一种高强度防锈螺母及其制造工艺的制作方法
本发明公开一种高强度防锈螺母及其制造工艺,属于紧固件生产加工。
背景技术:
1、螺母是机械行业中常用的紧固件,目前的加工方式一般为车削的成型,强度往往难以保证,有时在使用中产生断裂等不安全现象,对工业生产危害很大,同时螺母与螺栓连接时,由于两者受到使用环境的影响,螺母或者螺栓容易生锈,导致螺栓螺母在拆卸时受到较大的阻碍甚至无法拆卸而只能破坏零部件的情况,目前螺栓螺母在设计和制造上,对于这一问题还没有很好的解决方案。
技术实现思路
1、本发明的目的就是为了解决现有技术中的问题,而提供一种高强度防锈螺母及其制造工艺。
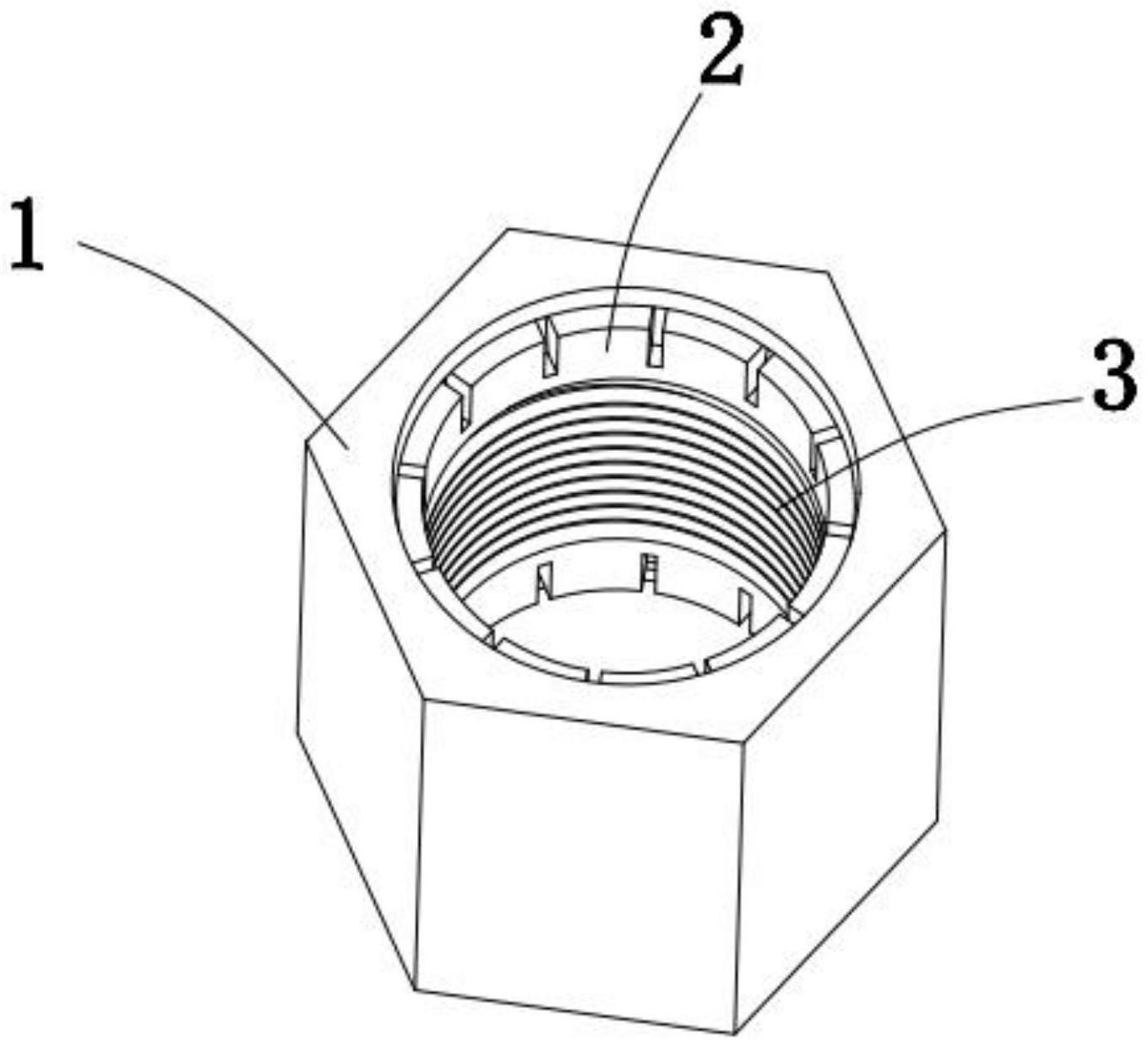
2、本发明通过以下技术方案来实现上述目的,一种高强度防锈螺母,包括本体和润滑套,所述本体的中部内侧设置有螺纹段,所述螺纹段的两侧具有活动槽,所述活动槽靠近螺纹段的一端直径小,另一端直径大,所述润滑套高度小于活动槽的高度,并安装在活动槽内,所述润滑套的内侧为直通孔,其外侧为与活动槽配合的圆台面,所述润滑套包括连接部和形变部,所述形变部设置有多个,相邻两个所述形变部之间具有通槽,所述形变部在安装时远离螺纹段设置,所述本体的两端还设置有用于阻挡形变部从活动槽中脱落的环形凸台。
3、优选的,所述润滑套采用upe塑料制成,所述直通孔的直径比螺纹段的大径小0.1-0.3mm。
4、优选的,所述活动槽的高度比润滑套的高度高2-3mm。
5、优选的,所述圆台面的截面斜度为8-10°,所述形变部以润滑套的中心按照30°等角度分布。
6、一种高强度防锈螺母制造工艺,包括以下步骤:
7、s1:选择合适尺寸规格的钢锭,将其加热中至750-800℃后保温2-3h,接着再升温至1000-1100℃后继续保温0.5-1h;
8、s2:将s1中加热的钢锭反复进行墩粗、拔长,直至锻造比大于3,再用内六角模具将其锻压成尺寸大于成品1-2mm的毛坯件,随后用冷却油冷却至常温;
9、s3:将毛坯件表面的氧化层抛磨掉,然后用车床对毛坯件进行车内孔和活动槽,再用内孔定位精铣毛坯件的外表面,最后用毛坯件的外表面定位精车内孔,并对内孔进行攻牙制得半成品;
10、s4:将半成品放入热处理炉中先后进行淬火和回火处理,待冷却之后将其放入砂粒抛丸机中二次去除其内外表面的氧化层;
11、s5:将s4中的半成品的内外表面喷涂防锈涂层,随后将其用润滑油洗净后将润滑套压入至活动槽中即可制得成品。
12、优选的,所述钢锭按照成分占比包括:碳0.06-0.1%、硅1.2-1.5%、铜2-4%、钨2-3%、锰1.3-1.6%、铬3-5%、硫≤0.03%,余量为铁。
13、优选的,淬火处理时将半成品加热至750-800℃后保温20-30min,之后淬入温度180-260℃的油中并保温10-15min,然后取出产物在室温下空冷,回火处理是将半成品加热到400-450℃,随后保温1-2h。
14、与现有技术相比,本发明的有益效果是:
15、1、螺母包含两个润滑套,润滑套受到推力后能够在活动槽内滑动,其外侧的圆台面会受到活动槽侧壁的挤压,使得形变部朝直通孔的中心产生形变,以便于螺栓在旋入或旋出时螺母中时,能够对螺栓进行润滑和除锈,使得两者在旋钮时更加顺畅,并且润滑套与螺栓抵触时,能够对螺母与螺栓的连接处进行密封,从而防止螺母内的螺纹段生锈。
16、2、螺母在制造时,其先经过反复锻造处理,使得其内部组织晶体更加均匀,在机加工后经过淬火和回火处理后,具有较高的硬度,并且螺母中的采用配比合理的碳、钨、铬、锰和铁元素,进一步提升了螺母的硬度,并且更加耐磨。
技术特征:
1.一种高强度防锈螺母,包括本体(1)和润滑套(2),其特征在于,所述本体(1)的中部内侧设置有螺纹段(3),所述螺纹段(3)的两侧具有活动槽(5),所述活动槽(5)靠近螺纹段(3)的一端直径小,另一端直径大,所述润滑套(2)高度小于活动槽(5)的高度,并安装在活动槽(5)内,所述润滑套(2)的内侧为直通孔(7),其外侧为与活动槽(5)配合的圆台面,所述润滑套(2)包括连接部(9)和形变部(8),所述形变部(8)设置有多个,相邻两个所述形变部(8)之间具有通槽(6),所述形变部(8)在安装时远离螺纹段(3)设置,所述本体(1)的两端还设置有用于阻挡形变部(8)从活动槽(5)中脱落的环形凸台(4)。
2.根据权利要求1所述的一种高强度防锈螺母,其特征在于,所述润滑套(2)采用upe塑料制成,所述直通孔(7)的直径比螺纹段(3)的大径小0.1-0.3mm。
3.根据权利要求1所述的一种高强度防锈螺母,其特征在于,所述活动槽(5)的高度比润滑套(2)的高度高2-3mm。
4.根据权利要求1所述的一种高强度防锈螺母,其特征在于,所述圆台面的截面斜度为8-10°,所述形变部(8)以润滑套(2)的中心按照30°等角度分布。
5.一种高强度防锈螺母制造工艺,其特征在于,包括以下步骤:
6.根据权利要求5所述的一种高强度防锈螺母制造工艺,其特征在于,所述钢锭按照成分占比包括:碳0.06-0.1%、硅1.2-1.5%、铜2-4%、钨2-3%、锰1.3-1.6%、铬3-5%、硫≤0.03%,余量为铁。
7.根据权利要求5所述的一种高强度防锈螺母制造工艺,其特征在于,淬火处理时将半成品加热至750-800℃后保温20-30min,之后淬入温度180-260℃的油中并保温10-15min,然后取出产物在室温下空冷,回火处理是将半成品加热到400-450℃,随后保温1-2h。
技术总结
本发明公开一种高强度防锈螺母,包括本体和润滑套,本体的中部内侧设置有螺纹段,螺纹段的两侧具有活动槽,活动槽靠近螺纹段的一端直径小,另一端直径大,润滑套高度小于活动槽的高度,并安装在活动槽内,润滑套的内侧为直通孔,螺母的制造工艺是采用将钢锭加热后反复锻造,经过机加工后进行热处理,再进行抛丸处理后喷涂防锈涂层,最后涂抹润滑油后并压入润滑套,如此螺母在与螺栓连接时,其不仅可起到润滑的效果,润滑套与螺栓抵触时能够保持螺母内螺纹段的密封,从而避免氧化以达到防锈的效果,同时螺栓在退出螺母时,在摩擦力的作用下可以去除螺栓表面的部分铁锈,以避免两者出现卡死。
技术研发人员:王建均,李永锋,胡必峰,李松华
受保护的技术使用者:乐清市东亚紧固件有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!