一种油压减振器的排气装置及其排气方法与流程
本发明涉及高速动车组油压减振器,特别是涉及一种油压减振器的排气装置及其排气方法。
背景技术:
1、油压减振器制造工艺中,底阀与工作缸压装后,放置到储油缸总成中,然后执行注油工序,同时在储油腔中放置气囊,此时由于气囊压缩变形、底阀多孔异形结构会在油液腔内藏有游离气泡,减振器工作时,在工作腔中的气泡会引起不连续的阻尼力,即出现示功图突变等缺陷,现有技术中,注油后未做排气处理,导致性能试验时,示功图缺陷,阻尼性能不合格,需进行拆解返工,生产效率低。
2、基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种油压减振器的排气装置及其排气方法。
技术实现思路
1、本发明主要解决的技术问题是提供一种油压减振器的排气装置及其排气方法,解决了现有油压减振器生产过程中因油液腔内藏有气泡,性能试验时示功图缺陷,阻尼性能不合格的问题。
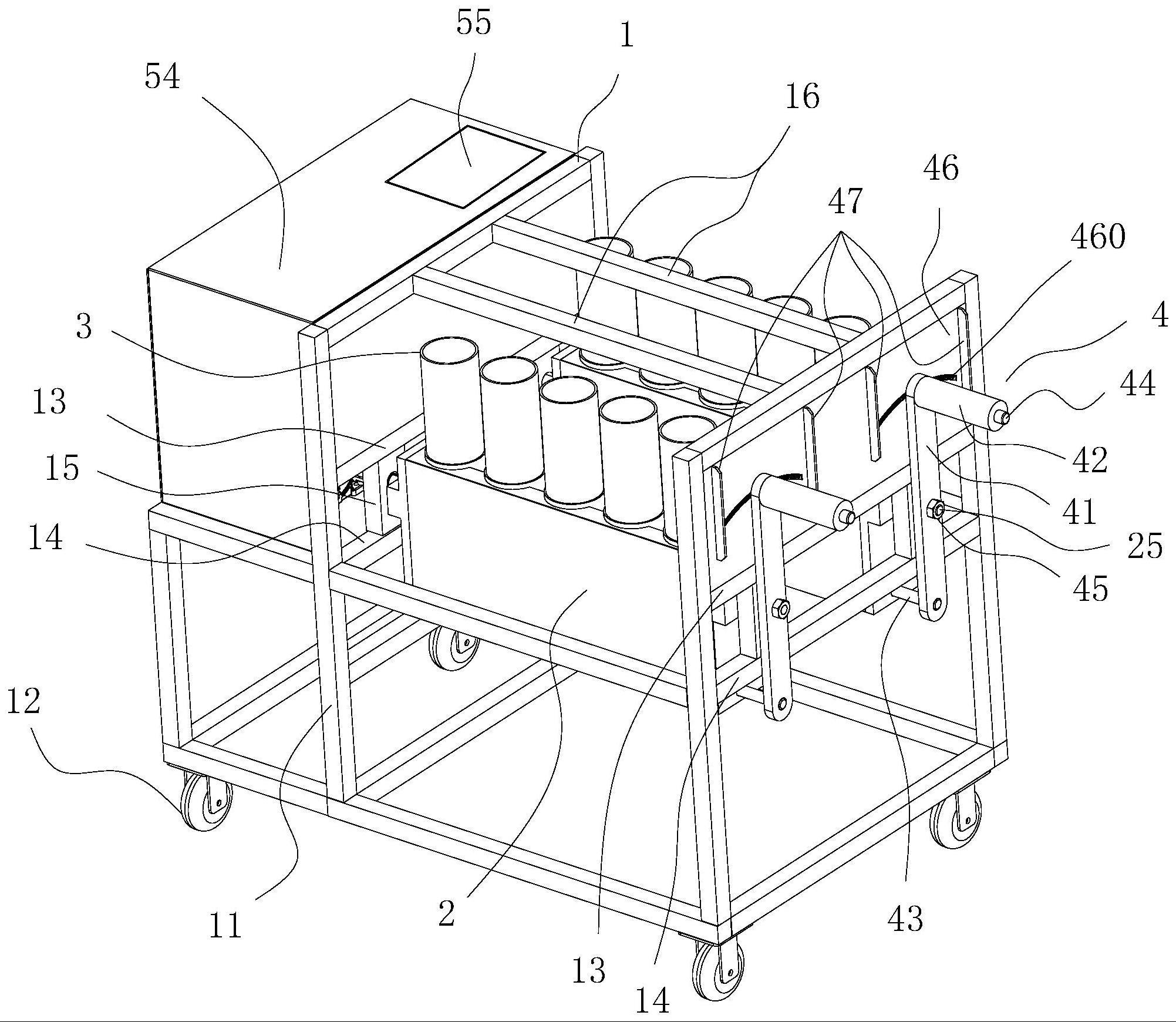
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种油压减振器的排气装置,该种油压减振器的排气装置包括移动推车、定位工装、储油缸总成、人力驱动机构和电动驱动机构,所述移动推车上架设有若干组能够转动的定位工装,所述定位工装上定位放置有若干储油缸总成,所述定位工装由人力驱动机构或电动驱动机构驱动摆动,人力驱动机构和电动驱动机构安装于移动推车上。
3、优选的是,所述移动推车包括车架和车轮,所述车架整体骨架由方管焊接组成,所述车架底部安装有车轮,车轮采用底板式双刹结构,车轮的轮子采用铁芯聚氨酯,所述车架上安装有两组平行的上y向横梁和下y向横梁,上y向横梁和下y向横梁之间焊接有两两相对的支撑块,支撑块上设有与轴承配合的安装圆孔,以支撑定位工装和储油缸总成的重量,所述车架顶部设置有与定位工装相对平行错开的支撑梁。
4、优选的是,所述定位工装包括底座、pvc管、上板、侧板、底板和转轴,所述底板、上板和侧板为钣金件,通过焊接到一体,用以支撑和封装底座和pvc管,底座上设有若干圆槽,与pvc管外径配合,pvc管用于放置储油缸总成,所述圆槽底部设置有与pvc管下端面配合的圆槽端面,若干圆槽底部设有贯通槽,上板设有多个上板圆孔,pvc管与上板圆孔配合,装配后,pvc管的下端面与圆槽端面接触,pvc管伸出上板端面,pvc管的伸出部便于取放,两外侧板通过转轴插装到支撑块上,底座设有与销轴匹配的通孔。
5、优选的是,所述电动驱动机构包括支撑板、步进电机、联轴器、控制柜和hmi控制器,车架上增设支撑板,支撑板上安装有步进电机,步进电机通过联轴器与转轴连接,通过步进电机正反转控制定位工装正反方向旋转,车架上增设控制柜,控制柜装载电气控制元件,控制柜上方设有hmi控制器,通过输出脉冲信号,控制步进电机正反转,hmi控制器实现计时,步进电机设有刹车装置。
6、优选的是,所述人力驱动机构包括曲柄、手柄、销轴、限位组件、螺母、角度板和限位块,所述曲柄中部设置有圆孔,定位工装上另一侧转轴穿过圆孔,所述曲柄上部安装有手柄,曲柄底部设有曲柄圆孔,销轴穿过曲柄圆孔后插装到定位工装的通孔内,手柄内装有限位组件,所述限位组件包括滑杆、定位销钉和弹簧,所述滑杆轴向滑动置于手柄内,滑杆顶部安装有穿过曲柄的定位销钉,移动推车上设置有一圈与之配合的限位孔,所述手柄内开设有供滑杆移动的滑腔,滑杆上套有弹簧,弹簧位于滑腔内且两端分别与滑杆和手柄相抵,转轴和支撑块连接设有轴承,转轴与轴承相对运动,转轴外端螺纹部拧有螺母,螺母限制曲柄轴向位移,移动推车上设有角度板,角度板上焊接有四个正反方向限位块,角度板设有多个均匀分布的限位孔。
7、一种油压减振器的排气方法,其特征在于:该种油压减振器的排气方法包括以下步骤:
8、s1、储油缸总成装配,将底阀与工作缸压装后放置到储油缸总成中,然后执行注油工序,同时在储油腔中放置气囊;
9、s2、储油缸总成安装,注油后,储油缸总成放置到排气装置的定位工装中,储油缸总成放置到pvc管内,储油缸总成底部吊环端面与底座上贯通槽端面配合,限制产品旋转,储油缸总成内部装有底阀、工作缸和气囊,腔内注有油液,液位线始终水平;
10、s3、定位工装装载产品后,受自身重力处于自由竖直状态a,定位工装由人力驱动机构或电动驱动机构驱动旋摆,旋摆到设定角度后,静置,进行反向偏摆,静置,直至目视表面无游离气泡。
11、优选的是,步骤s3中设定角度6°,静置15min。
12、优选的是,步骤s3中储油缸总成为样件试制时,定位工装由人力驱动机构驱动,手柄驱动曲柄绕圆孔轴线旋转,销轴带动定位工装旋摆,旋摆到设定角度后,松开滑杆,定位销钉插装到限位孔内,限制定位工装摆动,定位工装装载产品后,受自身重力处于自由竖直状态a,定位工装绕转轴偏摆,状态b1为偏摆6°,静置15min后,偏转到状态b2,状态b2为偏摆-6°。
13、优选的是,步骤s3中储油缸总成大批量生产时,为减轻工人工作强度,定位工装由电动驱动机构驱动,通过步进电机正反转控制定位工装正反方向旋转,通过输出脉冲信号,控制步进电机正反转,hmi控制器实现计时,工序完成后报警提醒功能,供足够的转矩,保证排气装置的旋摆功能,设置旋摆速度1转/分钟,即6°/秒钟,hmi控制器设置相对应脉冲数,脉冲数n=(6°/1.8°)×2000=6666,保证慢速旋摆防止油液受冲击飞贱。
14、与现有技术相比,本发明的有益效果是:
15、注油后增设偏摆排气工序,对储油缸总成进行偏摆静置,助于排出气泡,提高减振器阻尼性能;
16、排气装置由移动推车、定位工装和驱动部分组成,驱动部分设有人工驱动部分和电机驱动部分,满足样件试制和批量生产两种阶段的需求;
17、移动推车设有车轮和钢骨车架,满足产品承重和移动需求;
18、定位工装部分保证产品在静置和移动过程不发生晃动,油液外泄;
19、驱动部分实现产品倾斜角度设置,保证气泡有效排出。
技术特征:
1.一种油压减振器的排气装置,其特征在于:该种油压减振器的排气装置包括移动推车、定位工装、储油缸总成、人力驱动机构和电动驱动机构,所述移动推车上架设有若干组能够转动的定位工装,所述定位工装上定位放置有若干储油缸总成,所述定位工装由人力驱动机构或电动驱动机构驱动摆动,人力驱动机构和电动驱动机构安装于移动推车上。
2.根据权利要求1所述的一种油压减振器的排气装置,其特征在于:所述移动推车包括车架和车轮,所述车架整体骨架由方管焊接组成,所述车架底部安装有车轮,车轮采用底板式双刹结构,车轮的轮子采用铁芯聚氨酯,所述车架上安装有两组平行的上y向横梁和下y向横梁,上y向横梁和下y向横梁之间焊接有两两相对的支撑块,支撑块上设有与轴承配合的安装圆孔,以支撑定位工装和储油缸总成的重量,所述车架顶部设置有与定位工装相对平行错开的支撑梁。
3.根据权利要求1所述的一种油压减振器的排气装置,其特征在于:所述定位工装包括底座、pvc管、上板、侧板、底板和转轴,所述底板、上板和侧板为钣金件,通过焊接到一体,用以支撑和封装底座和pvc管,底座上设有若干圆槽,与pvc管外径配合,pvc管用于放置储油缸总成,所述圆槽底部设置有与pvc管下端面配合的圆槽端面,若干圆槽底部设有贯通槽,上板设有多个上板圆孔,pvc管与上板圆孔配合,装配后,pvc管的下端面与圆槽端面接触,pvc管伸出上板端面,pvc管的伸出部便于取放,两外侧板通过转轴插装到支撑块上,底座设有与销轴匹配的通孔。
4.根据权利要求1所述的一种油压减振器的排气装置,其特征在于:所述电动驱动机构包括支撑板、步进电机、联轴器、控制柜和hmi控制器,车架上增设支撑板,支撑板上安装有步进电机,步进电机通过联轴器与转轴连接,通过步进电机正反转控制定位工装正反方向旋转,车架上增设控制柜,控制柜装载电气控制元件,控制柜上方设有hmi控制器,通过输出脉冲信号,控制步进电机正反转,hmi控制器实现计时,步进电机设有刹车装置。
5.根据权利要求1所述的一种油压减振器的排气装置,其特征在于:所述人力驱动机构包括曲柄、手柄、销轴、限位组件、螺母、角度板和限位块,所述曲柄中部设置有圆孔,定位工装上另一侧转轴穿过圆孔,所述曲柄上部安装有手柄,曲柄底部设有曲柄圆孔,销轴穿过曲柄圆孔后插装到定位工装的通孔内,手柄内装有限位组件,所述限位组件包括滑杆、定位销钉和弹簧,所述滑杆轴向滑动置于手柄内,滑杆顶部安装有穿过曲柄的定位销钉,移动推车上设置有一圈与之配合的限位孔,所述手柄内开设有供滑杆移动的滑腔,滑杆上套有弹簧,弹簧位于滑腔内且两端分别与滑杆和手柄相抵,转轴和支撑块连接设有轴承,转轴与轴承相对运动,转轴外端螺纹部拧有螺母,螺母限制曲柄轴向位移,移动推车上设有角度板,角度板上焊接有四个正反方向限位块,角度板设有多个均匀分布的限位孔。
6.一种采用权利要求1-5任意一项所述的一种油压减振器的排气方法,其特征在于:该种油压减振器的排气方法包括以下步骤:
7.根据权利要求6所述的一种油压减振器的排气方法,其特征在于:步骤s3中设定角度6°,静置15min。
8.根据权利要求6所述的一种油压减振器的排气方法,其特征在于:步骤s3中储油缸总成为样件试制时,定位工装由人力驱动机构驱动,手柄驱动曲柄绕圆孔轴线旋转,销轴带动定位工装旋摆,旋摆到设定角度后,松开滑杆,定位销钉插装到限位孔内,限制定位工装摆动,定位工装装载产品后,受自身重力处于自由竖直状态a,定位工装绕转轴偏摆,状态b1为偏摆6°,静置15min后,偏转到状态b2,状态b2为偏摆-6°。
9.根据权利要求6所述的一种油压减振器的排气方法,其特征在于:步骤s3中储油缸总成大批量生产时,为减轻工人工作强度,定位工装由电动驱动机构驱动,通过步进电机正反转控制定位工装正反方向旋转,通过输出脉冲信号,控制步进电机正反转,hmi控制器实现计时,工序完成后报警提醒功能,供足够的转矩,保证排气装置的旋摆功能,设置旋摆速度1转/分钟,即6°/秒钟,hmi控制器设置相对应脉冲数,脉冲数n=(6°/1.8°)×2000=6666,保证慢速旋摆防止油液受冲击飞贱。
技术总结
本发明公开了一种油压减振器的排气装置及其排气方法,包括移动推车、定位工装、储油缸总成、人力驱动机构和电动驱动机构,所述移动推车上架设有若干组能够转动的定位工装,所述定位工装上定位放置有若干储油缸总成,所述定位工装由人力驱动机构或电动驱动机构驱动摆动,人力驱动机构和电动驱动机构安装于移动推车上。通过上述方式,本发明结构简单,增设油压减振器排气工序,储油缸总成注油后正向倾斜静置,到设定时间后反向倾斜,有效排出腔内气泡,提高减振器阻尼性能。
技术研发人员:高红星,陆翠兴,黄启镇,吴施华,杜玥,黄启伟
受保护的技术使用者:瑞威恒达(苏州)科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!