推轴承座5的一部分。
33.作为本实用新型的一个优选实施例,上述特定形平面金属箔片(阶梯形一级)2和特定形平面金属箔片(阶梯形二级)3组成的特定形平面金属箔片组构成了典型的二级阶梯槽结构,其由金属箔片经快速减材加工技术制成,被去除材料部分结构与二级阶梯槽结构相对应为主,对应典型的二级阶梯槽止推动压气体轴承。对应典型的二级阶梯型止推动压气体轴承。上述特定形平面金属箔片组采用高强度粘结类工艺、焊接类工艺等固定在止推轴承座5的工作面并实现特定形平面金属箔片(阶梯形一级)2和特定形平面金属箔片(阶梯形二级)3相互固定。
34.实施例2
35.参见图1、图2和图3,一种贴片式止推动压气体轴承,包括高速推力盘4和止推轴承座5,高速推力盘4与止推轴承座5同轴并在轴向组成配合,高速推力盘4与止推轴承座5相互配合的面为各自工作面,止推轴承座5的工作面上固设有特定形平面金属箔片组,特别的,所述特定形平面金属箔片组仅由单层特定形平面金属箔片(螺旋槽形)1按确定方向和位置在止推轴承工作面上均匀敷设固定而成,并作为止推轴承座5的一部分。
36.作为本实用新型的一个优选实施例,上述特定形平面金属箔片(螺旋槽形)1构成了典型的螺旋槽结构,由金属箔片经快速减材加工技术制成,被去除材料部分结构与螺旋槽结构相对应为主,对应典型的螺旋槽止推动压气体轴承。上述特定形平面金属箔片(螺旋槽形)1采用高强度粘结类工艺、焊接类工艺等固定在止推轴承座5的工作面上。
37.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的系统领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1