圆柱滚子轴承用实体保持架、加工方法及加工用铣刀与流程
本发明涉及轴承保持架加工,尤其涉及圆柱滚子轴承用实体保持架、加工方法及加工用铣刀。
背景技术:
1、目前铁路客车用的圆柱轴承(42724qt)为拉方孔结构,滚子从保持架外径装入,拉刀上自带槽,拉削过程中在方孔内径处形成四个锁滚子点,防止滚子从内经掉出。这种拉方孔结构,加工方孔前需要镗三列兜孔,以中间孔定位拉方孔,拉完孔后需要再精车,特别繁琐,且拉削时形成四个锁点,尺寸及位置一致性非常差,经常出现高低不平,滚子装入后造成倾斜。拉削工艺还容易造成保持架变形,当出现拉刀钝了情况还会造成方孔宽度方向靠内径处尺寸比靠外径处尺寸小,这些问题都会造成轴承在装机使用过程中夹滚子、滚子被卡死等问题,造成重大质量事故。为了保证轴承使用时的安全性能,现急需设计一款新的圆柱滚子轴承保持架。
技术实现思路
1、针对现有技术的不足,本发明的目的是提供圆柱滚子轴承用实体保持架,其结构简单,安全可靠,能够提高轴承的使用寿命。
2、为了实现上述目的,本发明采用以下技术方案:
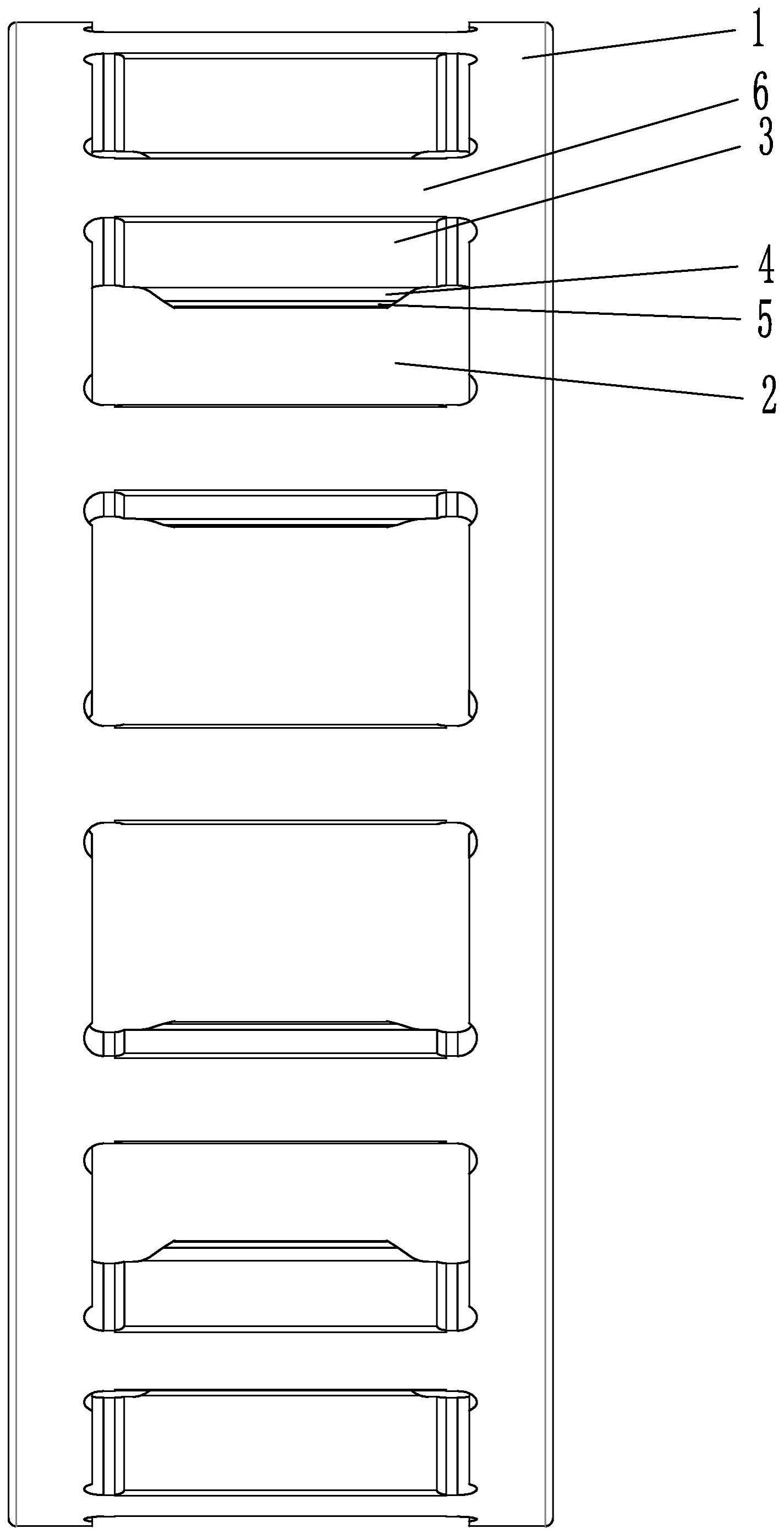
3、圆柱滚子轴承用实体保持架,包括一体设置的环形本体,所述环形本体上开设有多个方兜孔,每个方兜孔包括相对设置的两个径向侧面和相对设置的两个轴向侧面,其中两个所述轴向侧面与所述圆柱滚子的外周面相适配,两个所述径向侧面与所述圆柱滚子的端面相适配,每个所述轴向侧面从外到内依次设置有滚动面、锁滚子面和引导面。
4、进一步地,所述锁滚子面和所述引导面向内延伸出所述环形本体内壁。
5、进一步地,所述滚动面为直面,所述直面与圆柱滚子线接触。
6、进一步地,所述锁滚子面为内凹弧面。
7、进一步地,所述内凹弧面与所述圆柱滚子线接触。
8、进一步地,所述内凹弧面的所对应的半径为兜孔内的两个所述滚动面之间的间距的一半。
9、进一步地,所述引导面为向远离所述锁滚子面一侧倾斜的斜面。
10、进一步地,所述滚动面与所述锁滚子面、所述锁滚子面与所述引导面之间均圆滑过渡,所述引导面内侧边缘处设置有圆弧过渡面。
11、进一步地,所述方兜孔的四角沿径向设置有凹槽。
12、进一步地,相邻所述方兜孔之间设置有横梁,所述轴向侧面形成于所述横梁,所述锁滚子面和所述引导面形成于所述横梁内径侧的凸台。
13、本发明与现有技术相比的有益效果是:
14、本发明提供的圆柱滚子轴承用实体保持架,包括一体设置的环形本体,所述环形本体上开设有多个方兜孔,每个方兜孔包括相对设置的两个径向侧面和相对设置的两个轴向侧面,其中两个所述轴向侧面与所述圆柱滚子的外周面相适配,两个所述径向侧面与所述圆柱滚子的端面相适配,每个所述轴向侧面从外到内依次设置有滚动面、锁滚子面和引导面。其结构简单,安全可靠,能够提高轴承的使用寿命。
15、本发明的另一目的是提供上述的圆柱滚子轴承用实体保持架加工方法,通过成型铣刀加工方兜孔上的轴向侧面上的滚动面、锁滚子面和引导面。
16、本发明的圆柱滚子轴承用实体保持架加工方法与现有技术相比的有益效果是:
17、本发明提供的推力圆柱滚子轴承用实体保持架加工方法,加工精度高,便于操作,加工效率高。
18、本发明的另一目的是提供上述圆柱滚子轴承用实体保持架加工用铣刀,其能够保证圆柱滚子轴承用实体保持架的顺利加工,加工效率高,加工精度高。
19、为了实现上述目的,本发明采用以下技术方案:
20、圆柱滚子轴承用实体保持架加工用铣刀,包括:刀杆,所述刀杆的下端部外周面设置有至少一条刀刃部以及与所述刀刃部相适配的排屑槽,所述刀刃部包括前刀面、后刀面以及由所述前刀面和所述后刀面相交构成的组合切削刃,所述组合切削刃的刃形曲线包括位于中部的外凸圆弧段、所述外凸圆弧段靠近刀杆下端面的一侧连接有斜线段,所述外凸圆弧段远离刀杆下端面的一侧连接有直线段。
21、进一步地,所述斜线段远离所述外凸圆弧段的一端向远离刀杆中心轴线的一侧倾斜。
22、进一步地,所述外凸圆弧段与所述直线段的连接处以及所述外凸圆弧段与所述斜线段的连接处均圆滑过渡。
23、进一步地,所述直线段远离所述外凸圆弧段的一端设置有第一内凹圆弧刃,所述斜线段远离所述外凸圆弧段的一端设置有第二内凹圆弧刃,所述第一内凹圆弧刃与所述直线段的连接处以及所述第二内凹圆弧刃与所述斜线段的连接处均圆滑过渡。
24、进一步地,所述刀刃部为圆周均布的三条,相邻两条刀刃部之间设置有所述排屑槽。
25、进一步地,所述排屑槽为v型槽。
26、进一步地,所述前刀面为所述排屑槽的一侧壁面。
27、进一步地,所述刀刃部整体内凹于所述刀杆外周面。
28、进一步地,所述组合切削刃沿所述刀杆的轴向设置。
29、进一步地,所述外凸圆弧段形成于位于所述后刀面中部的鼓形段,所述直线段形成于所述后刀面上的圆柱段,所述斜线段形成于所述后刀面上的锥体段。
30、本发明与现有技术相比的有益效果是:
31、本发明提供的圆柱滚子轴承用实体保持架加工用铣刀包括:刀杆,所述刀杆的下端部外周面设置有至少一条刀刃部以及与所述刀刃部相适配的排屑槽,所述刀刃部包括前刀面、后刀面以及由所述前刀面和所述后刀面相交构成的组合切削刃,所述组合切削刃的刃形曲线包括位于中部的外凸圆弧段、所述外凸圆弧段靠近刀杆下端面的一侧连接有斜线段,所述外凸圆弧段远离刀杆下端面的一侧连接有直线段。其能够通过一把铣刀加工出圆柱滚子轴承用实体保持架兜孔内各个面的结构,简化了加工工艺,其能够保证圆柱滚子轴承用实体保持架兜孔的顺利加工,加工效率高,加工精度高。
技术特征:
1.圆柱滚子轴承用实体保持架,其特征在于:包括一体设置的环形本体,所述环形本体上开设有多个方兜孔,每个方兜孔包括相对设置的两个径向侧面和相对设置的两个轴向侧面,其中两个所述轴向侧面与所述圆柱滚子的外周面相适配,两个所述径向侧面与所述圆柱滚子的端面相适配,每个所述轴向侧面从外到内依次设置有滚动面、锁滚子面和引导面。
2.根据权利要求1所述的圆柱滚子轴承用实体保持架,其特征在于:所述锁滚子面和所述引导面向内延伸出所述环形本体内壁,所述滚动面为直面,所述直面与圆柱滚子线接触,所述锁滚子面为内凹弧面,所述内凹弧面与所述圆柱滚子线接触。
3.根据权利要求2所述的圆柱滚子轴承用实体保持架,其特征在于:所述内凹弧面的所对应的半径为兜孔内的两个所述滚动面之间的间距的一半;所述引导面为向远离所述锁滚子面一侧倾斜的斜面;所述滚动面与所述锁滚子面、所述锁滚子面与所述引导面之间均圆滑过渡,所述引导面内侧边缘处设置有圆弧过渡面,所述方兜孔的四角沿径向设置有凹槽。
4.根据权利要求1-3任意一项所述的圆柱滚子轴承用实体保持架,其特征在于:相邻所述方兜孔之间设置有横梁,所述轴向侧面形成于所述横梁,所述锁滚子面和所述引导面形成于所述横梁内径侧的凸台。
5.根据权利要求1-4任意一项所述的圆柱滚子轴承用实体保持架加工方法,其特征在于:通过成型铣刀加工方兜孔上的轴向侧面上的滚动面、锁滚子面和引导面。
6.根据权利要求1-4任意一项所述的圆柱滚子轴承用实体保持架加工用铣刀,其特征在于:包括:刀杆,所述刀杆的下端部外周面设置有至少一条刀刃部以及与所述刀刃部相适配的排屑槽,所述刀刃部包括前刀面、后刀面以及由所述前刀面和所述后刀面相交构成的组合切削刃,所述组合切削刃的刃形曲线包括位于中部的外凸圆弧段、所述外凸圆弧段靠近刀杆下端面的一侧连接有斜线段,所述外凸圆弧段远离刀杆下端面的一侧连接有直线段,所述斜线段远离所述外凸圆弧段的一端向远离刀杆中心轴线的一侧倾斜。
7.根据权利要求6所述的圆柱滚子轴承用实体保持架加工用铣刀,其特征在于:所述外凸圆弧段与所述直线段的连接处以及所述外凸圆弧段与所述斜线段的连接处均圆滑过渡,所述直线段远离所述外凸圆弧段的一端设置有第一内凹圆弧刃,所述斜线段远离所述外凸圆弧段的一端设置有第二内凹圆弧刃,所述第一内凹圆弧刃与所述直线段的连接处以及所述第二内凹圆弧刃与所述斜线段的连接处均圆滑过渡。
8.根据权利要求6所述的圆柱滚子轴承用实体保持架加工用铣刀,其特征在于:所述刀刃部为圆周均布的三条,相邻两条刀刃部之间设置有所述排屑槽,所述排屑槽为v型槽;所述前刀面为所述排屑槽的一侧壁面。
9.根据权利要求6所述的圆柱滚子轴承用实体保持架加工用铣刀,其特征在于:所述刀刃部整体内凹于所述刀杆外周面,所述组合切削刃沿所述刀杆的轴向设置。
10.根据权利要求6-9任意一项所述的圆柱滚子轴承用实体保持架加工用铣刀,其特征在于:所述外凸圆弧段形成于位于所述后刀面中部的鼓形段,所述直线段形成于所述后刀面上的圆柱段,所述斜线段形成于所述后刀面上的锥体段。
技术总结
本发明涉及圆柱滚子轴承用实体保持架、加工方法及加工用铣刀,圆柱滚子轴承用实体保持架包括一体设置的环形本体,所述环形本体上开设有多个方兜孔,每个方兜孔包括相对设置的两个径向侧面和相对设置的两个轴向侧面,每个所述轴向侧面从外到内依次设置有滚动面、锁滚子面和引导面,其结构简单,安全可靠,能够提高轴承的使用寿命。本发明提供的推力圆柱滚子轴承用实体保持架加工方法,加工精度高,便于操作,加工效率高。本发明提供的圆柱滚子轴承用实体保持架加工用铣刀能够通过一把铣刀加工出圆柱滚子轴承用实体保持架兜孔内各个面的结构,简化了加工工艺,其能够保证圆柱滚子轴承用实体保持架兜孔的顺利加工,加工效率高,加工精度高。
技术研发人员:张风恕,王秀华,刘贵新,卫广彤,张书豪
受保护的技术使用者:瓦房店亚通轴承制造有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!