一种全焊接球阀阀座结构的制作方法
1.本发明涉及一种球阀,尤其是一种全焊接球阀阀座结构。
背景技术:
2.现有国产全焊接球阀主要应用于天然气、供热、化工及热电管网等低磅级的长输管线领域,但应用于油气管道建设上的超高压大口径全焊接球阀主要都从国外订货,其设计、生产制造有一定的技术难度,无论从材料性能、技术和工艺,还是生产制造,以及试压对制造商来说都是一个挑战。
3.现有全焊接球阀球体与阀座间的密封只有一道密封,当阀门安装在管道上经过一段时间的启闭存在介质从阀座处内漏的可能性,同时球阀的球体上游侧积存的介质多于下游侧,不容易从上游阀座处进行泄压。
技术实现要素:
4.为了解决现有技术不足,本发明提供一种全焊接球阀阀座结构。
5.本发明的技术方案是一种全焊接球阀阀座结构,包括球体、左阀体、右阀体,球体的上游侧内置单向密封阀座,下游侧内置双向密封阀座,单向密封阀座上分别嵌有密封圈ⅰ、三角圈ⅰ,双向密封阀座上分别嵌有密封圈ⅱ、三角圈ⅱ,球体与密封圈ⅰ形成的密封面的面积小于球体与密封圈ⅱ形成的密封面的面积,球体与三角圈ⅰ形成的密封面的面积小于球体与三角圈ⅱ形成的密封面的面积。
6.优选地,三角圈ⅰ、三角圈ⅱ的侧面均设有安装开口挡圈的沟槽,开口挡圈朝向球体侧设有与螺钉底部端面相抵接的盲孔,螺钉旋在左、右阀体上。
7.优选地,盲孔数为8个。
8.优选地,单、双向密封阀座上均分别设有o形圈ⅰ、o形圈ⅱ, o形圈ⅰ与o形圈ⅱ之间的单、双向密封阀座上设有与左、右阀体上注脂孔对应的注脂孔。
9.优选地,单向密封阀座上的o形圈ⅱ安装在单向密封阀座的凹槽内,双向密封阀座上的o形圈ⅱ两侧均设有挡圈,安装于双向密封阀座的外圆与右阀体内孔内。
10.优选地,左、右阀体在平行于通道环面上设有两组弹簧,弹簧ⅰ设置在接近平行于密封圈ⅰ、密封圈ⅱ的单、双向密封阀座尾部,弹簧ⅱ设置在安装三角圈ⅰ、三角圈ⅱ的单、双向密封阀座侧面。
11.优选地,左、右阀体朝向球体方向的单、双向密封阀座上部的内孔端面均设有螺纹孔。
12.本发明的有益效果是,通过球体两侧阀座密封面积差,让球体上游侧积存的介质多于下游侧,确保更容易从上游侧进行泄压。
13.球体与密封圈和三角圈的双重密封,提高了阀门的密封可靠性;第二道密封三角圈的选用保证了阀门的安全性能。
14.通过在左右阀体平行于通道环面上设计两组弹簧,使双重密封的阀座受力更加均
匀平稳,提高密封可靠性。
15.通过在左、右阀体设计的螺纹孔,再利用挡板使得阀门的安装更加方便,提高工作效率,降低了制造成本。
附图说明
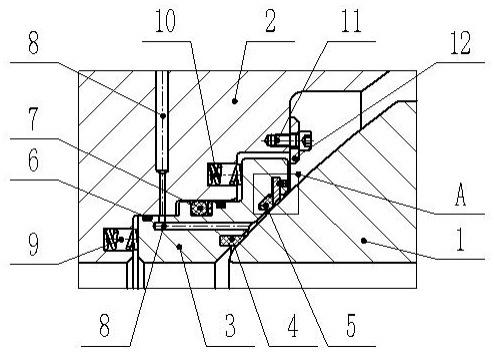
16.图1是单向密封阀座结构示意图;图2是双向密封阀座结构示意图;图3是图1中a处局部放大图;图4是开口挡圈结构示意图。
17.图中:1.球体;2.左阀体;3.单向密封阀座;4.密封圈ⅰ;5.三角圈ⅰ;6.o形圈ⅰ;7. o形圈ⅱ;8.注脂孔;9.弹簧ⅰ;10.弹簧ⅱ;11.螺纹孔;12.挡板;13.双向密封阀座;14.右阀体;15.密封圈ⅱ;16.三角圈ⅱ;17.挡圈;18.开口挡圈;19.螺钉;20.盲孔。
具体实施方式
18.如图所示,一种全焊接球阀阀座结构,包括球体1、左阀体2、右阀体14,球体1的上游侧内置单向密封阀座3,下游侧内置双向密封阀座13,单向密封阀座3上分别嵌有密封圈ⅰ4、三角圈ⅰ5,双向密封阀座13上分别嵌有密封圈ⅱ15、三角圈ⅱ16,球体1与密封圈ⅰ4形成的密封面的面积小于球体1与密封圈ⅱ15形成的密封面的面积,球体1与三角圈ⅰ5形成的密封面的面积小于球体1与三角圈ⅱ16形成的密封面的面积。通过密封圈ⅰ4、密封圈ⅱ15与球体1形成的第一道密封,三角圈ⅰ5、三角圈ⅱ16与球体1形成的第二道密封,双重密封保证阀门密封的可靠性;同时当阀腔压力异常升高时,通过面积差让球体1上游侧积存的介质多于下游侧,更容易从上游侧进行泄压。
19.三角圈ⅰ5、三角圈ⅱ16的侧面均设有安装开口挡圈18的沟槽,开口挡圈18朝向球体1侧设有与螺钉19底部端面相抵接的盲孔20,螺钉19旋在左阀体2、右阀体14上。确保了三角圈ⅰ5、三角圈ⅱ16被压紧和防止开口挡圈18在球体1启闭时发生晃动,保证整个阀座结构的刚度完整性。
20.单向密封阀座3、双向密封阀座13上均分别设有o形圈ⅰ6、o形圈ⅱ7, o形圈ⅰ6与o形圈ⅱ7之间的单向密封阀座3、双向密封阀座13上设有与左阀体2、右阀体14上注脂孔8对应的注脂孔8。通过注脂孔8注脂实现阀门在线紧急密封的临时需求。
21.单向密封阀座3上的o形圈ⅱ7安装在单向密封阀座3的凹槽内,确保阀腔异常升高的压力能够推动单向密封阀座3发生移动后进行自泄压,双向密封阀座13上的o形圈ⅱ7两侧均设有挡圈17,安装于双向密封阀座13的外圆与右阀体14内孔内,当阀腔介质异常升高时,只能将o形圈ⅱ7推向阀体1,可将中腔介质截留在阀腔中,实现双隔离排空功能。
22.左阀体2、右阀体14在平行于通道环面上设有两组弹簧,弹簧ⅰ9设置在接近平行于密封圈ⅰ4、密封圈ⅱ15的单向密封阀座3、双向密封阀座13尾部,弹簧ⅱ10设置在安装三角圈ⅰ5、三角圈ⅱ16的单向密封阀座3、双向密封阀座13侧面。通过两组弹簧使双重密封的阀座受力更加均匀平稳,提高密封可靠性。
23.左阀体2、右阀体14朝向球体1方向的单向密封阀座3、双向密封阀座13上部的内孔端面均设有螺纹孔11,当两侧阀座组件装入左阀体2、右阀体14后,通过螺纹孔11、紧固件和
挡板12将两侧阀座组紧固在左阀体2、右阀体14上,以防止安装过程中从左左阀体2、右阀体内孔处滑落,安装更加方便。
24.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
技术特征:
1.一种全焊接球阀阀座结构,包括球体、左阀体、右阀体,其特征在于,所述球体的上游侧内置单向密封阀座,下游侧内置双向密封阀座,所述单向密封阀座上分别嵌有密封圈ⅰ、三角圈ⅰ,所述双向密封阀座上分别嵌有密封圈ⅱ、三角圈ⅱ,所述球体与密封圈ⅰ形成的密封面的面积小于球体与密封圈ⅱ形成的密封面的面积,球体与三角圈ⅰ形成的密封面的面积小于球体与三角圈ⅱ形成的密封面的面积。2.根据权利要求1所述的一种全焊接球阀阀座结构,其特征在于,所述三角圈ⅰ、三角圈ⅱ的侧面均设有安装开口挡圈的沟槽,所述开口挡圈朝向球体侧设有与螺钉底部端面相抵接的盲孔,所述螺钉旋在左、右阀体上。3.根据权利要求2所述的一种全焊接球阀阀座结构,其特征在于,所述盲孔数为8个。4.根据权利要求1所述的一种全焊接球阀阀座结构,其特征在于,所述单、双向密封阀座上均分别设有o形圈ⅰ、o形圈ⅱ,所述o形圈ⅰ与o形圈ⅱ之间的单、双向密封阀座上设有与左、右阀体上注脂孔对应的注脂孔。5.根据权利要求4所述的一种全焊接球阀阀座结构,其特征在于,所述单向密封阀座上的o形圈ⅱ安装在单向密封阀座的凹槽内,所述双向密封阀座上的o形圈ⅱ两侧均设有挡圈,安装于双向密封阀座的外圆与右阀体内孔内。6.根据权利要求1所述的一种全焊接球阀阀座结构,其特征在于,所述左、右阀体在平行于通道环面上设有两组弹簧,所述弹簧ⅰ设置在接近平行于密封圈ⅰ、密封圈ⅱ的单、双向密封阀座尾部,弹簧ⅱ设置在安装三角圈ⅰ、三角圈ⅱ的单、双向密封阀座侧面。7.根据权利要求6所述的一种全焊接球阀阀座结构,其特征在于,所述左、右阀体朝向球体方向的单、双向密封阀座上部的内孔端面均设有螺纹孔。
技术总结
一种全焊接球阀阀座结构,球体的上游侧内置单向密封阀座,下游侧内置双向密封阀座,单向密封阀座上分别嵌有密封圈Ⅰ、三角圈Ⅰ,双向密封阀座上分别嵌有密封圈Ⅱ、三角圈Ⅱ,球体与密封圈Ⅰ形成的密封面的面积小于球体与密封圈Ⅱ形成的密封面的面积,球体与三角圈Ⅰ形成的密封面的面积小于球体与三角圈Ⅱ形成的密封面的面积。本发明的有益效果是,通过球体两侧阀座密封面积差,让球体上游侧积存的介质多于下游侧,确保更容易从上游侧进行泄压。双重密封,提高了阀门的密封可靠性。提高了阀门的密封可靠性。提高了阀门的密封可靠性。
技术研发人员:师晓东 张立宏 石海东
受保护的技术使用者:江苏神通阀门股份有限公司
技术研发日:2022.10.31
技术公布日:2022/12/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1