套管输氢系统的施工方法与流程
本发明涉及输氢系统,具体而言,涉及一种套管输氢系统的施工方法。
背景技术:
1、鉴于我国能源分布和需求的特点,西部地区的风光水等可再生能源较为丰富,东部地区对能源的需求量较大,随着氢能产业的快速发展,产出的氢气未来有大规模低成本运输的需求。利用管道输氢是解决大规模氢气低成本长距离运输的有效途径。
2、相关技术中,由于建设专用输氢管道成本高昂,氢气的输送主要是通过掺混在天然气中的方式,利用天然气管道进行输送。但是,掺混的输送方式存在一系列的问题,如天然气钢制管道的氢气损伤、掺混比例限制高、氢气提纯能耗较高等。当掺氢天然气直接使用时,存在热值降低、终端设备对掺氢比例的适应性等问题。
3、为此,相关技术中提出一种套管式输氢管道系统,能够避免氢气对管道造成的氢损伤,且无需提纯,成本低。在套管式输氢管道系统中,内管通高压氢气,内外管之间充等压保护气,实现临氢与承压的解耦。
4、套管输氢系统的现场安装施工是整个工程系统中的重要环节。现有压力管道安装施工工艺包括管道支架安装、管道安装、管道焊接及探伤、管道试压及严密性试验、管道吹扫、管道刷漆防腐等步骤,然而这些施工方法并不能够适用于套管输氢系统,因此,当前缺乏一种行之有效的套管输氢系统的施工方法。
技术实现思路
1、本发明的主要目的在于提供一种套管输氢系统的施工方法,能够有效解决套管输氢系统的现场施工问题,满足施工要求,保证施工质量。
2、为了实现上述目的,根据本发明的一个方面,提供了一种套管输氢系统的施工方法,包括:
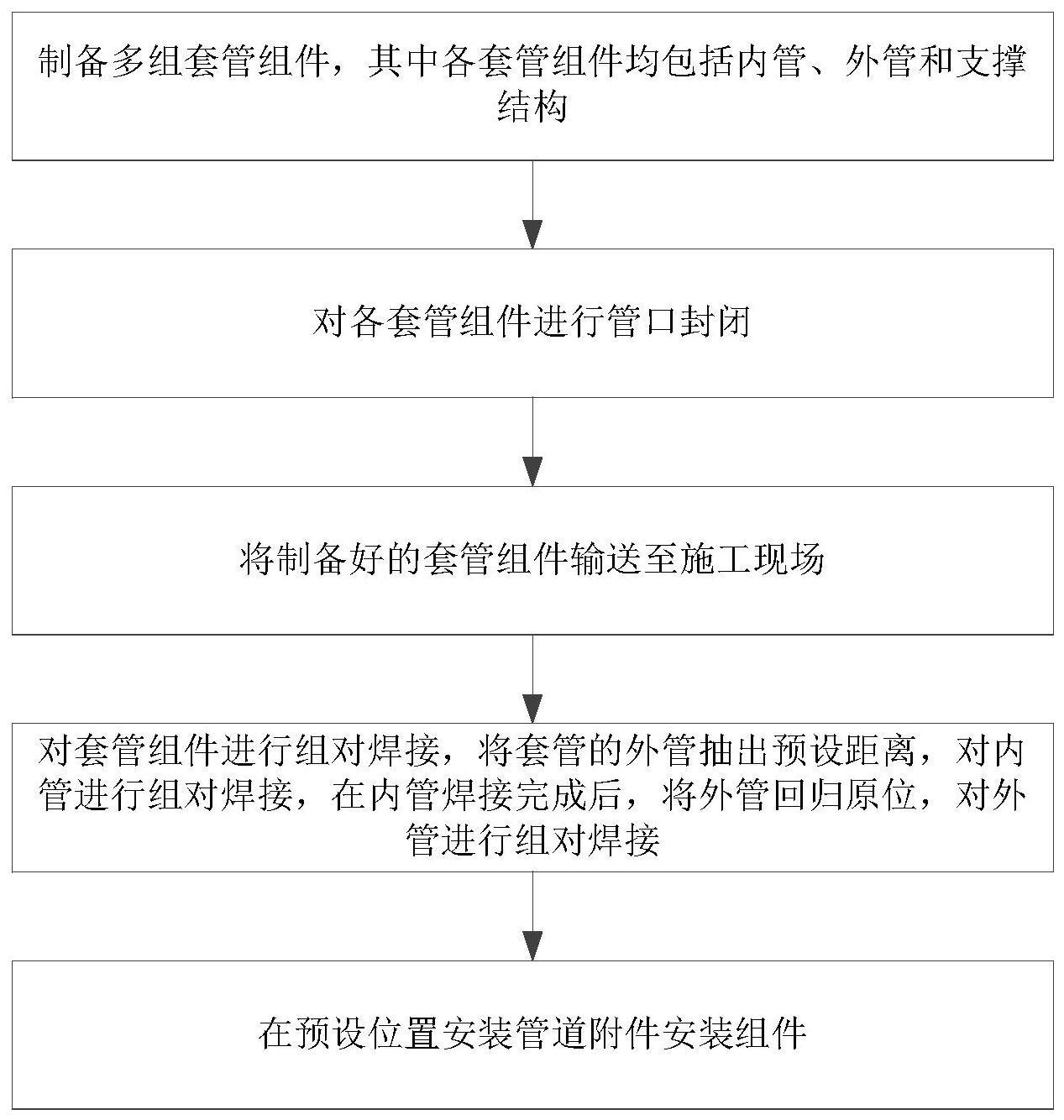
3、制备多组套管组件,其中各套管组件均包括内管、外管和支撑结构;
4、对各套管组件进行管口封闭;
5、将制备好的套管组件输送至施工现场;
6、对套管组件进行组对焊接,将套管的外管抽出预设距离,对内管进行组对焊接,在内管焊接完成后,将外管回归原位,对外管进行组对焊接;
7、在预设位置安装管道附件安装组件。
8、进一步地,制备多组套管组件的步骤包括:
9、将多个支撑结构套设在内管外,并使得多个支撑结构间隔排布;
10、将外管从内管的一端套设在内关外,使得支撑结构支撑在内管和外管之间,完成套管组件的预组装。
11、进一步地,对套管组件进行组对焊接,将套管的外管抽出预设距离,对内管进行组对焊接,在内管焊接完成后,将外管回归原位,对外管进行组对焊接的步骤包括:
12、拆除套管组件的封口,将套管组件对中,确保相邻套管组件的内管和外管的内壁齐平;
13、将外管抽出预设距离,对相邻的内管进行组对焊接,并在焊接完成后对焊缝进行检测,对不符合要求的焊口进行返修或重焊;
14、将外管推回原位,进行外管的组对焊接,并在焊接完成后对焊缝进行检测,对不符合要求的焊口进行返修或重焊,其中内管的焊接速度快于外管的焊接速度。
15、进一步地,进行外管的组对焊接的步骤包括:
16、采用多层施焊对相邻外管进行焊接;
17、对相邻外管进行打底焊,并在打底焊达到预设位置时对已焊接区域进行探伤,在无缺陷后继续施焊;
18、在完成外管焊接后对焊缝进行探伤检测。
19、进一步地,在完成外管焊接后对焊缝进行探伤检测的步骤之前还包括:
20、对焊接位置进行渗透无损检测。
21、进一步地,制备多组套管组件的步骤包括:
22、对套管组件的内管和外管的管口进行焊接坡口加工;
23、将管口内壁和外壁所产生的毛刺、浮锈、油污清理干净。
24、进一步地,支撑结构与内管的外壁过盈配合,与外管的内壁间隙配合或过渡配合。
25、进一步地,管道附件安装组件包括第一管道附件、旁通管和第二管道附件,在预设位置安装管道附件安装组件的步骤包括:
26、将管道附件安装组件连接在预设的两个相邻管道组件之间,使得第一管道附件位于氢气输送路径上,第二管道附件位于旁通管的保护气输送路径上,且旁通管与第一管道附件位于彼此的外周侧;
27、将旁通管配置为连接在管道附件安装组件两端的两个套管组件的外管上,并从外管的一侧向远离第一管道附件的方向偏置,以避让第一管道附件。
28、进一步地,管道附件安装组件还包括套管转接头,第一管道附件的两端分别设置有套管转接头,第一管道附件通过套管转接头与相邻的两个套管组件连接,将管道附件安装组件连接在预设的两个相邻管道组件之间,使得第一管道附件位于氢气输送路径上,第二管道附件位于旁通管的保护气输送路径上,且旁通管与第一管道附件位于彼此的外周侧的步骤包括:
29、在第一套管段和第二套管段之间预留管道附件安装组件的安装位;
30、将套管转接头固定连接在第一套管段和第二套管段上;
31、将两个输氢管道与两个套管转接头一一对应连接,使得输氢管道与第一内管段和第二内管段连通;
32、将第一管道附件安装在两个输氢管道之间;
33、将旁通管与两个套管转接头进行连接,使得旁通管的两端分别与两个套管转接头的转接腔连通;
34、将第二管道附件安装在旁通管上。
35、进一步地,管道附件安装组件还包括套管转接头,第一管道附件的两端分别设置有套管转接头,第一管道附件通过套管转接头与相邻的两个套管组件连接,将管道附件安装组件连接在预设的两个相邻管道组件之间,使得第一管道附件位于氢气输送路径上,第二管道附件位于旁通管的保护气输送路径上,且旁通管与第一管道附件位于彼此的外周侧的步骤包括:
36、在相邻的两个管道组件之间预留管道附件安装组件的安装位;
37、将套管转接头固定连接在相邻的两个套管组件上;
38、将第一管道附件安装在两个输氢管道之间,使得第一管道附件和两个输氢管道之间完成组装;
39、将完成组装的输氢管道与两个套管转接头进行连接,使得输氢管道与相邻的两个内管连通;
40、将第二管道附件安装在旁通管上,使得第二管道附件和旁通管完成组装;
41、将完成组装的旁通管与两个套管转接头进行连接,使得旁通管的两端分别与两个套管转接头的转接腔连通。
42、应用本发明的技术方案,套管输氢系统的施工方法包括:制备多组套管组件,其中各套管组件均包括内管、外管和支撑结构;对各套管组件进行管口封闭;将制备好的套管组件输送至施工现场;对套管组件进行组对焊接,将套管的外管抽出预设距离,对内管进行组对焊接,在内管焊接完成后,将外管回归原位,对外管进行组对焊接;在预设位置安装管道附件安装组件。采用该套管输氢系统的施工方法,能够方便实现套管输氢系统的现场施工,实现套管之间的连接安装,可以适用于套管这种特殊管道的施工,使得套管的现场施工能够顺利实施,满足与内管和外管进行连接的管道附件的安装设置,有效解决套管输氢系统的现场施工问题,满足施工要求,保证施工质量和施工效率。
- 还没有人留言评论。精彩留言会获得点赞!