一种空气弹簧减振器总成及车辆的制作方法
1.本技术实施例涉及汽车制造技术领域,尤其涉及一种空气弹簧减振器总成及车辆。
背景技术:
2.随着汽车的普及度越来越高,汽车如今除了要满足传统目标功能、行驶安全性、强度和耐用性外,人们对汽车轻量化、行驶舒适性和降低噪音方面提出了越来越高的要求。汽车在实际行驶过程中,所涉及的路况复杂,路面冲击会传递给车身,影响行驶舒适性。而空气弹簧作为一种理想的隔振元件,其通过在柔性密封容器中加入压缩空气,利用空气压缩的非线性恢复力来实现隔振和缓冲作用,以减小车身的上下颠簸程度,进而提高驾驶舒适性。
3.鉴于汽车总成拆分“软硬分离”的发展总趋势,即将高强度需求的金属类结构件与橡胶等软质类的易损件分离式设计,由此,也使得结构较复杂的空气弹簧的可拆卸计也变得尤为必要。由于空气弹簧一般集成度高,上顶座本身的结构较为复杂,诸如,通常上顶座上端要与车身连接,且上顶座内腔中需要安装上顶座衬套等部件。
4.而相关技术中上顶座一般为单一金属一体成型设计,其结构复杂,制造及维护成本高,且不便于拆卸维修。
技术实现要素:
5.鉴于此,本技术实施例提供一种空气弹簧减振器总成及车辆,其具有结构简单、制造及维护成本低、便于拆卸维修的优点。
6.为达到上述目的,本技术实施例第一方面提供一种空气弹簧减振器总成,包括空气弹簧分总成和减振器分总成,其中,空气弹簧分总成包括上顶座组件和下空气弹簧组件;减振器分总成,竖直固定连接于空气弹簧分总成上。上顶座组件包括上顶座和支撑件,上顶座具有容纳腔,用于容纳减振器分总成的活塞杆的至少部分以及套装在活塞杆上的衬套;另外,支撑件上具有通孔,上顶座的至少部分套接在通孔内,且与支撑件可拆卸连接。
7.具体地,上顶座组件并非采用一体成型设计,而是将上顶座组件分成上顶座和支撑件两部分分别加工成型,即为分体式设计。由于上顶座结构比较复杂,诸如,相关技术中采用单一铝材一体成型制造,其工序及工艺较为复杂,且一体成型设计往往是单一材质件,难以形成复合材质的上顶座。而本技术将其拆分成上顶座和支撑件两个相对简单的部件后,一方面,可把复杂件转化成结构简单的部件,减少工序、进而降低制造成本;另一方面,上顶座和支撑件两个分部件其材质可以各不相同,比如,可以将上顶座和支撑件的其中一个可以制成金属材质,另一个可以制成非金属材质,如此可助于上顶座组件的轻量化设计。另外,支撑件上具有通孔,上顶座的至少部分套接在通孔内,且与支撑件可拆卸连接,这里,支撑件与上顶座可拆卸的设计,便于拆卸维修上顶座组件,进而可降低维护成本。诸如,上顶座组件中的上顶座的容纳腔壁出现破坏时,又或是支撑件出现破坏时,只需换其中一个
部件而已,不需要更换整个上顶座组件结构,可进一步降低维护成本。
8.在本技术的一种可能的实现方式中,上顶座的容纳腔呈环状结构,上顶座的顶端向容纳腔外侧翻折有与环状结构所在轴线垂直的翻边,容纳腔内具有承载部,承载部用于承载衬套及减振器分总成,上顶座的翻边通过连接件与车体连接。
9.在本技术的一种可能的实现方式中,上顶座的外壁的至少部分与支撑件的通孔的内壁过盈配合。这其中,由于支撑件的内壁需要与上顶座的外壁过盈配合,需要支撑件的内壁周围具有高强度的特点,以免内壁受到过大压力破坏,由此,可在支撑件的通孔内壁置加强筋,以提升支撑件内壁周围附近的强度,防止支撑件内壁受到挤压破坏。
10.在本技术的一种可能的实现方式中,上顶座为金属材质,支撑件为弹性材质,上顶座与支撑件弹性过盈配合。如此设计,由于支撑件为弹性材质,使得支撑件具有质轻的特点,相比较于上顶座和支撑件均为金属材质而言,不仅有助于空气弹簧减振器总成的轻量化,且可降低制造成本。另外,弹性材质的支撑件可以承受一定变形量,这样,支撑件的通孔内壁与上顶座的环状结构外壁弹性过盈配合时,可避免因上顶座压入支撑件通孔内时造成支撑件的通孔内壁出现破坏。
11.在本技术的一种可能的实现方式中,衬套包括衬套内管和衬套本体,衬套内管套装在活塞杆上,衬套本体与衬套内管连接,衬套套接在容纳腔内,且与容纳腔可拆卸连接。如此,可便于对衬套进行拆卸后维修或更换,从而可进一步地降低空气弹簧减振器总成的维护成本。
12.在本技术的一种可能的实现方式中,衬套内管为金属材质,衬套本体为弹性体,衬套本体套接在容纳腔内,且衬套本体的外壁与内壁弹性过盈配合。这里,相比较于外壁为金属材质的衬套与容纳腔内壁过盈配合而言,由于衬套本体为弹性体,当衬套压入容纳腔时衬套本体与容纳腔内壁是弹性过盈配合,能够降低对腔壁表面的损伤,且便于拆卸、节省维护成本。
13.在本技术的一种可能的实现方式中,空气弹簧减振器总成包括挡圈和上密封盖,容纳腔的内壁上开设有与挡圈适配的第一环形槽,上密封盖的至少部分套接在容纳腔内,并与容纳腔间隙配合,上顶座在挡圈远离上密封盖的一侧的位置设有拆卸孔,用于为拆卸工具拆卸挡圈提供操作空间。其中,挡圈的设置用于将上密封盖固定限位于容纳腔内,拆卸孔的设置可便于拆卸挡圈,进而能够取出上密封盖。
14.在本技术的一种可能的实现方式中,拆卸孔自上而下贯穿上顶座的顶部,并延伸至上顶座与挡圈的同一水平位置或同一水平位置以下。如此,外部拆卸工具的操作端可沿拆卸孔的路径延伸至挡圈的外圈附近位置,以便能拆卸挡圈。
15.在本技术的一种可能的实现方式中,下空气弹簧组件包括气囊和紧固件,气囊通过紧固件与支撑件可拆卸连接。如此,便于拆卸、维修空气弹簧减振器总成,降低维修成本。
16.本技术实施例第二方面提供一种车辆,包括车体、转向架及第一方面中任一项空气弹簧减振器总成。其中,转向架设置在车体下方,空气弹簧减振器总成的一端与车体连接,另一端连接于转向架。空气弹簧减振器可通过阻尼的调节可以减少车辆在路况较差时的振动,使车身更加平稳,有效地改善车辆行驶的平顺性,且空气弹簧减振器总成的轻量化、便于拆卸维修的特点,可提升车辆的轻量化及降低车辆的维护成本。
附图说明
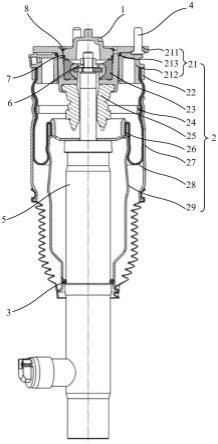
17.图1为本技术实施例提供的一种空气弹簧减振器总成结构示意图;
18.图2为本技术实施例提供的一种空气弹簧分总成结构示意图;
19.图3为本技术实施例提供的一种减振器分总成结构示意图;
20.图4为本技术实施例提供的一种上顶座结构示意图;
21.图5为本技术实施例提供的一种支撑件结构示意图;
22.图6为本技术实施例提供的一种衬套位于上顶座容纳腔内的结构示意图。
23.附图标记:
24.1-上密封盖;2-空气弹簧分总成;21-上顶座组件;211-上顶座;2111-翻边;2112-容纳腔;2113-承载部;2114-拆卸孔;2115-第一环形槽;2116-第二环形槽;212-支撑件;2121-通孔;213-第一密封圈;22-上扣压环;23-衬套;231-衬套内管;232-衬套本体;24-支撑环;25-缓冲块;26-下扣压环;27-外护套;28-气囊;29-活塞;3-第三密封圈;4-连接件;5-减振器分总成;51-减振器筒体;52-活塞杆;6-锁紧螺母;7-第二密封圈;8-挡圈。
具体实施方式
25.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术的具体技术方案做进一步详细描述。以下实施例用于说明本技术,但不用来限制本技术的范围。
26.在本技术实施例中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术实施例的描述中,除非另有说明,“多个”的含义是两个或两个以上。
27.此外,在本技术实施例中,“上”、“下”、“左”以及“右”等方位术语是相对于附图中的部件示意置放的方位来定义的,应当理解到,这些方向性术语是相对的概念,它们用于相对于的描述和澄清,其可以根据附图中部件所放置的方位的变化而相应地发生变化。
28.在本技术实施例中,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连。
29.在本技术实施例中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。
30.在本技术实施例中,“示例性地”或者“例如”等词用于表示作例子、例证或说明。本技术实施例中被描述为“示例性地”或者“例如”的任何实施例或设计方案不应被解释为比其他实施例或设计方案更优选或更具优势。确切而言,使用“示例性地”或者“例如”等词旨在以具体方式呈现相关概念。
31.本技术实施例提供一种车辆,包括车体、转向架及空气弹簧关减振器总成。其中,转向架设置在车体下方,空气弹簧减振器总成的一端与车体连接,另一端连接于转向架。车
辆在路况较差时,空气弹簧减振器可通过阻尼的调节减少车辆的振动,使车身更加平稳,有效地提升汽车行驶的平顺性。
32.在一些实施例中,参照图1和图3,该空气弹簧减振器总成包括空气弹簧分总成2和减振器分总成5,其中,空气弹簧分总成2包括上顶座组件21和下空气弹簧组件;减振器分总成5,竖直固定连接于空气弹簧分总成2上。上顶座组件21包括上顶座211和支撑件212,上顶座211具有容纳腔2112,用于容纳减振器分总成5的活塞杆52的至少部分以及套装在活塞杆52上的衬套23;另外,支撑件212上具有通孔2121,上顶座211的至少部分套接在通孔2121内,且与支撑件212可拆卸连接。
33.具体地,减振器分总成5竖直固定连接于空气弹簧分总成2上,两者组合成支柱式空气弹簧总成,用于安装在车身和转向架之间。本技术中上顶座组件21并非采用一体成型设计,而是将上顶座组件21分成上顶座211和支撑件212两部分分别加工成型,即为分体式设计。由于上顶座211结构比较复杂,诸如,相关技术中采用单一铝材一体成型制造,其工序及工艺较为复杂,且一体成型设计往往是单一材质件,难以形成具有复合材质的上顶座211。而本技术将上顶座组件21拆分成上顶座211和支撑件212两个相对简单的部件后,一方面,可把复杂件转化成结构简单的部件,减少工序、进而降低制造成本;另一方面,上顶座211和支撑件212两个分部件其材质可以各不相同,比如,可以将上顶座211和支撑件212的其中一个可以制成金属材质,另一个可以制成非金属材质,如此可助于上顶座组件21的轻量化设计。另外,支撑件212上具有通孔2121,上顶座211的至少部分套接在通孔2121内,且与支撑件212可拆卸连接,这里,支撑件212与上顶座211可拆卸的设计,便于拆卸维修上顶座组件21,进而可降低维护成本。诸如,上顶座组件21中的上顶座211的容纳腔2112壁出现破坏时,又或是支撑件212出现破坏时,只需更换其中一个部件而已,不需要更换整个上顶座组件21结构。
34.这里,由于支撑件212为非金属材质时,诸如为橡胶等弹性材质时,其相比较于金属材质的上顶座211,两者使用寿命难以一致,即在使用过程中,难免其中一个先出现损坏,如此,可拆卸的设计十分必要,以便于其中一个部件损坏时进行拆卸更换,诸如,支撑件212先出现损坏时,只需拆卸更换支撑件212即可,不需要更换整个上顶座组件21结构。以上“软硬分离”的设计,可便于拆卸维修的同时,还可降低生产成本。
35.需要说明的是,上顶座211的容纳腔2112截面形状不作限定,可以是圆形、椭圆形、方形等,优选地,上顶座211容纳腔2112的截面形状为圆形,相比较而言,圆形截面易加工成型,且容纳腔2112内需要容纳活塞杆52、衬套23等空气弹簧元件,圆形截面的容纳腔2112便于对多种空气弹簧元件进行密封。本技术若无特别说明,均以圆形截面的容纳腔2112说明。另外,相应的支撑件212的内壁截面形状与容纳腔2112的截面形状一致,以使于两者过盈配合连接。
36.在一些实施例中,参照图1、图2和图4,上顶座211的容纳腔2112呈环状结构,上顶座211的顶端向容纳腔2112外侧翻折有与环状结构所在轴线垂直的翻边2111,容纳腔2112内具有承载部2113,承载部2113用于承载衬套23及减振器分总成5,上顶座211的翻边2111通过连接件4与车体连接。其中,连接件4的具体结构形式不作限定,优选地,采用螺栓连接,其连接形式简单可靠,且可拆卸连接。上顶座211的翻边2111上开设有螺栓孔,这里,螺栓孔的数量不作限定,优选地,螺栓孔的数量为两个,对称设置在上顶座211的翻边2111结构上;
另外,连接件4的具体结构形式不作限定。与螺栓孔相匹配的螺栓穿过翻边2111上的螺栓孔后与车体紧固连接,以使空气弹簧减振器总成连接在车体上。
37.参照图1、图4和图5,上顶座211的外壁的至少部分与支撑件212的通孔2121的内壁过盈配合。这其中,由于支撑件212的内壁需要与上顶座211的外壁过盈配合,需要支撑件212的内壁周围具有高强度的特点,以免内壁受到过大压力破坏,由此,可在支撑件212的通孔2121内壁置加强筋,以提升支撑件212内壁周围附近的强度,防止支撑件212内壁受到挤压破坏。
38.需要说明的是,加强筋的具体结构其材质不作限定,其满足支撑件212强度要求即可。优选地,加强筋结构可以包括多条纵筋和环筋,多条环筋固定在支撑件212的内壁上,沿支撑件212的内壁的轴向设置,并连接在多个纵筋上。另外,优选地,加强筋的材质采用质轻且强度高的碳纤维复合材料制成。
39.在一些实施例中,参照图1、图4和图5,上顶座211为金属材质,支撑件212为弹性材质,上顶座211与支撑件212弹性过盈配合。如此设计,由于支撑件212为弹性材质,使得支撑件212具有质轻的特点,相比较于上顶座211和支撑件212均为金属材质而言,不仅有助于空气弹簧减振器总成的轻量化,且可降低制造成本。另外,弹性材质的支撑件212可以承受一定变形量,这样,支撑件212的通孔2121的内壁与上顶座211的环状结构外壁弹性过盈配合时,可避免因上顶座211压入支撑件212的通孔2121时造成通孔2121的内壁出现破坏。
40.需要说明的是,支撑件212的具体材质不作限定,其具有弹性、轻质且兼具高强度即可,诸如,碳纤维复合材质、聚氨酯复合材质、聚烯烃弹性材质等。优选地,支撑件212采用玻璃纤维增强尼龙材质,其相比较于金属材质而言,具有密度小、重量轻、弹性形变和绝缘性好、易于加工成型、降低噪声、减小振动、成本低等诸多优点。上顶座组件21中,金属材质的上顶座211可采用铝材经锻造或冷镦制成。
41.在一些实施例中,参照图1和图6,衬套23包括衬套内231管和衬套本体232,衬套内管231套装在活塞杆52上,衬套本体232与衬套内管231连接,衬套23套接在容纳腔2112内,且与容纳腔2112可拆卸连接。如此,可便于对衬套23进行拆卸后维修或更换,从而可进一步地降低空气弹簧减振器总成的维护成本。
42.继续地,参照图1和图6,衬套内管231为金属材质,衬套本体232为弹性体,衬套本体232套接在容纳腔2112内,且衬套本体232的外壁与内壁弹性过盈配合。这里,相比较于外壁为金属材质的衬套23与容纳腔2112内壁过盈配合而言,由于衬套本体232为弹性体,当衬套23压入容纳腔2112时衬套本体232与容纳腔2112内壁是弹性过盈配合,能够降低对腔壁表面的损伤,且便于拆卸、节省维护成本。
43.需要说明的是,衬套本体232的材质不作具体限定,其具有弹性且兼具强度高的特点即可。诸如可以是聚氨酯弹性体,其即具有橡胶的高弹性,又具有塑料的高强度,且兼具有优良的耐油、耐冲击、耐油、隔热等性能,也可以是橡胶等。这里,优选地,衬套本体232由尼龙和橡胶两种材质粘接而成,对于衬套23本体的形成,具体地,可对尼龙进行一系列表面处理,然后涂敷胶粘剂,再把混炼橡胶片贴合在尼龙上加热加压进行硫化以实现粘接,从而形成一个牢固的结合体。
44.进一步地,参照图1和图6,衬套本体232含尼龙材质一侧和金属衬套内管231的外壁固定连接,衬套本体232含橡胶材质的部分与容纳腔2112内壁弹性过盈配合。如此,由于
尼龙上具有良好的耐磨性能和润滑性能,可增加衬套本体232的使用周期;相关技术中,衬套23通常采用橡胶粘接内金属骨架和外金属骨架,即衬套内管231和衬套外管均为金属骨架,衬套23往往通过过盈配合的方式压入上顶座211容纳腔2112内,而这种配合方式,具有以下不足,其一,由于是金属骨架的衬套外管和容纳腔2112内壁挤压接触,当衬套23压出时需要很大的压出力,会导致衬套外管或者容纳腔2112体破坏变形;其二,拆卸困难;其三,衬套外管径向过盈配合在容纳腔2112内时,两者接触部分叠加后腔壁较厚,造成材料浪费。
45.而在本技术中,衬套23取消了金属外管,是衬套本体232的橡胶材质部分直接与容纳腔2112内壁接触,加上橡胶材质具有良好的弹性,当衬套23压入容纳腔2112时衬套本体232的橡胶材质部分与容纳腔2112内壁是弹性过盈配合,相比较于衬套23外壁为金属材质而言,能够降低对腔壁表面的损伤,且便于拆卸、节省成本。另外,本技术中衬套23可以通过衬套内管随锁紧螺母6拧紧工序一起装配到位,从而减小相关技术中衬套23用设备压入上顶座211的工序,从而降低了生产成本。
46.这其中,减振器分总成5的活塞杆52穿经空气弹簧分总成2的活塞、缓冲块25、衬套23,并由锁紧螺母6紧固连接于上顶座211衬套23。
47.在一些实施例中,参照图1、图2和图4,空气弹簧减振器总成包括挡圈8和上密封盖1,容纳腔2112的内壁上开设有与挡圈8适配的第一环形槽2115,上密封盖1的至少部分套接在容纳腔2112内,并与容纳腔2112间隙配合,上顶座211在挡圈8远离上密封盖1的一侧的位置设有拆卸孔2114,用于为拆卸工具拆卸挡圈8提供操作空间。其中,挡圈8的设置用于将上密封盖1固定限位于容纳腔2112内,拆卸孔2114的设置可便于拆卸挡圈8,进而能够取出上密封盖1。
48.进一步地,参照图1、图2和图4,拆卸孔2114自上而下贯穿上顶座211的顶部,并延伸至上顶座211与挡圈8的同一水平位置或同一水平位置以下。如此,外部拆卸工具的操作端可沿拆卸孔2114的路径延伸至挡圈8的外圈附近位置,以便能拆卸挡圈8。
49.需要说明的是,这里挡圈8的具体结构形式不作限定,诸如,可以是普通钢丝挡圈、压扁钢丝挡圈及弹性挡圈等,优选地,可采用成孔用钢丝挡圈,其稳定性强、强度高,且无凸耳干扰。
50.进一步地,需要说明的是,拆卸孔2114的截面形状不作限定,可以是半圆形、方形、圆形及多边形等等。拆卸孔2114的大小也不作限定,可根据拆卸工具的结构匹配合适的拆卸孔2114大小及截面形状。例如,拆卸工具的操作端的截面形状为圆形时,可选用与其截面形状相适配的圆形孔。拆卸孔2114也可以具有一定弯折部,能够匹配拆卸工具的操作端外部轮廓即可。另外,拆卸孔2114的数量不作限定,优选地,拆卸孔2114的数量为两个,对称设置在上顶座211上。
51.另外,由于车辆在实际行驶过程中,所涉及的路况复杂,而空气弹簧减振器总成为了应对各种复杂的路况,需要进行密封,以防止空气外泄,从而发挥其应用的性能,因此,需要做好空气弹簧减振器总成的密封。
52.例如,在一些实施例中,参照图1、图2和图4,空气弹簧分总成2包括第一密封圈213,在上顶座211的翻边2111结构的底面和与支撑件212的上表面之间设有第一密封圈213。具体地,第一密封圈213可套设在容纳腔2112的外壁且与支撑件212的上表面抵接,第一密封圈213用于防止上顶座211套接支撑件212的通孔2121上后空气弹簧分总成2内有空
气外泄。这其中,第一密封圈213的种类不作限定,可以是o型密封圈、方形密封圈、星型密封圈等等。优选地,第一密封圈213为星型密封圈,相比较而言,其在密封唇之间形成有润滑容腔,具有较小的摩擦阻力,使用周期长,且密封效果更好。
53.继续地,参照图1、图2和图4,空气弹簧分总成2还包括第二密封圈7,其设置在上密封盖1与容纳腔2112之间,具体地,在容纳腔2112的内壁开设有与第二密封圈7适配的第二环形槽2116,第二密封圈7用于安装在第二环形槽2116内,由于,上密封盖1与容纳腔2112之间是间隙配合,相比较于过盈配合而言,易发生空气外泄,第二密封圈7的设置可将用上密封盖1与容纳腔2112之间进行密封,防止空气外泄。这其中,第二密封圈7可采用成本较低的且具有密封效果的o型密封圈。
54.进一步地,参照图1、图2和图4,减振器分总成5包括减振器筒体51,空气弹簧分总成2包括第三密封圈3,减振器筒体51与活塞29口下端口之间通过第三密封圈3进行密封。这其中,第三密封圈3分别与减振器筒体51和活塞29下端口弹性过盈配合。如此设计,便于拆卸、维修减振器分总成5,降低维修成本。
55.另外,参照图1和图2,下空气弹簧组件包括气囊28、支撑环外护套27、支撑环24和紧固件,气囊28通过紧固件与支撑件212可拆卸连接。这里,紧固件的具体结构形式不作限定,紧固件满足将气囊28紧固在支撑件212的外周侧壁上即可。优选地,紧固件为两个,分别为上扣压环22和下扣压环26。具体地,气囊28通过上扣压环22紧箍在支撑件212的外周侧壁上,且通过上扣压环22将支撑件212与气囊28密封,气囊28与活塞29上端口通过下扣压环26紧箍,通过扣压使外护套27塑性变形将支承环、气囊28包裹起来。
56.由此,当空气弹簧减振器总成在发生故障时,在拆卸空气弹簧分总成2和减振器分总成5后,还可以拆卸出上密封盖1、上顶座211、衬套23,支撑件212与气囊28及活塞的扣压组件等零件,而这其中,衬套23、支撑件212、气囊28、第一密封圈213、第二密封圈7等正是“软硬分离”中的软类零件,也即易损耗零件。而以上这些零件通常使用周期短,为了便为维修替换,因此本技术将这些易损耗零件进行了可拆卸设计,以此降低维修成本。
57.上述本技术实施例序号仅仅为了描述,不代表实施例的优劣。以上仅为本技术的优选实施例,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1