一种航空发动机附件齿轮箱及其装配方法与流程
1.本技术属于航空发动机技术领域,特别涉及一种航空发动机附件齿轮箱及其装配方法。
背景技术:
2.附件齿轮箱是航空发动机的重要部件,也称为附件机匣,其内部有若干数量的齿轮轴和轴承,齿轮轴用于传递扭矩和运动,轴承用于支承齿轮轴从而为齿轮轴旋转提供条件,外部壳体将齿轮轴和轴承包裹其中,用于为轴承提供精确支承,保证齿轮正常工作。
3.如图1所示为典型的附件齿轮箱结构,典型的附件齿轮箱通常将壳体设计两瓣——即左壳体11和右壳体12,左右壳体之间通过螺栓13连接成一体。装配时,先将所有的齿轮轴15和轴承16安装在一瓣的壳体中,然后通过定位销14再安装另一瓣壳体,最后使用螺栓13将两瓣壳体固定在一起,安装过程如图2所示。对开式壳体设计成两瓣时,通常将剖分面17设置到截面积最大的位置,以获得最大的开口面积,为齿轮轴和轴承的装配提供便利。
4.现有的附件齿轮箱结构虽然有良好的可装配性,但存在精度差的缺点,给齿轮和轴承工作带来不利影响。如图3所示,
5.对于典型的附件齿轮箱,壳体剖分面17的截面形状通常是不规则的,大致为弧形结构。两瓣壳体对接结构无法设计成精度较高的止口结构,只能设计为两个平面贴合并使用若干定位销定位,为防止结构过约束,定位销14的数量不能设置太多,通常是3~5个。两瓣壳体通过定位销14安装涉及零件多,累积误差较大,在工作载荷作用下两瓣壳体之间易产生错位。上述误差导致齿轮轴15易产生偏斜,影响齿轮轴和轴承的正常工作。
技术实现要素:
6.本技术的目的是提供了一种航空发动机附件齿轮箱及其装配方法,以解决或减轻背景技术中的至少一个问题。
7.首先,本技术的技术方案是:一种航空发动机附件齿轮箱,所述附件齿轮箱包括壳体、若干齿轮轴、轴承及安装座,其中:
8.所述壳体为整体式结构,在所述壳体的相对两侧交替设置有若干圆孔,在壳体内相对于圆孔的一侧壁面内交替设有用于安装轴承的轴承安装部;
9.在所示安装座的外表面设置有圆柱型台阶部,所述圆柱型台阶部用于与壳体上设置的圆孔形成止口配合结构,在所述安装座的内表面设置有用于与轴承配合的轴承安装台阶部,所述安装座的轴承安装台阶部与所述壳体内的轴承安装部构成同一个齿轮轴的安装结构;
10.所述轴承分别安装在壳体和相应的安装座上,若干齿轮轴通过轴承安装在所述安装结构上形成交替式开口的航空发动机附件齿轮箱。
11.进一步的,所述壳体通过铸造或增材制造形成。
12.进一步的,所述圆孔的直径大于齿轮轴最大部位的直径。
13.进一步的,所述轴承安装部的内侧孔径基本等于轴承的外环直径。
14.进一步的,所述安装座通过螺栓连接方式与壳体连接。
15.进一步的,所述附件齿轮箱内的多个齿轮轴为相同的尺寸规格或不同的尺寸规格。
16.进一步的,当所述齿轮轴为不同尺寸规格时,同一安装结构内的所述壳体内的圆孔、轴承安装部及安装座的圆柱型台阶部、轴承安装台阶部的尺寸适配于所述齿轮轴。
17.另外,本技术还提供了一种如上任一所述的航空发动机附件齿轮箱的装配方法,所述装配方法包括:
18.首先将两个轴承安装在齿轮轴上;
19.然后将齿轮轴和轴承一起安装到壳体相应的轴承安装部上;
20.再将安装座安装到壳体上;
21.最后通过过盈配合或使用螺钉、螺桩等方式将安装座固定在壳体上。
22.最后,本技术还提供了一种如上任一所述的航空发动机附件齿轮箱的装配方法,所述装配方法包括:
23.首先将两个轴承安装在齿轮轴上;
24.然后将齿轮轴和轴承一起安装到安装座相应的轴承安装部上;
25.再将安装座、轴承和齿轮轴一起安装到壳体上;
26.最后通过过盈配合或使用螺钉、螺桩等方式将安装座固定在壳体上。
27.本技术提供的航空发动机附件齿轮箱结构通过采用整体式的壳体,并使壳体的一侧设有轴承安装部孔、另一侧设有圆孔以及设有圆柱型台阶部和轴承安装台阶部的安装座以进行轴承及齿轮轴的安装,一方面涉及的零件少,累积误差较小,另一方面由于壳体是整体的结构形式,不会发生壳体错位情况,可为齿轮轴提供更好的支承精度,有利于齿轮轴和轴承正常工作。
附图说明
28.为了更清楚地说明本技术提供的技术方案,下面将对附图作简单地介绍。显而易见地,下面描述的附图仅仅是本技术的一些实施例。
29.图1为现有技术中的典型附件齿轮箱结构示意图。
30.图2为典型附件齿轮箱装配过程示意图。
31.图3为典型附件齿轮箱壳体错位示意图。
32.图4为本技术的航空发动机附件齿轮箱结构示意图。
33.图5为本技术的壳体结构示意图。
34.图6为本技术的安装座结构示意图。
35.图7为本技术的航空发动机附件齿轮箱装配过程示意图。
具体实施方式
36.为使本技术实施的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行更加详细的描述。
37.为了克服现有技术中由于加工或累计误差等导致的装配问题,本技术提供一种航空发动机附件齿轮箱,该附件齿轮箱累积误差小,可以避免壳体错位,可为齿轮轴提供更好的支承,有利于齿轮轴和轴承正常工作。
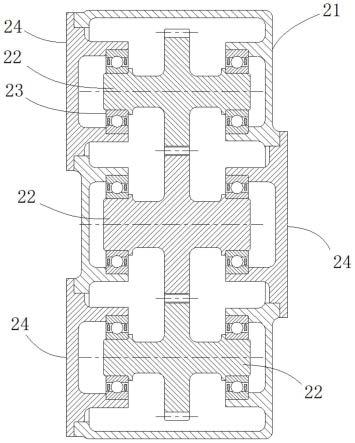
38.如图4所示,本技术提供的航空发动机附件齿轮箱结构主要由壳体21、齿轮轴22、轴承23及安装座24组成。
39.如图5所示为本技术一实施例中的壳体21剖面示意图,壳体21整体呈一体式结构,可通过铸造或增材制造等方式形成。在壳体21的相对两侧交替设置有若干圆孔212。优选的,该圆孔212的直径大于齿轮轴22最大部位的直径,从而使得齿轮轴22可通过该圆孔212安装进壳体21内。在壳体21内相对于圆孔212的一侧壁面内也交替设有用于安装轴承23的轴承安装部211,该轴承安装部211的内侧孔径基本等于轴承23的外环直径。
40.如图6所示,安装座24大体上可成筒状结构,在安装座24的外表面设置有圆柱型台阶部241,该圆柱型台阶部241可与壳体21上设置的圆孔212形成精密的止口配合。在安装座24的内表面设置有轴承安装台阶部242,该轴承安装台阶部242的孔径基本等于与轴承23的外环直径,从而可以与轴承23形成配合。在本技术一些实施例中,安装座24可通过过盈配合方式与壳体21连接。但在本技术的优选实施例中,安装座24通过螺栓连接方式与壳体21连接。
41.安装座24的轴承安装台阶部242与壳体21内的轴承安装部211构成同一个齿轮轴22的安装结构。两个轴承23分别安装在壳体21和相应的安装座24上。齿轮轴22通过轴承23安装在上述安装结构上,从而形成交替式开口的航空发动机附件齿轮箱。
42.在本技术中,附件齿轮箱内的多个齿轮轴22可以为相同的尺寸规格,也可以为不同的尺寸规格。当齿轮轴22为不同尺寸规格时,壳体21内的圆孔212、轴承安装部211及安装座24的圆柱型台阶部241、轴承安装台阶部242的尺寸进行适应调整。
43.如图7所示,此外,本技术中还提供了上述附件齿轮箱的装配方法,装配方法可分为两种:
44.方法一:首先将两个轴承23安装在齿轮轴22上,然后将齿轮轴22和轴承23一起安装到壳体21相应的轴承安装部211上,再将安装座24安装到壳体21上,最后通过过盈配合或使用螺钉、螺桩等方式将安装座24固定在壳体21上;
45.方法二:首先将两个轴承23安装在齿轮轴22上,然后将齿轮轴22和轴承23一起安装到安装座24相应的轴承安装部211上,再将安装座24、轴承23和齿轮轴22一起安装到壳体21上,最后通过过盈配合或使用螺钉、螺桩等方式将安装座4固定在壳体1上。
46.本技术提供的航空发动机附件齿轮箱结构通过采用整体式的壳体,并使壳体的一侧设有轴承安装部孔、另一侧设有圆孔以及设有圆柱型台阶部和轴承安装台阶部的安装座以进行轴承及齿轮轴的安装,一方面涉及的零件少,累积误差较小,另一方面由于壳体是整体的结构形式,不会发生壳体错位情况,可为齿轮轴提供更好的支承精度,有利于齿轮轴和轴承正常工作。
47.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1