一种紧定销与紧定孔的制作方法
1.本实用新型属于电连接器技术领域,具体涉及一种紧定销与紧定孔。
背景技术:
2.目前,电子设备的机箱机柜用后紧定销和紧定孔组件进行定位和锁紧。但是后紧定销和与之配合的紧定孔均为轴向刚性固定安装结构,如标准号为gjb441的标准文件中图19所示的后紧定销和后紧定孔。由于后紧定销、后紧定孔、机箱、机柜存在加工误差,因此常常产生后紧定销和后紧定孔无法径向锁紧的现象,从而导致后紧定销磨损,连接器外壳损伤、接触不良、断路、变形等故障。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种带压缩弹簧的后紧定销,压缩弹簧预先压缩提供一定的弹力,保证机箱和机柜的锁紧状态,减小对后紧定销与紧定孔配合部位的磨损、避免连接器损伤和产生电连接故障。
4.本实用新型通过以下技术方案得以实现。
5.本实用新型提供的一种紧定销与紧定孔,包括紧定销组件、紧定孔组件以及弹性组件,所述弹性组件安装于紧定销组件与紧定孔组件之间的任一组件上;当弹性组件安装于紧定销组件上时,紧定孔组件为固定端,弹性组件一端顶于紧定销组件上,另一端顶于紧定孔组件相对侧,将紧定销组件顶入紧定孔组件内;当弹性组件安装于紧定孔组件上时,紧定销组件为固定端,弹性组件一端顶于紧定孔组件上,另一端顶于紧定销组件相对侧,将紧定孔组件顶入紧定销组件内。
6.进一步的,当弹性组件安装于紧定销组件上时,还包括螺钉组件,所述紧定销组件包括支撑套筒与紧定销,紧定孔组件包括紧定孔,弹性组件包括销压缩弹簧;
7.所述支撑套筒为一中空的柱状体,其轴向设圆形通孔及套筒同轴圆弧形定位凸台,所述定位销包含支撑段、销合段,所述支撑段为一同轴圆柱体和多棱体,套筒同轴圆弧形定位凸台的内径与紧定销的支撑段的外径为较小的间隙配合,支撑段的圆柱体外径小于支撑套筒的套筒同轴圆弧形定位凸台的内径,多棱体从圆柱体的端部引出,其端部设置台阶面以支撑销压缩弹簧,圆柱体的轴向设有内螺纹,所述销合段为与圆柱体同轴的圆锥体,所述销压缩弹簧轴向穿套在定位销的支撑段上,支撑段轴向穿过安装面板上的安装孔后,再将支撑套筒穿套在定位销的支撑段上,支撑套筒和销压缩弹簧分别位于安装面板两侧,螺钉组件旋拧在圆柱体内螺纹上,将压缩弹簧压紧;所述紧定孔为一圆形孔,设于定位销对侧。
8.进一步的,当弹性组件安装于紧定孔组件上时,还包括螺母组,所述紧定销组件包括定位销,紧定孔组件包括定位孔,弹性组件包括孔压缩弹簧;所述定位销为一同轴圆锥体,包含定位段和销合段,所述定位孔为同轴圆台杆状结构,包括定位段、固定段,定位段的外径比固定段的外径大,所形成的台阶面支撑孔压缩弹簧,定位段轴向设有与固定段同轴
的定位孔,固定段尾部设外螺纹,其与锁紧组件进行螺纹旋合紧固,以固定定位孔;所述孔压缩弹簧轴向穿套在定位孔的固定段上,然后将固定段穿套在安装面板的安装孔内,通过固定段尾部设置的外螺纹在安装面板的另一侧安装螺母组件,通过旋紧螺母组件将压缩弹簧进行压缩;所述定位销设于定位孔对侧。
9.进一步的,所述套筒同轴圆弧形定位凸台的棱边设有倒角。
10.进一步的,所述套筒同轴圆弧形定位凸台的数量为三个以上。
11.进一步的,所述倒角朝向安装面板设置。
12.进一步的,所述紧定孔的孔径与销合段相适应,使销合段可部分嵌入紧定孔中。
13.进一步的,所述定位孔轴向设有圆形通孔及孔同轴圆弧形定位凸台。
14.进一步的,所述孔同轴圆弧形定位凸台的棱边设孔倒角。
15.进一步的,所述孔同轴圆弧形定位凸台的数量为三个以上。
16.本实用新型的有益效果在于:通过本实用新型的实施,提供了一种带压缩弹簧的后紧定销,使用的压缩弹簧预先压缩提供一定的弹力,保证机箱和机柜的锁紧状态,减小对后紧定销与紧定孔配合部位的磨损、避免连接器损伤和产生电连接故障。
附图说明
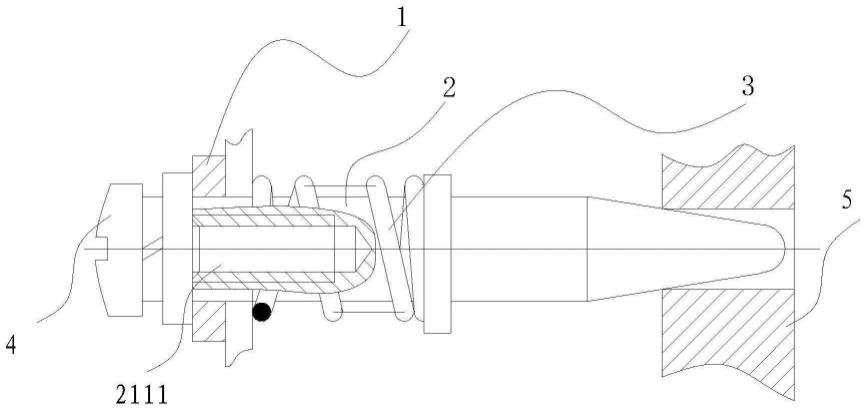
17.图1是本实用新型所述实施例一的结构示意图;
18.图2是本实用新型所述支撑套筒的横向剖视图;
19.图3是本实用新型所述支撑套筒的俯视图;
20.图4是本实用新型所述定位销的结构示意图;
21.图5是本实用新型所述销压缩弹簧与孔压缩弹簧的结构示意图;
22.图6是本实用新型所述实施例二的结构示意图;
23.图7是本实用新型所述的定位孔的结构示意图;
24.图8是本实用新型所述的定位孔的俯视图;
25.图中:1-支撑套筒,11-套筒通孔,12-套筒同轴圆弧形定位凸台,13-套筒倒角,2-紧定销,21-支撑段,22-销合段,211-圆柱体,2111-内螺纹,212-多棱体,2121-支撑面,3-销压缩弹簧,31-销弹簧平端面,4-螺钉组件,5-紧定孔,6-定位销,61-定位段,62-销合段,7-定位孔,71-定位段,72-固定段,711-台阶面,712-销合孔,7121-定位通孔,7122-孔同轴圆弧形定位凸台,7123-孔倒角,8-孔压缩弹簧,81-孔弹簧平端面,9-螺母组件。
具体实施方式
26.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于。
27.本实用新型的一种紧定销与紧定孔,包括紧定销组件、紧定孔组件以及弹性组件,弹性组件安装于紧定销组件与紧定孔组件之间的任一组件上;当弹性组件安装于紧定销组件上时,紧定孔组件为固定端,弹性组件一端顶于紧定销组件上,另一端顶于紧定孔组件相对侧,将紧定销组件顶入紧定孔组件内;当弹性组件安装于紧定孔组件上时,紧定销组件为固定端,弹性组件一端顶于紧定孔组件上,另一端顶于紧定销组件相对侧,将紧定孔组件顶入紧定销组件内。
28.如图1-5所示,当弹性组件安装于紧定销组件上时,还包括螺钉组件4,紧定销组件
包括支撑套筒1与紧定销2,紧定孔组件包括紧定孔5,弹性组件包括销压缩弹簧3;支撑套筒1为一中空的柱状体,其轴向设圆形通孔11及套筒同轴圆弧形定位凸台12,定位销2包含支撑段21、销合段22,支撑段21为一同轴圆柱体211和多棱体212,套筒同轴圆弧形定位凸台12的内径与紧定销2的支撑段21的外径为较小的间隙配合,支撑段21的圆柱体211外径小于支撑套筒1的套筒同轴圆弧形定位凸台12的内径,外表面光滑,多棱体212从圆柱体211的端部引出,其端部设置台阶面2121以支撑销压缩弹簧3,圆柱体211的轴向设有内螺纹2111,销合段22为与圆柱体211同轴的圆锥体,销压缩弹簧3轴向穿套在定位销2的支撑段21上,支撑段21轴向穿过安装面板上的安装孔后,再将支撑套筒1穿套在定位销2的支撑段21上,支撑套筒1和销压缩弹簧3分别位于安装面板两侧,螺钉组件4旋拧在圆柱体内螺纹2111上,将压缩弹簧3压紧;紧定孔5为一圆形孔,设于定位销2对侧。圆柱体211的轴向设内螺纹2111后,圆周壁厚足够厚,满足定位强度要求。销压缩弹簧3的弹性系数尽量大、高度尽量小、抗冲击和抗疲劳性能好。可根据机箱的重量,选择压缩弹簧的压缩力,以保证对机箱的可靠、稳定的定位和紧固。
29.套筒同轴圆弧形定位凸台12的棱边设有倒角13。
30.套筒同轴圆弧形定位凸台12的数量为3个以上。
31.倒角13朝向安装面板设置,避免刮伤支撑段21,避免增大摩擦力。
32.紧定孔5的孔径与销合段22相适应,使销合段22可部分嵌入紧定孔5中。
33.锁紧时,通过调整螺钉组件4在销压缩弹簧3的作用下推动紧定销2嵌入紧定孔5中。
34.如图5-8所示,当弹性组件安装于紧定孔组件上时,还包括螺母组9,紧定销组件包括定位销6,紧定孔组件包括定位孔7,弹性组件包括孔压缩弹簧8;定位销6为一同轴圆锥体,包含定位段61和销合段62,定位孔7为同轴圆台杆状结构,包括定位段71、固定段72,定位段71的外径比固定段72的外径大,所形成的台阶面711支撑孔压缩弹簧8,定位段71轴向设有与固定段72同轴的定位孔712,其内壁光滑,减少摩擦。固定段72尾部设外螺纹721,其与锁紧组件9进行螺纹旋合紧固,以固定定位孔7;孔压缩弹簧8轴向穿套在定位孔7的固定段72上,然后将固定段72穿套在安装面板的安装孔内,通过固定段72固定段尾部设置的外螺纹721在安装面板的另一侧安装螺母组件9,通过旋紧螺母组件9将压缩弹簧8进行压缩;定位销6设于定位孔7对侧。
35.定位孔712轴向设有圆形通孔7121及孔同轴圆弧形定位凸台7122。
36.孔同轴圆弧形定位凸台7122的棱边设孔倒角7123。
37.孔同轴圆弧形定位凸台7122的数量为3个以上。
38.锁紧时,通过调整螺母组件9在孔压缩弹簧8的作用下推动定位孔7使定位销6嵌入其中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1