一种新能源汽车用差速器壳体的制作方法
1.本实用新型涉及差速器设备技术领域,尤其涉及一种新能源汽车用差速器壳体。
背景技术:
2.差速器由行星齿轮、行星轮架(差速器壳)、半轴齿轮等零件组成,一般的差速器组装方式是将行星齿轮、半轴齿轮等零件一个一个组装到差速器壳上的,由于零件众多,此种组装方式较为繁琐,由于是对差速器壳内部零件的组装,而在实际组装过程中,我们发现并不是所有的零件都需要依托差速器壳体才能完成组装作业,各个零件之间也是相互配合的,依据与此,我们对差速器壳进行改进,进而对组装方式进行了改进。
技术实现要素:
3.本实用新型的目的是提供一种新能源汽车用差速器壳体,通过将原本的整体化差速器壳结构分为由第一半壳体和第二半壳体共同构成的组合式结构,进而对原本的在差速器壳内部一个一个组装零件的方式进行改进,使得差速器壳内部的零件可以先行组装,而后再于其外部完成第一半壳体和第二半壳体的合拢,优化了组装过程,提高了组装速度,也便于后续的拆卸维修。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:
5.一种新能源汽车用差速器壳体,包括前后对称分布的第一半壳体和第二半壳体,所述第一半壳体的前端固定连接有多个限位凸起,所述第二半壳体的后端对应开设有多个限位槽,多个所述限位凸起分别卡接在与之对应的限位槽内,所述第一半壳体和第二半壳体的下部顶端内侧均开设有锁合槽,一对所述锁合槽内均卡接有锁合弧件,且一对锁合弧件均跨接第一半壳体和第二半壳体之间,使用时,工作人员首先将原本不需要依托第一半壳体和第二半壳体,且在第一半壳体和第二半壳体内部安装的零件先行组装好,待零件组装好后,限位凸起和限位槽对接,第一半壳体和第二半壳体合拢,便可完成差速器壳内部零件在差速器壳上的组装,而后,工作人员再将锁合弧件跨接在第一半壳体和第二半壳体上共同开设的锁合槽内,便可将第一半壳体和第二半壳体的合拢状态锁死,使得该产品在实际使用过程中能够保持结构稳定。
6.通过采用上述技术方案,将原本的整体化差速器壳结构分为由第一半壳体和第二半壳体共同构成的组合式结构,进而对原本的在差速器壳内部一个一个组装零件的方式进行改进,使得差速器壳内部的零件可以先行组装,而后再于其外部完成第一半壳体和第二半壳体的合拢,优化了组装过程,提高了组装速度,也便于后续的拆卸维修。
7.本实用新型进一步设置为:多个所述限位凸起的前端均嵌合安装有多个第一磁片,多个所述限位槽的内底端均嵌合安装有第二磁片,且多个第一磁片和第二磁片一一对应。
8.通过采用上述技术方案,通过多个第一磁片和第二磁片的对应吸附效果,使得限位凸起和限位槽对接,第一半壳体和第二半壳体合拢,锁合槽在完成第一半壳体和第二半
壳体上的跨接安装作业之前,第一半壳体和第二半壳体的合拢状态能够保持相对稳定,便于锁合槽在第一半壳体和第二半壳体上的跨接安装作业,进一步提高该产品的安装便捷度。
9.本实用新型进一步设置为:多个所述第二磁片的后端均嵌合安装有压力传感器。
10.通过采用上述技术方案,当限位凸起稳定卡接在限位槽内时,限位凸起必然会与第二磁片上嵌合安装的压力传感器挤压接触,工作人员可据此来判断限位凸起和限位槽是否顺利对接。
11.本实用新型进一步设置为:所述第二半壳体的顶端嵌合安装有提示灯,且提示灯和多个压力传感器在第二半壳体内电性连接。
12.通过采用上述技术方案,压力传感器在限位凸起和限位槽顺利对接,受到挤压后,与之电性连接的提示灯被点亮,工作人员可根据提示灯来判断限位凸起和限位槽是否顺利完成对接。
13.本实用新型进一步设置为:多个所述限位槽相互远离一端均开设有进出风孔,且多对进出风孔均贯穿第二半壳体并与外界贯通。
14.通过采用上述技术方案,限位凸起和限位槽不能完成顺利对接的原因极有可能是限位凸起或者限位槽的端壁上沾染了灰尘颗粒,导致限位凸起和限位槽无法紧密贴合,此时,工作人员可从限位槽上开设的一对进出风孔中的一个处往限位槽灌注高压气体,高压气体从另一个进出风孔喷出,并将灰尘颗粒携带喷出,以使得限位凸起和限位槽可顺利紧密贴合,完成对接,第一半壳体和第二半壳体便可顺利合拢。
15.本实用新型进一步设置为:所述锁合弧件跨接在第一半壳体和第二半壳体上开设的一对锁合槽内,并在锁合槽内和第一半壳体与第二半壳体之间通过螺杆连接。
16.通过采用上述技术方案,通过螺杆连接的方式,以便于锁合弧件在第一半壳体和第二半壳体上的拆装作业。
17.本实用新型进一步设置为:所述限位槽(5)的开槽深度和限位凸起(3)的凸起高度相等。
18.通过采用上述技术方案,以保证限位槽在与限位凸起完成对接后,第一半壳体和第二半壳体能够确实的合拢形成一个形状优良的结构整体,便于后续组件的安装,也确保后续该产品的使用安全性。
19.本实用新型进一步设置为:所述第二半壳体的顶端开设有安装槽,所述提示灯嵌合安装于安装槽内,并在安装槽位于提示灯上侧的内端壁上安装有透明保护盖。
20.通过采用上述技术方案,通过提示灯的隐藏安装,以及透明保护盖的保护效果,对提示灯进行保护,以提高其使用寿命。
21.综上所述,本实用新型的有益技术效果为:
22.(1)通过将原本的整体化差速器壳结构分为由第一半壳体和第二半壳体共同构成的组合式结构,进而对原本的在差速器壳内部一个一个组装零件的方式进行改进,使得差速器壳内部的零件可以先行组装,而后再于其外部完成第一半壳体和第二半壳体的合拢,优化了组装过程,提高了组装速度,也便于后续的拆卸维修。
23.(2)多个限位凸起的前端均嵌合安装有多个第一磁片,多个限位槽的内底端均嵌合安装有第二磁片,且多个第一磁片和第二磁片一一对应,通过多个第一磁片和第二磁片
的对应吸附效果,使得限位凸起和限位槽对接,第一半壳体和第二半壳体合拢,锁合槽在完成第一半壳体和第二半壳体上的跨接安装作业之前,第一半壳体和第二半壳体的合拢状态能够保持相对稳定,便于锁合槽在第一半壳体和第二半壳体上的跨接安装作业,进一步提高该产品的安装便捷度。
24.(3)多个第二磁片的后端均嵌合安装有压力传感器,当限位凸起稳定卡接在限位槽内时,限位凸起必然会与第二磁片上嵌合安装的压力传感器挤压接触,工作人员可据此来判断限位凸起和限位槽是否顺利对接。
附图说明
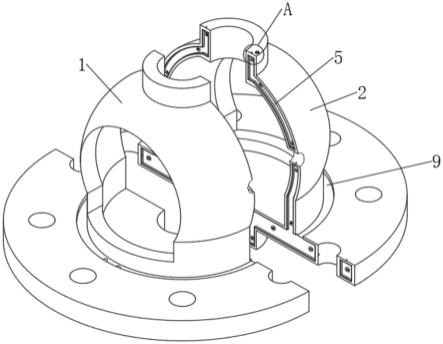
25.图1是本实用新型一个实施例整体结构的轴测示意图;
26.图2是本实用新型一个实施例的锁合弧件在锁合槽内安装过程图;
27.图3是本实用新型一个实施例的第一半壳体和第二半壳体合拢过程图;
28.图4是图3的a处结构示意图;
29.图5是图3的第二视角结构示意图;
30.图6是图5的b处结构示意图。
31.附图标记:1、第一半壳体;2、第二半壳体;3、限位凸起;4、第一磁片;5、限位槽;6、第二磁片;7、压力传感器;8、提示灯;9、锁合槽;10、锁合弧件;11、进出风孔。
具体实施方式
32.下面将结合实施例对本实用新型进行清楚、完整地描述。
33.参见附图1-6,一种新能源汽车用差速器壳体,包括前后对称分布的第一半壳体1和第二半壳体2,第一半壳体1的前端固定连接有多个限位凸起3,第二半壳体2的后端对应开设有多个限位槽5,多个限位凸起3分别卡接在与之对应的限位槽5内,第一半壳体1和第二半壳体2的下部顶端内侧均开设有锁合槽9,一对锁合槽9内均卡接有锁合弧件10,且一对锁合弧件10均跨接第一半壳体1和第二半壳体2之间。
34.本实施例的工作原理是:使用时,工作人员首先将原本不需要依托第一半壳体1和第二半壳体2,且在第一半壳体1和第二半壳体2内部安装的零件先行组装好,待零件组装好后,限位凸起3和限位槽5对接,第一半壳体1和第二半壳体2合拢,便可完成差速器壳内部零件在差速器壳上的组装,而后,工作人员再将锁合弧件10跨接在第一半壳体1和第二半壳体2上共同开设的锁合槽9内,便可将第一半壳体1和第二半壳体2的合拢状态锁死,使得该产品在实际使用过程中能够保持结构稳定;
35.本实用新型通过将原本的整体化差速器壳结构分为由第一半壳体1和第二半壳体2共同构成的组合式结构,进而对原本的在差速器壳内部一个一个组装零件的方式进行改进,使得差速器壳内部的零件可以先行组装,而后再于其外部完成第一半壳体1和第二半壳体2的合拢,优化了组装过程,提高了组装速度,也便于后续的拆卸维修。
36.参见附图4和图6,多个限位凸起3的前端均嵌合安装有多个第一磁片4,多个限位槽5的内底端均嵌合安装有第二磁片6,且多个第一磁片4和第二磁片6一一对应,通过多个第一磁片4和第二磁片6的对应吸附效果,使得限位凸起3和限位槽5对接,第一半壳体1和第二半壳体2合拢,锁合槽9在完成第一半壳体1和第二半壳体2上的跨接安装作业之前,第一
半壳体1和第二半壳体2的合拢状态能够保持相对稳定,便于锁合槽9在第一半壳体1和第二半壳体2上的跨接安装作业,进一步提高该产品的安装便捷度。
37.参见附图4,多个第二磁片6的后端均嵌合安装有压力传感器7,当限位凸起3稳定卡接在限位槽5内时,限位凸起3必然会与第二磁片6上嵌合安装的压力传感器7挤压接触,工作人员可据此来判断限位凸起3和限位槽5是否顺利对接。
38.第二半壳体2的顶端嵌合安装有提示灯8,且提示灯8和多个压力传感器7在第二半壳体2内电性连接,压力传感器7在限位凸起3和限位槽5顺利对接,受到挤压后,与之电性连接的提示灯8被点亮,工作人员可根据提示灯8来判断限位凸起3和限位槽5是否顺利完成对接。
39.多个限位槽5相互远离一端均开设有进出风孔11,且多对进出风孔11均贯穿第二半壳体2并与外界贯通,限位凸起3和限位槽5不能完成顺利对接的原因极有可能是限位凸起3或者限位槽5的端壁上沾染了灰尘颗粒,导致限位凸起3和限位槽5无法紧密贴合,此时,工作人员可从限位槽5上开设的一对进出风孔11中的一个处往限位槽5灌注高压气体,高压气体从另一个进出风孔11喷出,并将灰尘颗粒携带喷出,以使得限位凸起3和限位槽5可顺利紧密贴合,完成对接,第一半壳体1和第二半壳体2便可顺利合拢。
40.第二半壳体2的顶端开设有安装槽,提示灯8嵌合安装于安装槽内,并在安装槽位于提示灯8上侧的内端壁上安装有透明保护盖,通过提示灯8的隐藏安装,以及透明保护盖的保护效果,对提示灯8进行保护,以提高其使用寿命。
41.参见附图2,锁合弧件10跨接在第一半壳体1和第二半壳体2上开设的一对锁合槽9内,并在锁合槽9内和第一半壳体1与第二半壳体2之间通过螺杆连接,通过螺杆连接的方式,以便于锁合弧件10在第一半壳体1和第二半壳体2上的拆装作业。
42.参见附图3和图5,限位槽5的开槽深度和限位凸起3的凸起高度相等,以保证限位槽5在与限位凸起3完成对接后,第一半壳体1和第二半壳体2能够确实的合拢形成一个形状优良的结构整体,便于后续组件的安装,也确保后续该产品的使用安全性。
43.以上所述,仅为本实用新型较佳的具体实施方式,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1