一种可更换内圈的自润滑关节轴承及其生产方法与流程
1.本发明涉及轴承技术领域,具体涉及一种可更换内圈的自润滑关节轴承及其生产方法。
背景技术:
2.目前自润滑关节轴承安装使用时是将外圈装入轴承座,由于现有自润滑关节轴承的自润滑衬垫是设置在外圈的内球面上的,在使用中由于衬垫磨损,不得不更换全套轴承,另外轴承拆换会对轴承座产生破坏。而轴承座一般形状复杂且价值量高,导致维修或更换成本较高。
技术实现要素:
3.针对现有技术的不足,本发明提供了一种可更换内圈的自润滑关节轴承,其主要解决的是现有技术的自润滑关节轴承维修或更换成本较高的技术问题。
4.为达到上述目的,本发明是通过以下技术方案实现的:一种可更换内圈的自润滑关节轴承,包括轴承外圈和轴承内圈,轴承内圈为至少由第一半内圈和第二半内圈对接拼合形成的分体式拼装结构,且第一半内圈和第二半内圈的外球面上分别构建有第一自润滑衬垫和第二自润滑衬垫。
5.进一步,第一半内圈和第二半内圈均为半圆状结构,第一半内圈和第二半内圈对接拼合形成整圆结构的轴承内圈。
6.进一步,第一半内圈的外球面上开设有两端分别延伸至第一半内圈的两对接端面处的第一弧形凹槽,第二半内圈的外球面上开设有两端分别延伸至第二半内圈的两对接端面处的第二弧形凹槽,当第一半内圈和第二半内圈对接拼合形成整圆结构的轴承内圈时,第一弧形凹槽和第二弧形凹槽对接拼合形成闭合环形凹槽结构,且第一自润滑衬垫和第二自润滑衬垫分别构建在第一弧形凹槽和第二弧形凹槽。
7.进一步,第一弧形凹槽和第二弧形凹槽的槽深为0.2mm~0.6mm。
8.进一步,第一自润滑衬垫和第二自润滑衬垫在对应的第一半内圈和第二半内圈的外球面上的构建面大小被配置为至少覆盖装配到位后的轴承外圈和轴承内圈之间的接触面。
9.进一步,第一自润滑衬垫和第二自润滑衬垫均为高分子材料衬垫结构。
10.基于同一发明构思,本发明还提供一种以上任一所述的可更换内圈的自润滑关节轴承的生产方法,包括以下步骤:s1,预制出可以对接拼合形成整圆结构轴承内圈的第一半内圈和第二半内圈;并分别在第一半内圈和第二半内圈的外球面上开设处可以对接形成闭合环形凹槽结构的第一弧形凹槽和第二弧形凹槽;s2,在第一半内圈的第一弧形凹槽以及第二半内圈的第二弧形凹槽中分别构建第一自润滑衬垫和第二自润滑衬垫;
s3,将外球面上构建有第一自润滑衬垫的第一半内圈先装入到轴承外圈的内孔中,而后将外球面上构建有第二自润滑衬垫的第二半内圈装入到轴承外圈的内孔空缺位置中,使得第一半内圈和第二半内圈对接拼合形成整圆结构的轴承内圈。
11.进一步,步骤s1中,预制一体式整圆结构的轴承内圈,然后通过线切割加工沿轴承内圈的轴向将轴承内圈进行均匀对半剖分,而后,用高分子材料对第一半内圈和第二半内圈的各对接端面进行填补,再经机加工铣平各个对接端面上的高分子材料,进而使得第一半内圈和第二半内圈对接拼合后能够形成整圆结构的轴承内圈。
12.进一步,步骤s2中,通过喷涂工艺将高分子材料喷涂于第一半内圈的第一弧形凹槽以及第二半内圈的第二弧形凹槽中,待高分子材料固化后,对成型于第一弧形凹槽和第二弧形凹槽中的高分子材料进行车削加工以在第一半内圈和第二半内圈的外球面上分别形成与轴承外圈的内球面相适配的第一自润滑衬垫和第二自润滑衬垫。
13.进一步,步骤s1和/或步骤s2中,提供一种用于定位第一半内圈和第二半内圈的定位工装,定位工装包括芯轴、端盖和螺栓,芯轴的外径与由第一半内圈和第二半内圈拼合形成的轴承内圈的通孔内径相适配,且芯轴的一端形成有抵接端部,端盖通过螺栓连接于芯轴上远离抵接端部的另一端,第一半内圈和第二半内圈通过抵接端部和端盖的相互配合进行夹持紧固而抱紧定位在芯轴上。
14.上述技术方案具有如下优点或有益效果:
15.本发明所述的可更换内圈的自润滑关节轴承及其生产方法中,轴承内圈是由第一半内圈和第二半内圈对接拼合形成的分体式拼装结构,并且,相比于现有技术中自润滑衬垫设置在轴承外圈的内球面上的关节轴承,第一自润滑衬垫和第二自润滑衬垫是分别构建在第一半内圈和第二半内圈的外球面上,如此便形成了可更换内圈的自润滑关节轴承,使用时,轴承外圈可以转入轴承座内,而后,将构建有第一自润滑衬垫的第一半内圈和构建有第二自润滑衬垫的第二半内圈先后装入到轴承外圈中去,由于第一半内圈和第二半内圈为分体式结构,因此,当自润滑衬垫发生磨损时,无需更换全套轴承或破坏轴承座,只需将第一半内圈和第二半内圈拆卸下来,在第一半内圈和第二半内圈上重新构建对应的第一自润滑衬垫和第二自润滑衬垫或者重新更换新的构建有第一自润滑衬垫和第二自润滑衬垫的第一半内圈和第二半内圈即可。如此,便可降低轴承的维修或更换成本,有利于提高该自润滑关节轴承产品的市场竞争力。
附图说明
16.图1是本发明实施例的自润滑关节轴承的立体结构示意图。
17.图2是本发明实施例的自润滑关节轴承的结构剖视图。
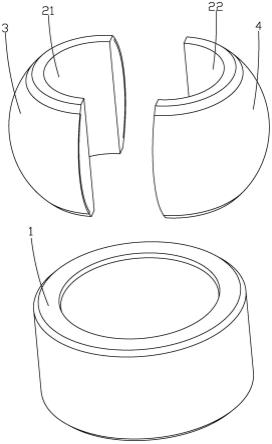
18.图3是本发明实施例的自润滑关节轴承的装配过程状态图一。
19.图4是本发明实施例的自润滑关节轴承的装配过程状态图二。
20.图5是本发明实施例的第一半内圈和第二半内圈定位在定位工装上的立体结构示意图。
21.图6是本发明实施例的第一半内圈和第二半内圈定位在定位工装上的另一角度立体结构示意图。
22.图7是本发明实施例的第一半内圈和第二半内圈定位在定位工装上的配合结构剖
视图。
23.标号说明:
24.1、轴承外圈,2、轴承内圈,3、第一自润滑衬垫,4、第二自润滑衬垫,5、定位工装,21、第一半内圈,22、第二半内圈,51、芯轴,52、端盖,53、螺栓,211、第一弧形凹槽,221、第二弧形凹槽,511、抵接端部。
具体实施方式
25.下面结合附图及实施例对本发明作进一步描述。
26.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.请参照附图1至附图7,本发明的一种实施例提供一种可更换内圈的自润滑关节轴承,包括轴承外圈1和轴承内圈2,轴承内圈2为至少由第一半内圈21和第二半内圈22对接拼合形成的分体式拼装结构,且第一半内圈21和第二半内圈22的外球面上分别构建有第一自润滑衬垫3和第二自润滑衬垫4。可以理解的是,本实施例中,轴承内圈2是由第一半内圈21和第二半内圈22对接拼合形成的分体式拼装结构,并且,相比于现有技术中自润滑衬垫设置在轴承外圈的内球面上的关节轴承,第一自润滑衬垫3和第二自润滑衬垫4是分别构建在第一半内圈21和第二半内圈22的外球面上,如此便形成了可更换内圈的自润滑关节轴承,使用时,轴承外圈1可以转入轴承座内,而后,将构建有第一自润滑衬垫3的第一半内圈21和构建有第二自润滑衬垫4的第二半内圈22先后装入到轴承外圈1中去,由于第一半内圈21和第二半内圈22为分体式结构,因此,当自润滑衬垫发生磨损时,无需更换全套轴承或破坏轴承座,只需将第一半内圈21和第二半内圈22拆卸下来,在第一半内圈21和第二半内圈22上重新构建对应的第一自润滑衬垫3和第二自润滑衬垫4或者重新更换新的构建有第一自润滑衬垫3和第二自润滑衬垫4的第一半内圈21和第二半内圈22即可。如此,便可降低轴承的维修或更换成本,有利于提高该自润滑关节轴承产品的市场竞争力。
28.请参照附图1、附图2,其中一种较优实施例中,第一半内圈21和第二半内圈22均为半圆状结构,第一半内圈21和第二半内圈22对接拼合形成整圆结构的轴承内圈2。
29.请参照附图1至附图7,其中一种较优实施例中,第一半内圈21的外球面上开设有两端分别延伸至第一半内圈21的两对接端面处的第一弧形凹槽211,第二半内圈22的外球面上开设有两端分别延伸至第二半内圈22的两对接端面处的第二弧形凹槽221,当第一半内圈21和第二半内圈22对接拼合形成整圆结构的轴承内圈2时,第一弧形凹槽211和第二弧形凹槽221对接拼合形成闭合环形凹槽结构,且第一自润滑衬垫3和第二自润滑衬垫4分别构建在第一弧形凹槽211和第二弧形凹槽221中。可以理解的是,本实施例中,通过在第一半内圈21的外球面和第二半内圈22的外球面上分别开设第一弧形凹槽211和第二弧形凹槽221,可以使得第一自润滑衬垫3和第二自润滑衬垫4能够更为稳固地分别粘结在第一弧形凹槽211和第二弧形凹槽221中。
30.请参照附图5至附图7,其中一种较优实施例中,第一弧形凹槽211和第二弧形凹槽221的槽深为0.2mm~0.6mm。本实施例中,优选地,第一弧形凹槽211和第二弧形凹槽221的
槽深为被配置为0.4mm。
31.请参照附图1至附图4,其中一种较优实施例中,第一自润滑衬垫3和第二自润滑衬垫4在对应的第一半内圈21和第二半内圈22的外球面上的构建面大小被配置为至少覆盖装配到位后的轴承外圈1和轴承内圈2之间的接触面。使在该自润滑关节轴承使用时,轴承内圈2的外球面与轴承外圈1的内球面之间并未直接接触,而是通过第一自润滑衬垫3和第二自润滑衬垫4进行接触而产生润滑作用的。
32.请参照附图1至附图4,其中一种较优实施例中,第一自润滑衬垫3和第二自润滑衬垫4均为高分子材料衬垫结构。本实施例中,用于成型自润滑衬垫的高分子材料为现有技术,例如在cn102408711a的文献中就有公开一种用于制成自润滑衬垫的配方材料。本实施例的高分子材料还可以选自现有技术中用于成型模塑衬垫的高分子材料。
33.请参照附图1至附图7,本发明的一种实施例还提供一种可更换内圈的自润滑关节轴承的生产方法,包括以下步骤:s1,预制出可以对接拼合形成整圆结构轴承内圈2的第一半内圈21和第二半内圈22;并分别在第一半内圈21和第二半内圈22的外球面上开设处可以对接形成闭合环形凹槽结构的第一弧形凹槽211和第二弧形凹槽221;s2,在第一半内圈21的第一弧形凹槽211以及第二半内圈22的第二弧形凹槽221中分别构建第一自润滑衬垫3和第二自润滑衬垫4;s3,将外球面上构建有第一自润滑衬垫3的第一半内圈21先装入到轴承外圈1的内孔中,而后将外球面上构建有第二自润滑衬垫4的第二半内圈22装入到轴承外圈1的内孔空缺位置中,使得第一半内圈21和第二半内圈22对接拼合形成整圆结构的轴承内圈2。
34.请参照附图1至附图7,其中一种较优实施例中,步骤s1中,预制一体式整圆结构的轴承内圈2,然后通过线切割加工沿轴承内圈2的轴向将轴承内圈2进行均匀对半剖分,而后,用高分子材料对第一半内圈21和第二半内圈22的各对接端面进行填补,再经机加工铣平各个对接端面上的高分子材料,进而使得第一半内圈21和第二半内圈22对接拼合后能够形成整圆结构的轴承内圈2。通过线切割方式剖分轴承内圈2来形成第一半内圈21和第二半内圈22较为方便快捷,有利于降低生产成本,但需利用高分子材料来第一半内圈21和第二半内圈22的各对接端面因线切割所损失的部分。然而,本领域技术人员应理解,在其他实施例中,第一半内圈21和第二半内圈22并不局限于本实施例所公开的具体制作方法,也可以是通过其他方法加工成型,例如,直接在预制的轴承内圈2中预留线切割消耗部分,使得通过线切割分割形成的第一半内圈21和第二半内圈22可以直接拼合形成整圆结构的轴承内圈2。或者直接通过精加工分别预制出两个可以直接拼合形成整圆结构的轴承内圈2的第一半内圈21和第二半内圈22。
35.请参照附图5至附图7,其中一种较优实施例中,步骤s2中,通过喷涂工艺利用喷枪将高分子材料喷涂于第一半内圈21的第一弧形凹槽211以及第二半内圈22的第二弧形凹槽221中,待高分子材料固化后,对成型于第一弧形凹槽211和第二弧形凹槽221中的高分子材料进行车削加工以在第一半内圈21和第二半内圈22的外球面上分别形成与轴承外圈1的内球面相适配的第一自润滑衬垫3和第二自润滑衬垫4。
36.请参照附图5至附图7,其中一种较优实施例中,步骤s1和/或步骤s2中,提供一种用于定位第一半内圈21和第二半内圈22的定位工装5,定位工装5包括芯轴51、端盖52和螺
栓53,芯轴51的外径与由第一半内圈21和第二半内圈22拼合形成的轴承内圈2的通孔内径相适配,且芯轴51的一端形成有抵接端部511,端盖52通过螺栓53连接于芯轴51上远离抵接端部511的另一端,第一半内圈21和第二半内圈22通过抵接端部511和端盖52的相互配合进行夹持紧固而抱紧定位在芯轴51上。可以理解的是,通过该定位工装5可以对第一半内圈21和第二半内圈22进行夹持固定,而后便可快捷方便地在第一半内圈21和第二半内圈22外球面上加工出第一弧形凹槽211和第二弧形凹槽221。且当第一半内圈21和第二半内圈22的第一弧形凹槽211和第二弧形凹槽221上分别喷涂好高分子材料并固化成型后,也可以通过该定位工装5对其进行夹持固定,而后便可快捷方便地对第一半内圈21和第二半内圈22的外球面上的第一自润滑衬垫3和第二自润滑衬垫4进行机加工以与轴承外圈1的内球面相适配。
37.以上所述,实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中的部分技术特征进行等同替换;而这些修改或替换,并不使相应技术方案脱离本发明实施例技术方案的精神和范围,因此本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1