一种汽柴油发电机中的球轴承及其生产工艺的制作方法
1.本发明涉及轴承及其生产工艺技术领域,具体为一种汽柴油发电机中的球轴承及其生产工艺。
背景技术:
2.汽柴油机驱动发电机运转,将汽柴油的能量转换为电能。在汽柴油机缸内,通过喷油嘴射出的高压雾化柴油的充分混合,在活塞上行的挤压下,体积缩小温度迅速升高,达到柴油的燃点,柴油被点燃,混合气体剧烈燃烧,体积迅速膨胀,推动活塞下行,作用在活塞上的推力经过连杆变成了推动曲轴转动的力量,从而带动曲轴旋转,曲轴与发电机同轴安装。
3.由于汽柴油机在开始驱动时,产生的作用载荷力相当大,轴承滚道表面承受载荷较大,而正常运转时载荷力较小,但汽柴油发电机在使用中需经常频繁启动,频繁启动运行形成一个交变载荷,这个交变载荷使轴承滚道表面容易疲劳,致使轴承寿命短。
4.解决轴承产生疲劳损坏的办法有多样,但都不尽理想。对此,我们采用的对策有多种其中一种采用变曲率沟道球轴承。
5.此外,申请人在实际生产变曲率沟道轴承的过程中发现如下问题:市面上没有针对变曲率沟道轴承加工的专门设备,各厂家基本依赖自行技术改造,以实现轴承的批量化加工生产。而针对旧设备进行升级改造需要大量采购配件,尤其是定制不同型号的砂轮,才能实现生产目的。砂轮作为耗材,在使用一段时间后难免出现磨损,导致加工精度难以达到设计需求。鉴于此,针对变曲率沟道轴承的加工困难的问题,申请人还设计了一套能够适应多种型号尺寸变曲率沟道轴承加工的专用设备。
技术实现要素:
6.本发明的目的在于提供一种汽柴油发电机中的球轴承及其生产工艺,以解决上述背景技术中提出的问题。
7.为实现上述目的,本发明提供如下技术方案:一种汽柴油发电机中的球轴承,包括球轴承本体,球轴承本体包括轴承外圈和轴承内圈,轴承外圈的内周设置外圈滚道,轴承内圈的外周设置内圈滚道,钢球设置在外圈滚道和内圈滚道之间,外圈滚道和内圈滚道围合形成环形容球轨道,环形容球轨道的沟底顶点处的曲率半径最小,而沟底两侧向外的变曲率圆弧上的曲率半径渐大。
8.优选的,环形容球轨道的横截面呈椭圆形;参数设计如下:钢球直径为dw,环形容球轨道的椭圆形横截面的长半轴为a,椭圆形横截面的短半轴为b,钢球中心点与椭圆形横截面的中心点距离为h,钢球与沟底的间隙为ε,沟底两侧向外的变曲率圆弧的包角为2β,ro为变曲率圆弧端点处的曲率半径,根据关系式:b = k.dw
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a = k1.dw
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
h = k2.dw
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ε= (k1-k2-0.5)dw其中: k=ro/dw,ro=0.505dw; k1=k(8k
2-1)
1/2 ,k2=[(k12‑ꢀ
k2)(1-1/4k2) ]
1/2 ;其中,2β取值为40
°
~55
°
。
9.优选的,轴承外圈的的外圈滚道和轴承内圈的内圈滚道的磨削成型作业均在轴承滚道自动加工设备上进行;所述轴承滚道自动加工设备包括设备基板,在设备基板的左下方设置进料轨道,在进料轨道右下方的设备基板上安装进料摆臂;在设备基板的右下方设置出料轨道,在出料轨道左上方的设备基板上安装出料摆臂;在设备基板的中部前侧设置磨削装置安装架,在磨削装置安装架上安装磨削电机,在磨削电机上电机轴上安装磨削砂轮;在设备基板的中部设置磨削支撑装置;在磨削支撑装置上方的设备基板上设置磨削冷却装置;所述磨削冷却装置包括弧形磨削液臂滑槽,磨削液臂滑槽开设在设备基板上,在磨削液臂滑槽内设置磨削液臂滑块,在磨削液臂滑块上固定磨削液臂,所述磨削液臂内设置磨削液内通道,磨削液内通道的一端通过磨削液导液管连接磨削液泵,磨削液内通道的另一端安装磨削液喷头。
10.优选的,所述磨削支撑装置包括第一支撑滚筒和第二支撑滚筒,第一支撑滚筒和第二支撑滚筒均包括滚筒支撑架和支撑滚筒,支撑滚筒包括辊筒轴芯和转动筒体,转动套筒通过滚筒轴承套装在滚筒轴心上,滚筒轴心的两端固定在滚筒支架上,滚筒支架固定在设备基板上。
11.优选的,磨削装置安装架包括安装底板和升降安装板,安装底板上设置电机升降调节气缸,电机升降调节气缸的伸缩臂连接升降安装板,在升降安装板上开设横移滑槽,在横移滑槽内设置横移滑块,磨削电机固定在横移滑块上;在升降安装板的一端安装平移驱动电机,平移驱动电机的电机轴通过联轴器连接平移丝杠的一端,平移丝杠的另一端插装在丝杠轴承座上;在横移滑块上开设丝孔且横移滑块通过丝孔套装在平移丝杠上。
12.优选的,进料轨道和出料轨道的横截面均呈包括一个斜坡式轨道底板和一个轨道挡板,斜坡式轨道底板安装固定在设备基板上,轨道挡板焊接设置在斜坡式轨道底板的外侧面;设备基板、斜坡式轨道底板和轨道挡板围合形成一个“凵”形的存储移动空间;进料轨道和出料轨道的斜坡式轨道底板均为左高右低式倾斜设置。
13.优选的,进料摆臂和出料摆臂均包括一个摆臂功能组,所述摆臂功能组包括摆臂伸缩气缸、摆臂旋转电机、弧形摆臂和张紧取料结构;摆臂的安装端插装固定在摆臂旋转电机的电机轴上,摆臂旋转电机固定在摆臂伸缩气缸的伸缩轴上,摆臂伸缩气缸固定在设备基板上;摆臂的自由端安装张紧取料结构。
14.优选的,所述张紧取料结构包括第一气柱、第二气柱、第一推板、第二推板、第一折杆、第二折杆、第一撑块、第二撑块和弹簧复位套件;在摆臂内分别开设第一气柱收纳孔和第二气柱收纳孔;第一气柱收纳孔的底部连通第一气柱的固定端,第一气柱的伸缩端连接第一推板;第二气柱收纳孔的底部连通第二气柱的固定端,第二气柱的伸缩端连接第一推板;第一气柱收纳孔和第二气柱收纳孔分别通过气阀和气管连接压缩气源;第一推板的两侧分别通过第一折杆和第二折杆连接第二推板的两端;所述第一折杆和第二折杆分别由两根支杆铰接而成,在第一折杆的铰接轴上套装第一撑块,在第二折杆的铰接轴上套装第二撑块;
所述弹簧复位套件包括弹簧套筒、复位撑杆和复位弹簧,弹簧套筒为一端敞口一端封闭的筒体;弹簧套筒的封闭端固定在摆臂上且位于第一气柱收纳孔和第二气柱收纳孔之间,弹簧套筒的敞口端设置套筒挡环,在弹簧套筒的敞口端插入复位撑杆,复位撑杆插入弹簧套筒内的一端安装撑杆挡环,在撑杆挡环和套筒挡环之间的复位撑杆上套装复位弹簧;复位撑杆的外伸端连接第二推板;在第二推板的外侧安装球形滑动滚轮。
15.优选的,轴承滚道自动加工设备还包括出料清洁机组,所述出料清洁机组包括储液箱,在储液箱内设置中间滤网,中间滤网将储液箱分隔成清洁仓和污液仓;在清洁仓内设置磨削液泵;在清洁仓上设置出液口,在出液口内插装磨削液导液管;在污液仓上设置进液口,在进液口内插装磨削液回液管的下端;磨削液回液管的上端连接承接漏斗,所述承接漏斗设置在与出料轨道的后端衔接的输送带的下方;在出料轨道的上方设置气动喷头,气动喷头通过气阀和气管连接压缩气源。
16.与现有技术相比,本发明的有益效果是:本发明结构设置合理,功能性强,具有以下优点:变曲率沟道球轴承是一种新型结构的轴承,其显著特点是钢球和沟道接触应力均匀,因而摩擦力小,温升低,工作载荷与转速高。环形容球轨道的沟底处的曲率半径最小,而沟底两侧向外的变曲率圆弧上的曲率半径渐大,可以承受较大交变载荷力。
17.在正常运行时,钢球在两侧向外的变曲率圆弧上滚动,摩擦力小,转速高。通过变曲率的技术应用,解决了汽柴油发电机轴承的因交变载荷力造成的轴承滚道表面过早疲劳损坏。
18.本专利通过改进自动矫正式磨削装置能够实现变曲率沟道球轴承内圈和外圈沟道的自动磨削加工成型作业,自动化程度高,且砂轮磨损后能够通过该设备进行打磨修复,能够节约耗材并降低生产成本。
附图说明
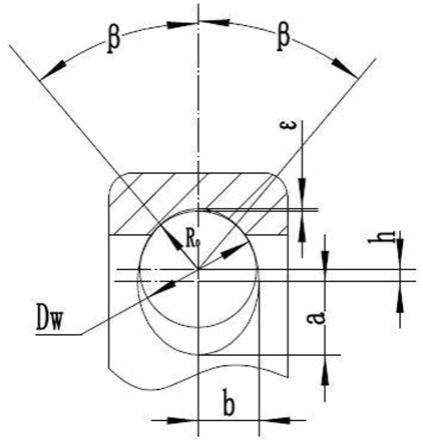
19.图1为本发明所述球轴承的结构示意图;图2为当ro=0.505dw 时,2β的取值与轴承寿命之间的关系曲线图;图3为轴承滚道自动加工设备的结构示意图;图4为出料清洁机组的结构示意图;图5为张紧取料结构的结构示意图(收缩状态);图6为张紧取料结构的结构示意图(胀开状态)。
20.图中:1、进料摆臂;2、设备基板;3、磨削液臂滑槽;4、磨削液喷头;5、磨削液臂;6、摆臂伸缩气缸;7、摆臂旋转电机;8、出料摆臂;9、磨削液导液管;10、进料轨道;11、平移丝杠;12、平移驱动电机;13、升降安装板;14、安装底板;15、横移滑块;16、磨削电机;17、磨削砂轮;18、磨削支撑装置;19、出料轨道;20、斜坡式轨道底板;21、轴承外圈;22、气动喷头;23、输送带;24、承接漏斗;25、进液口;26、污液仓;27、中间滤网;28、清洁仓;29、磨削液泵;30、出液口;31、第一气柱收纳孔;32、第一气柱;33、摆臂;34、撑杆挡环;35、弹簧套筒;36、第一推板;37、第二气柱;38、第二气柱收纳孔;39、第二折杆;40、第二铰接轴;41、第二撑块;42、第二推板;43、球形滑动滚轮;44、套筒挡环;45、复位撑杆;46、复位弹簧;47、第一折杆;48、第一铰接轴;49、第一撑块。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.实施例一:如图1所示,本发明提供一种技术方案:一种汽柴油发电机中的球轴承,包括球轴承本体,球轴承本体包括轴承外圈和轴承内圈,轴承外圈的内周设置外圈滚道,轴承内圈的外周设置内圈滚道,钢球设置在外圈滚道和内圈滚道之间,外圈滚道和内圈滚道围合形成环形容球轨道,环形容球轨道的沟底顶点处的曲率半径最小,而沟底两侧向外的变曲率圆弧上的曲率半径渐大。
23.优选的,环形容球轨道的横截面呈椭圆形;参数设计如下:钢球直径为dw,环形容球轨道的椭圆形横截面的长半轴为a,椭圆形横截面的短半轴为b,钢球中心点与椭圆形横截面的中心点距离为h,钢球与沟底的间隙为ε,沟底两侧向外的变曲率圆弧的包角为2β,ro为变曲率圆弧端点处的曲率半径,根据关系式:b = k.dw
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a = k1.dw
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
h = k2.dw
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ε= (k1-k2-0.5)dw其中: k=ro/dw,ro=0.505dw; k1=k(8k
2-1)
1/2 ,k2=[(k12‑ꢀ
k2)(1-1/4k2) ]
1/2 ;其中,2β取值为40
°
~55
°
,计算中取值45
°
。
24.以钢球直径为15.081mm的轴承为例,首先计算参数k、k1和k2,k=ro/dw=7.616
×
15.081 =0.505 (ro=0.505dw=7.616);k1=k(8k
2-1)
1/2
=0.505
×
(8
×
0.505
2-1)
1/2 =0.515k2=[(k12‑ꢀ
k2)(1-1/4k2) ]
1/2
=[(0.5152‑ꢀ
0.5052)(1-1/4
×
0.5052) ]
1/2 =0.014接下来计算沟道长轴a、短半轴为b,钢球中心径与椭圆形横截面的中心点距离为h,钢球与沟底的间隙为ε:a = k1.dw =0.515
×
15.081=7.767mm;b = k.dw =0.505
×
15.081=7.616mm;h = k2.dw =0.014
×
15.081=0.211mm;ε=(k1-k2-0.5)dw =(0.515-0.014-0.5)
ꢀ×
15.081=0.015mm。
25.申请人通过实验证实,将ro设置为0.505dw,2β取值为40
°
~55
°
时,能够有效延长轴承的使用寿命,详见图2。图2为当ro=0.505dw 时,2β的取值与轴承寿命之间的关系曲线图,从关系曲线图可以得知,当设置恒定载荷18kn时,2β的取值在40
°
~55
°
范围内,轴承寿命l90(h)呈显著的抛物线形。
26.实施例二:如图3-6所示,轴承外圈的的外圈滚道和轴承内圈的内圈滚道的磨削成型作业均
在轴承滚道自动加工设备上进行;所述轴承滚道自动加工设备包括设备基板,在设备基板的左下方设置进料轨道,在进料轨道右下方的设备基板上安装进料摆臂;在设备基板的右下方设置出料轨道,在出料轨道左上方的设备基板上安装出料摆臂;在设备基板的中部前侧设置磨削装置安装架,在磨削装置安装架上安装磨削电机,在磨削电机上电机轴上安装磨削砂轮;在设备基板的中部设置磨削支撑装置;在磨削支撑装置上方的设备基板上设置磨削冷却装置;所述磨削冷却装置包括弧形磨削液臂滑槽,磨削液臂滑槽开设在设备基板上,在磨削液臂滑槽内设置磨削液臂滑块,在磨削液臂滑块上固定磨削液臂,所述磨削液臂内设置磨削液内通道,磨削液内通道的一端通过磨削液导液管连接磨削液泵,磨削液内通道的另一端安装磨削液喷头。
27.所述磨削支撑装置包括第一支撑滚筒和第二支撑滚筒,第一支撑滚筒和第二支撑滚筒均包括滚筒支撑架和支撑滚筒,支撑滚筒包括辊筒轴芯和转动筒体,转动套筒通过滚筒轴承套装在滚筒轴心上,滚筒轴心的两端固定在滚筒支架上,滚筒支架固定在设备基板上。
28.磨削装置安装架包括安装底板和升降安装板,安装底板上设置电机升降调节气缸,电机升降调节气缸的伸缩臂连接升降安装板,在升降安装板上开设横移滑槽,在横移滑槽内设置横移滑块,磨削电机固定在横移滑块上;在升降安装板的一端安装平移驱动电机,平移驱动电机的电机轴通过联轴器连接平移丝杠的一端,平移丝杠的另一端插装在丝杠轴承座上;在横移滑块上开设丝孔且横移滑块通过丝孔套装在平移丝杠上。
29.进料轨道和出料轨道的横截面均呈包括一个斜坡式轨道底板和一个轨道挡板,斜坡式轨道底板安装固定在设备基板上,轨道挡板焊接设置在斜坡式轨道底板的外侧面;设备基板、斜坡式轨道底板和轨道挡板围合形成一个“凵”形的存储移动空间;进料轨道和出料轨道的斜坡式轨道底板均为左高右低式倾斜设置。
30.进料摆臂和出料摆臂均包括一个摆臂功能组,所述摆臂功能组包括摆臂伸缩气缸、摆臂旋转电机、弧形摆臂和张紧取料结构;摆臂的安装端插装固定在摆臂旋转电机的电机轴上,摆臂旋转电机固定在摆臂伸缩气缸的伸缩轴上,摆臂伸缩气缸固定在设备基板上;摆臂的自由端安装张紧取料结构。
31.所述张紧取料结构包括第一气柱、第二气柱、第一推板、第二推板、第一折杆、第二折杆、第一撑块、第二撑块和弹簧复位套件;在摆臂内分别开设第一气柱收纳孔和第二气柱收纳孔;第一气柱收纳孔的底部连通第一气柱的固定端,第一气柱的伸缩端连接第一推板;第二气柱收纳孔的底部连通第二气柱的固定端,第二气柱的伸缩端连接第一推板;第一气柱收纳孔和第二气柱收纳孔分别通过气阀和气管连接压缩气源;第一推板的两侧分别通过第一折杆和第二折杆连接第二推板的两端;所述第一折杆的两根支杆通过第一铰接轴铰接而成,第二折杆的两根支杆通过第二铰接轴铰接而成。在第一铰接轴上套装第一撑块,在第二铰接轴上套装第二撑块。
32.所述弹簧复位套件包括弹簧套筒、复位撑杆和复位弹簧,弹簧套筒为一端敞口一端封闭的筒体;弹簧套筒的封闭端固定在摆臂上且位于第一气柱收纳孔和第二气柱收纳孔之间,弹簧套筒的敞口端设置套筒挡环,在弹簧套筒的敞口端插入复位撑杆,复位撑杆插入弹簧套筒内的一端安装撑杆挡环,在撑杆挡环和套筒挡环之间的复位撑杆上套装复位弹簧;复位撑杆的外伸端连接第二推板;在第二推板的外侧安装球形滑动滚轮。
33.轴承滚道自动加工设备还包括出料清洁机组,所述出料清洁机组包括储液箱,在储液箱内设置中间滤网,中间滤网将储液箱分隔成清洁仓和污液仓;在清洁仓内设置磨削液泵;在清洁仓上设置出液口,在出液口内插装磨削液导液管;在污液仓上设置进液口,在进液口内插装磨削液回液管的下端;磨削液回液管的上端连接承接漏斗,所述承接漏斗设置在与出料轨道的后端衔接的输送带的下方;在出料轨道的上方设置气动喷头,气动喷头通过气阀和气管连接压缩气源。
34.本装置的作业过程如下:将待加工的轴承外圈(或轴承内圈)以队列的形式排布在进料轨道上,轴承外圈在自重力下沿着进料轨道的斜坡式轨道底板向右移动;进料摆臂的摆臂伸缩气缸带动进料摆臂向前移动预设距离,而后进料摆臂的摆臂旋转电机带动进料摆臂向摆动到进料轨道的上方并对准最右侧的轴承外圈;摆臂伸缩气缸带动进料摆臂向后回缩,并使得张紧取料结构插入到轴承外圈内,直至第二推板上的球形滑动滚轮与此轴承外圈后面的设备基板相接触;启动压缩气源,令第一气柱和第二气柱伸长,并推动第一推板靠近第二推板,此时第一折杆和第二折杆同时向外弯折,使得第一撑块和第二撑块从内侧撑紧轴承外圈的内壁。进料旋转电机带动进料摆臂旋转直至将轴承外圈沿设备基板拖动到第一支撑滚筒和第二支撑滚筒的上方,此时反向控制张紧取料结构,令其收缩并释放轴承外圈,放置牢固后进料摆臂返回到初始位置。
35.控制磨削装置安装架上磨削电机的位置,令磨削砂轮能够磨削轴承外圈内周的外圈滚道。在磨削过程中,启动磨削液泵,通过磨削液导液管向磨削液臂的磨削液喷头向磨削出喷淋磨削液,起到冷却和除屑的作用。
36.完成磨削后,磨削电机退回到初始位置,出料摆臂再将轴承外圈移动到出料轨道上,而后滚动到与出料轨道的后端衔接的输送带,经过气动喷头的气流清洁后,完成加工作业。
37.本装置设置有专门的出料清洁机组,用于储放磨削液的同时,还能回收过滤使用过的磨削液,便于重复循环使用,节约生产成本。
38.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1