一种型材压铆螺套结构的制作方法
1.本实用新型涉及螺套连接技术领域,具体是涉及一种型材压铆螺套结构。
背景技术:
2.随着铝合金应用研究的深入,铝合金的材料优势越来越明显。主要表现在防腐性好、质量轻、材料的抗冲击性强。工艺方法在钢材的基础上有很好沿袭。对于铝铸件的集成能力也有很好的表现。
3.铝型材的技术越来越成熟,铝合金的应用越来越广泛,不仅应用于航空航天,同时对于新能源汽车领域也开始广泛应用。连接方式越来越多样化,如:采用套筒螺接,spr连接、rps连接、mig焊、mag焊等。部件的形态与工艺方法也越来越多样性,如:钢和铝连接,铝型材与铝板连接、铝板与铝板的连接。铝合金与铝铸件的连接。
4.由这些成型方法,与连接方式,使设计越来越自由,可发挥空间越来越大。尤其是新能源汽车领域,车身与电池包等应用,不再仅限于普通钢板、高强钢板的使用,而是多材料、多运用,将铝合金大量的加入到部件当中。实现了产品的进一步轻量化,增加了产品的耐冲击性能。
5.但是铝材回弹较大,热传导能力强,与钢材相比加工、成型较为困难,每多一道工序,就增加一次成本。尤其是铝型材这种,等截面,成体状,更加不易于再次加工。即在型材上冲压设计特征较为困难,直接地降低了型材的适用范畴,如密封性,安装可靠性等,增加设计难度。
6.现在一般需要通过安装在铝型材上的螺套来实现各组成部分的连接,涉及各种铝型材、铝挤出、罗拉等工艺下各类产品的安装。尤其在电池盒技术领域,以及车身连接、安装等领域更为常见。如图1、图2所示,如今现有的螺套使用起来一般存在以下几个问题:
7.1.部件设计受限:为了避让螺套螺帽,需要设计出为了解决面差问题的特殊结构。影响设计的可发挥性,占用更多外部空间。同时增加了工艺复杂程度,进而提高了生产成本,降低了生产效率。
8.2.部件安装受限:为了避让套筒法兰面,设计上增加了避让特征,如凸台等特征,增大了部件之间在法兰面径向上的空间距离,降低了安装稳定性,同时增加了冲压工艺,提高了产品的工艺复杂程度。
9.3.部件密封受限:常规螺套上的螺帽突出主体材料,法兰面与部件主体表面出现面差,因部件特征不同。会出现安装方向的间隙,或出现径向间隙。造成安装密封困难。
技术实现要素:
10.基于此,有必要针对现有技术问题,提供一种型材压铆螺套结构。
11.为解决现有技术问题,本实用新型采用的技术方案为:
12.一种型材压铆螺套结构,用以配合第一螺母从两侧对层叠在一起的第一板件、第一型材进行锁紧,包括有螺套本体,螺套本体内部轴线方向上至少局部设置有螺纹,螺纹与
第一螺母螺纹连接,螺套本体为无螺帽结构,螺套本体一端为大直径段,另一端为小直径段,大直径段和小直径段同轴顺序连接,工作状态下,小直径段通过压铆的方式插入第一型材的安装孔并且端部与第一型材内侧抵接,螺纹与第一型材的安装孔过盈配合。
13.优选的,螺套本体与第一型材配合的部分的周壁上设置有防脱结构。
14.优选的,防脱结构包括有第一松不脱、第二松不脱和倾斜面;
15.第一松不脱环绕设置在小直径段远离大直径段的端部,第二松不脱环绕设置在大直径段远离小直径段的端部;倾斜面开设在小直径段远离大直径段的一端上,使螺套本体的纵向截面端部外侧形成尖角。
16.优选的,第二松不脱轴向上采用加长设计。
17.本技术相比较于现有技术的有益效果是:
18.1.本技术通过螺套本体的无螺帽结构以及大直径段、小直径段的结构特点,通过压铆的方式进行安装,消除了现有技术中存在的层间间隙、径向间隙等问题,同时无须对第一板件进行预先加工出避让凸台。
19.2.本技术通过设置防脱结构有效地提高了螺套整体安装后的结构稳定性。
20.3.本技术通过加长第二松不脱结构,有效地提高了螺套整体的适用范围。
附图说明
21.图1是现有技术中第一种螺套结构使用状态下的截面示意图;
22.图2是现有技术中第二种螺套结构使用状态下的截面示意图;
23.图3是本实施例使用状态下的截面示意图;
24.图4是本实施例的俯视图;
25.图5是本实施例的剖切视图;
26.图6是本实施例的使用状态下的剖切视图;
27.图7是本实施例的图6中e处局部放大图;
28.图8是本实施例与第一型材内侧抵接的状态示意图。
29.图中标号为:
30.1-第一螺母;
31.2-第一板件;
32.3-第一型材;
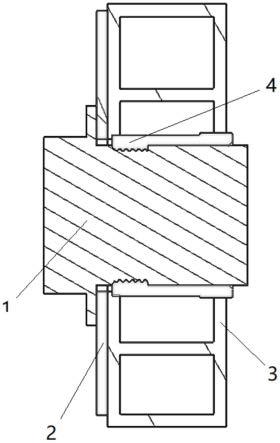
33.4-螺套本体;4a-第一松不脱;4b-第二松不脱;4c-大直径段;4d-小直径段;4e-螺纹;4g-配合面;4f-倾斜面;
34.a1-第二螺母;a2-第二板件;a3-第二型材;a4-第二螺母螺套;a5-层间间隙;
35.b1-第三螺母;b2-第三板件;b3-第三型材;b4-第三螺母螺套;b5-避让凸台;b6-径向间隙。
具体实施方式
36.为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。
37.如图1-3和图5所示:
38.一种型材压铆螺套结构,用以配合第一螺母1从两侧对层叠在一起的第一板件2、第一型材3进行锁紧,包括有螺套本体4,螺套本体4内部轴线方向上至少局部设置有螺纹4e,螺纹4e与第一螺母1螺纹连接,螺套本体4为无螺帽结构,螺套本体4一端为大直径段4c,另一端为小直径段4d,大直径段4c和小直径段4d同轴顺序连接,工作状态下,小直径段4d通过压铆的方式插入第一型材3的安装孔并且端部与第一型材3内侧抵接,螺纹4e与第一型材3的安装孔过盈配合。
39.基于上述实施例,本技术通过压铆的方式从第一型材3的一侧插入到第一型材3的安装孔内,然后将第一板件2叠放在第一型材3的另一侧上,并使第一板件2的安装孔和第一型材3的安装孔对齐,接着将第一螺母1从第一板件2、第一型材3的安装孔间穿过,并使其与螺套本体4内侧的螺纹4e螺纹连接,第一螺母1的螺帽将第一板件2压紧在第一型材3上使第一板件2和第一型材3之间形成配合面4g。相较于现有技术中第二螺母a1、第二板件a2-、第二型材a3、第二螺母螺套a4的连接方式消除了层间间隙a5;相较于现有技术中的第三螺母b1、第三板件b2、第三型材b3、第三螺母螺套b4的连接方式,省去了在第三板件b2上提前加工出避让凸台b5的麻烦,同时还消除了径向间隙b6。
40.进一步的,为了解决防止压铆螺套在第一型材3内打转的问题:
41.螺套本体4与第一型材3配合的部分的周壁上设置有防脱结构。
42.基于上述实施例,本技术通过设置防脱结构提高压铆螺套与第一型材3配合的摩擦力,从而使结构更加稳定,从而解决了上述防止压铆螺套在第一型材3内打转的问题。
43.进一步的,为了解决如何进一步保证防脱效果的问题,如图4-8所示:
44.防脱结构包括有第一松不脱4a、第二松不脱4b和倾斜面4f;
45.第一松不脱4a环绕设置在小直径段4d远离大直径段4c的端部,第二松不脱4b环绕设置在大直径段4c远离小直径段4d的端部;倾斜面4f开设在小直径段4d远离大直径段4c的一端上,使螺套本体4的纵向截面端部外侧形成尖角。
46.基于上述实施例,本技术的压铆螺套有倾斜面设计,尖角顶住第一型材内侧,通过这种轴向压紧的方法,使尖角处压到材料上,锯齿状的第一松不脱4a嵌入部件中,起到螺套防转的作用,不会使螺套自旋转。同时保证了外表面的平面度,使其间隙更小。另一方向上,第二松不脱4b通过与第一型材3的另一侧的配合提高整体的摩擦力,进一步提高防脱效果。
47.进一步的,为了解决如何提高防脱结构的适用范围的问题,如图4所示:
48.第二松不脱4b轴向上采用加长设计。
49.基于上述实施例,本技术因为第二松不脱4b轴向上具有一定长度,可以适用于不同宽度的第一型材3,提高了适用范围,从而解决了上述如何提高防脱结构的适用范围的问题。
50.以上实施例仅表达了本实用新型的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1