可维护的旋转磁性销的制作方法
1.本公开涉及用于保持装饰件和安全气囊部件的汽车车辆紧固件。
背景技术:
2.汽车车辆乘客舱部件,例如装饰件等必须紧固连接到乘客舱,使得在车辆快速减速的情况下,例如当安全气囊展开时,保持部件。部分分离也是前置部件或子系统在侧面碰撞事件或安全气囊静态展开期间或之后的潜在故障模式。为了防止这种故障模式,使用不同的策略来安装部件,这些策略涉及使用例如hr修整夹具、二级修整夹具、hr鸟嘴和螺纹紧固件等高保持(hr)紧固件。还使用了部件焊接。然而,高保持紧固件和焊接附接部件能力有限,无法满足可维修性要求,也无法在维护或发生损坏的情况下更换部件,并且因此移除部件时需要拆卸整个组件。
3.因此,虽然当前用于将包括装饰件在内的部件连接到汽车结构上的紧固系统达到了预期目的,但仍需要一种新的、改进的系统和方法来将部件安装到汽车结构件上。
技术实现要素:
4.根据若干方面,磁性销包括聚合物主体,该聚合物主体包括:底座部;一体地固定到该底座部的圆柱形插入部;以及第一锁定翼和第二锁定翼,第二锁定翼相对于第一锁定翼相对地定位在插入部周围并且与第一锁定翼一体地连接到插入部。金属插入件固定到底座部。金属插入件能够受施加到金属插入件的磁场的影响,该磁场用于使金属插入件和聚合物主体共同旋转,以将聚合物主体安装到使用位置和从使用位置移除聚合物主体。
5.在本公开的另一方面,第一锁定翼和第二锁定翼包括底座表面,该底座表面定向成与底座部平行并且通过插入部的管状部与底座部间隔开。
6.在本公开的另一方面,圆形凸起环从管状部向外延伸。
7.在本公开的另一方面,插入部、第一和第二锁定翼、管状部、凸起环和底座部作为聚合物材料的共同模制件一体地连接。
8.在本公开的另一个方面,锁定弹簧限定了该底座部的第一段,锁定弹簧在底座部的底座面与车辆结构件接触的过程中弹性地偏转,以使底座部接合抵靠车辆结构件。
9.在本公开的另一个方面,定位弹簧限定了底座部的第二段,在底座部的接触面与卡扣座(doghouse)表面接触期间,定位弹簧弹性偏转以接合底座部。
10.在本公开的另一方面,柔性伞形裙部由聚合物材料制成,并且抵靠底座部安置,并且朝向第一和第二锁定翼开口。
11.在本公开的另一方面,第一锁定翼和第二锁定翼相对于磁性销的纵向中心轴线相对地布置在插入部上,中心轴线还限定磁性销的插入轴线。
12.在本公开的另一方面,金属插入件包括容纳在插入部的远端中的凸形连接构件,凸形连接构件包括摩擦特征,该摩擦特征包括凸肋、多个齿和凸起环中的一个,该凸肋、多个齿和凸起环中的一个将凸形连接构件固定地联接至插入件,并由此将金属插入件固定地
联接至插入部。
13.在本公开的另一个方面中,金属插入件是具有磁性特性的金属,例如但不限于碳钢和镍材料。
14.根据若干方面,磁性销系统包括具有聚合物主体的磁性销,聚合物主体包括:底座部;一体地固定到该底座部的圆柱形插入部;以及第一锁定翼和第二锁定翼,第二锁定翼相对于第一锁定翼相对地定位在插入部周围并且与第一锁定翼一体地连接到插入部。金属插入件固定到底座部。金属插入件能够受施加到金属插入件的磁场的影响,该磁场用于使金属插入件和聚合物主体共同旋转,以将聚合物主体安装到固定位置和从固定位置移除聚合物主体。磁耦合器定位在金属插入件上并且磁耦合到金属插入件。旋转磁耦合器以引起磁耦合器旋转90度,从而使金属插入件将磁性销锁定在固定位置。
15.在本公开的另一方面,磁性销安置在固定到部件的卡扣座中。
16.在本公开的另一方面,卡扣座的腔体的尺寸被设计成,当金属插入件被接收在卡扣座的腔体中时摩擦地限制金属插入件的移除,以将金属插入件摩擦地联接到卡扣座。
17.在本公开的另一方面中,磁性销和卡扣座的组合在安装方向上移动,磁性销移动直到底座部的底座面直接接触车辆结构件的构件表面,从而限定磁性销的预安装位置。
18.在本公开的另一方面,在磁性销的预安装位置,第一和第二锁定翼可滑动地延伸到在车辆结构件中形成的长圆形槽的细长部分中。
19.在本公开的另一方面,磁耦合器定位在金属插入件上方并且磁耦合到金属插入件,磁耦合器通过电动机的操作而旋转,电动机引起磁耦合器以及由此引起金属插入件旋转90度。
20.在本公开的另一方面,第一和第二锁定翼的底座表面,其中金属插入件的旋转使第一和第二锁定翼旋转,直到底座表面直接接触车辆结构件的构件表面,以将磁性销定位在锁定位置。
21.根据若干方面,一种将汽车车辆部件联接到车辆结构件的方法包括:模制磁性销,该磁性销具有聚合物主体,该聚合物主体包括底座部和一体地固定到该底座部的圆柱形插入部;将第一锁定翼和第二锁定翼相对地定位在插入件周围,其中该第一锁定翼和第二锁定翼一体地连接到该插入部;将金属插入件固定到所述底座部;将插入部插入到形成在车辆结构件中的孔中;以及将磁性联接器定位在金属插入件上方以将磁性联接器磁性地联接到金属插入件;旋转该磁耦合器以引起该磁耦合器旋转90度,并且由此引起该第一锁定翼和第二锁定翼旋转90度,以将该磁性销锁定到该车辆的结构件。
22.在本公开的另一方面,该方法还包括将卡扣座固定到车辆部件,该卡扣座具有腔体。
23.在本公开的另一方面,该方法还包括在插入操作之前将金属插入件插入卡扣座的腔体中以将磁性销联接至车辆部件。
24.从本文提供的描述中,进一步的应用领域将变得显然。应当理解,描述和具体示例仅用于说明的目的,而不是要限制本公开的范围。
附图说明
25.本文描述的附图仅用于说明目的,而不旨在以任何方式限制本公开的范围。
26.图1是根据示例性方面的磁性销、固定到车辆部件的卡扣座和车辆结构件的组件的右上透视图;
27.图2是图1的磁性销的前透视图;
28.图3是本公开的另一方面的磁性销的前透视图;
29.图4是在图1的沿部分4处截取的主视截面图;
30.图5是图4的组件的主视图;
31.图6是图5的组件的主视图,进一步示出了用于定位磁性销的感应工具;
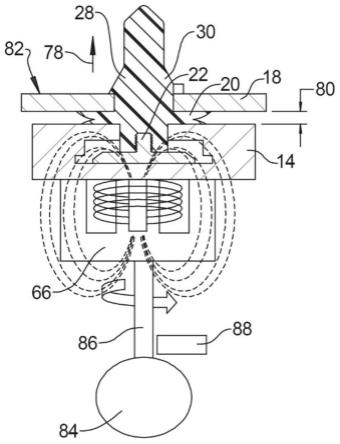
32.图7是图6的组件的主视图,进一步示出了用于旋转磁性销的电动机和位置传感器;
33.图8是图6的组件的主视图,进一步示出了用于定位磁性销的感应工具;
34.图9是图5的组件处于预安装位置的俯视图;以及
35.图10是从图9变化的俯视图,以示出旋转到锁定位置之后的磁性销。
具体实施方式
36.以下描述本质上仅是示例性的,,并且不旨在限制本公开、应用或使用。
37.参照图1,用于汽车的可维护的旋转磁性销组件10具有安置在卡扣座14中的磁性销12,卡扣座14固定到部件16上。部件16限定的汽车部件可以包括但不限于装饰构件、安全气囊盖、开关等。通过旋转磁性销12来应用磁性销12,以将部件16可释放地固定到车辆结构件18上。磁性销12包括聚合物主体19,聚合物主体19包括直接接触车辆结构件18的底座部20。固定在底座部20上的金属插入件22安置在卡扣座14中,以便将磁性销12摩擦保持在卡扣座14中。磁性销12的聚合物主体19还包括从底座部20整体延伸并相对于金属插入件22相反定向的圆柱形插入部24,圆柱形插入部24可滑动地容纳在车辆结构件18的长圆形槽26中,以便将卡扣座14和部件16可释放地连接到车辆结构件18上。
38.参照图2并再次参照图1,磁性销12的聚合物主体19的附加特征包括第一锁定翼28和相对于第一锁定翼28围绕插入部24相对定位的第二锁定翼30,第一锁定翼28和第二锁定翼30包括定位成平行于底座部20并通过插入部24的管状部34与该底座部间隔开的底座表面32。可以设置从管状部34向外延伸的圆形凸起环36。根据若干方面,聚合物主体19包括插入部24、第一和第二锁定翼28、30、管状部34、凸起环36和底座部20,以上全部在聚合物材料的共同模制过程中一体地连接并形成在一起,聚合物材料包括但不限于聚甲醛和聚酰胺材料。金属插入件22独立于聚合物主体19形成,并且由具有磁性特性的金属例如但不限于碳钢和镍材料形成。如参照图4更详细地讨论的,金属插入件22可以在模制期间固定到磁性销12的聚合物主体19。
39.参照图3并再次参照图1和图2,磁性销38限定了磁性销12的改进方面,并且还包括柔性伞形裙部40。裙部40可以由磁性销12的聚合物主体19的聚合物材料制成,或者可以限定具有更大弹性和柔性的不同聚合物材料。裙部40位于在底座部20上,并朝向第一锁定翼28和第二锁定翼30开口。裙部40可用于增加与车辆结构件18接触的底座面积,并可用于改善与车辆结构件18的对准接触。
40.参照图4,并再次参照图1至图3,磁性销12提供了辅助使用并与车辆结构件18配合的附加特征。第一和第二锁定翼28、30相对于磁性销12的纵向中心轴线42相对地布置在插
入部24上,其中,中心轴线42还限定了磁性销12插入到长圆形槽26中的插入轴线。第一和第二锁定翼28、30的宽度被预先限定为可滑动地装配在车辆结构件18的长圆形槽26的细长部分44内。锁定弹簧46限定了底座部20的第一段。在底座部20的底座面48与车辆结构件18的构件表面50接触期间,锁定弹簧46发生弹性偏转。定位弹簧52限定了底座部20的第二段。在底座部20的接触面53与卡扣座14的卡扣座面54接触期间,定位弹簧52发生弹性偏转。
41.金属插入件22容纳在卡扣座14的腔体56中,该腔体的尺寸被设计成限制金属插入件22的移除。金属插入件22包括容纳在插入部24的远端62中的凸形连接构件58。凸形连接构件58可以包括摩擦特征60,该摩擦特征60包括但不限于凸肋、多个齿、凸形环等,该凸肋、多个齿和凸形环将凸形连接构件58固定地联接至插入部24,并由此将金属插入件22固定地联接至插入部24。根据若干方面,在插入部24的模制过程中,金属插入件22附接到插入部24的远端62。
42.参照图5并再次参照图1至图4,在磁性销12组装的初始阶段,金属插入件22安置在卡扣座14中,使得磁性销12和卡扣座14的组合在安装方向64上移动,在该安装方向64,插入部24滑动插入到车辆结构件18的细长部分44中。移动磁性销12直到底座部20的底座面48直接接触车辆结构件18的构件表面50,限定了磁性销12的预安装位置。第一和第二锁定翼28、30可滑动地延伸到车辆结构件的长圆形槽26的细长部分44内。
43.参照图6,并再次参照图1至图4,在磁性销12处于图5所示的预安装位置的情况下,感应工具66在感应线圈72激励的情况下沿相反方向70在卡扣座14的外表面68上滑动。当感应场74接触并由此定位金属插入件22时,感应线圈72产生的感应磁场74产生信号。在磁性销12处于预安装位置的情况下,获得车辆结构件18与卡扣座14之间的初始间隙76。
44.参照图7并再次参照图6,在磁性销12处于预安装位置的情况下,安装者沿与安装方向64类似的方向78向磁性销12和卡扣座14施加压力。该压力的施加压缩车辆结构件18和卡扣座14之间的底座部20,将初始间隙76减小到小于初始间隙76的安装间隙80,并使第一锁定翼28和第二锁定翼30移位,使得底座表面32位于车辆结构件18的外表面82上方。电动机84定位在感应工具66上方。当产生指示金属插入件22存在的信号时,电动机84将自动激励。位于感应工具66上方的磁耦合器86在金属插入件22上并磁耦合到金属插入件22,通过电动机84的操作旋转,引起磁耦合器86旋转90度,从而引起金属插入件22旋转90度。金属插入件22的旋转也使第一和第二锁定翼28、30旋转,如参考图10所示和所描述的,以将第一和第二锁定翼28、30的底座表面32定位成与车辆结构件18的外表面82直接接触,从而将磁性销12锁定在所示的锁定位置。
45.参照图8并再次参照图7,在磁性销12处于锁定位置的情况下,执行验证操作90。磁性工具92定位在感应工具66上方以代替电动机84。通过激励线圈94,产生穿过磁性工具92的磁场。使磁性销12在拆卸方向96上的位移与预定的最大允许位移98进行比较。如果磁性销12的位移小于预定的最大允许位移98,则磁性销12已被正确地安装。如果磁性销12的位移超过预定的最大容许位移98,则磁性销12未被正确地安装,并且需要校正。
46.参照图9并再次参照图5,为了使磁性销12定位在预安装位置,插入部24插入车辆结构件18的长圆形槽26中,使得第一锁定翼28朝向长圆形槽26的第一端壁95,第二锁定翼30朝向长圆形槽26的第二端壁97。第一端壁95和第二端壁97彼此间隔的距离大于长圆槽26的第一侧壁99和相对的第二侧壁100之间的间隔。第一侧壁98和第二侧壁100之间减小的间
隔允许第一和第二锁定翼28、30在图10所示和所描述的磁性销12的安装位置接合。
47.参照图10并再次参照图9,示出了磁性销12的安装位置。当插入部24从图9所示的预安装位置旋转90度到安装位置时,第一和第二锁定翼28、30旋转到延伸超过第一侧壁99和第二侧壁100的位置。如图10所示,该位置防止插入部24在远离观察者的方向上退回。根据其它方面,第一模制止动件102和第二模制止动件104预先模制在车辆结构件18上,并在磁性销12的安装位置用作防止第一和第二锁定翼28、30旋转的主动止动件。
48.本公开的具有锁定/解锁磁性销12的磁性功能的旋转锁定系统允许更容易地更换部件以管理保修、废弃或维修。本旋转锁定系统还允许门板对于至支柱的流线具有可调节性,并且包括在安装车辆部件时穿过紧固件翼部的槽。
49.因为该保持特征,第一和第二锁定翼28、30在部件的安装和移除期间不变形,所以在整个服务周期中使发生的磁性销12的磨损或损坏最小,并且保持能力不降低。
50.根据若干方面,可添加模制的伞状物以利用伞状物作为柔性构件或弹簧来管理磁性销12与配合部件之间的潜在对准。磁性工具用于锁定和解锁磁性销12,并且可以操作感应传感器以定位前加载部件上的磁性销位置。磁性销12包括具有锁定翼的塑料销体,以将磁性销12锁定到配合部件。锁定弹簧限定磁性销的塑料裙部或主体的一部分,并且定位弹簧也与金属插入件22一起与磁性销12成一体,这允许磁性销12通过感应传感器定位在塑料部件中,然后通过来自磁性工具的磁场致动。
51.提供了与销或配合部件成一体的特征,其避免了潜在的故障模式,例如销未正确安装、销未对准配合槽以及销由于旋转不足或过度旋转而缺乏保持。
52.本公开的磁性销和系统提供了若干优点。这些优点包括具有磁性功能的旋转锁定系统以锁定/解锁紧固件。本系统允许门板的可调节性(u/d),并且在维护时对部件的磨损或损坏最小。本系统适应于不同的部件几何形状,并且不限于安装在直的部件线上。本公开的旋转磁性销是具有金属插入件的正向旋转紧固件,该金属插入件由磁性工具致动以锁定和解锁部件。本公开的旋转磁性销不呈现外观劣化,因为磁性销在使用中不可见并且不使用盖。本磁性销表现出非常低的滑动插入力,并且如果安装在金属板上以承受侧面冲击载荷,则提供例如高达大约500n的高保持力。本磁性销减少了在工厂或经销商处的紧固件废料,降低了例如在保修期内的部件更换的成本。
53.本公开的描述本质上仅仅是示例性的,并且不脱离本公开的要旨的变化旨在处于本公开的范围内。这些变化不应被认为是偏离了本公开的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1