一种防松紧固件及连接方法与流程
本发明属于铆接,尤其涉及一种防松紧固件及连接方法,属金属机械加工的铆接类(b21j)和紧固件类(f16b)。
背景技术:
1、目前针对紧固件的防松通常采用的方法有加防松垫圈、弹簧垫圈、螺母防松液、双螺母防松、螺母钻孔加销固定、自锁螺母等。
2、现有普通螺栓在长期服役或直接承受动载荷时,螺母容易沿螺旋线退出,导致连接松动,造成结构件损坏。现有防松紧固件防松性能不能满足需要,附件成本高;涉及防松垫圈、弹簧垫圈、螺母防松液、双螺母防松、螺母钻孔加销固定等防松方式防松性能也需要进一步提高。
技术实现思路
1、本发明根据现有技术的不足公开了一种防松紧固件及连接方法。本发明目的是提供一种连接强度一致性好、防松性好、安装及拆除方便、施工效率高的防松紧固件及连接方法。
2、本发明通过以下技术方案实现:
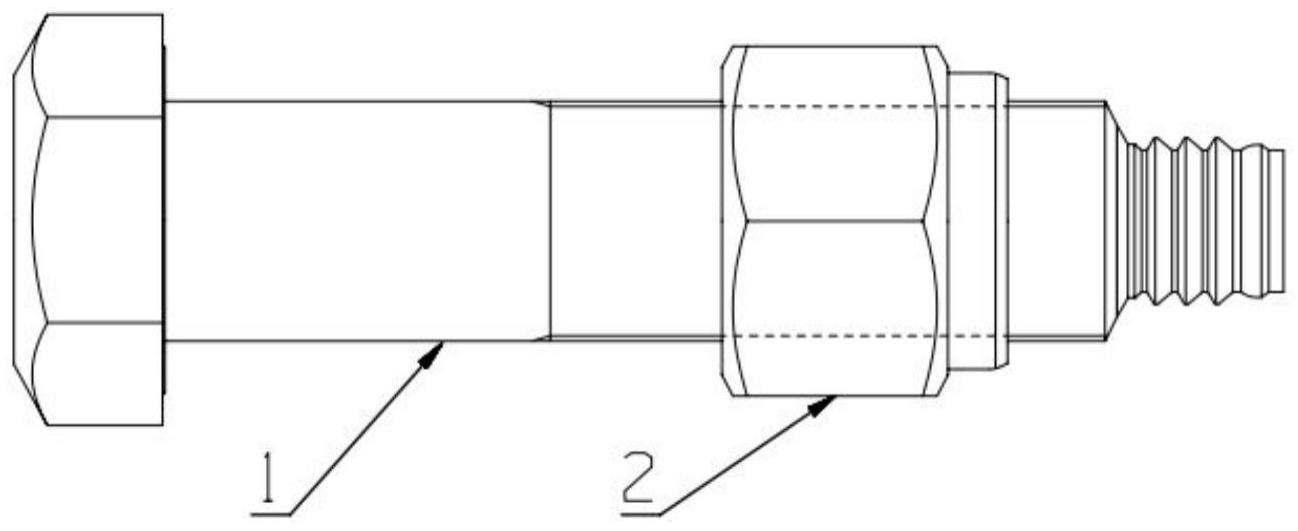
3、本发明首先提供一种防松紧固件,紧固件由螺杆和相互螺纹匹配的螺母构成,其特征在于:螺母沿轴向包括螺母锁紧区和螺母螺纹区;
4、螺母螺纹区,外周为正多边形结构,内壁为标准螺纹或非标螺纹,用于与螺杆螺纹区相互配合通过拧转紧固;
5、螺母锁紧区,外周为圆柱形结构,内壁为光面,用于通过径向挤压后填充到螺杆螺纹区实现紧固。
6、进一步所述螺母满足:螺母锁紧区内径≥螺母螺纹区内径;螺母锁紧区外径≤螺母螺纹区外径;螺母锁紧区长度<螺母长度;螺母锁紧区硬度<螺母螺纹区硬度。
7、所述螺杆由沿轴向布置的帽头、光杆、螺杆螺纹区和环槽型尾牙构成。
8、本发明还提供了采用上述防松紧固件的连接方法,包括以下步骤:
9、第一步:使用工具按照设定的扭矩值对螺母和螺杆进行拧紧紧固安装;
10、第二步:在拧紧安装完成后,使用挤压工具卡爪抓住螺杆环槽型尾牙,挤压头向下移动,将螺母锁紧区金属径向挤压填充到螺杆螺纹区,挤压头移出,最终使得螺母锁死在螺杆上形成一个整体,安装完成。
11、现有普通螺栓在长期服役或直接承受动载荷时,螺母容易沿螺旋线退出,导致连接松动,造成结构件损坏。本发明防松紧固件螺杆尾部增加了环形槽尾牙,螺母增加了变形锁紧区;在不影响现有普通紧固件安装和功能的基础上,因螺母增加了锁紧区,连接后螺杆和螺母锁死形成一体,具有优异的防松性能。
12、本发明防松紧固件结合了普通螺纹紧固件和金属塑性变形的原理,在安装时,首先使用专业工具将螺母和螺杆按照所需夹紧力拧紧,再将螺母锁紧区金属径向挤压填充到螺杆螺纹区,最终使得螺母锁死在螺杆上形成一个整体,在外力作用下,螺母和螺杆之间不会发生相对的位移,锁紧区只起到防松作用,被连接件之间的夹紧轴力完全由螺纹区提供,该紧固件具有非常优异的防松性能。本发明螺栓和螺母结构相对简单,制造方便,制造成本低。
技术特征:
1.一种防松紧固件,由螺杆和相互螺纹匹配的螺母构成,其特征在于:螺母沿轴向包括螺母锁紧区和螺母螺纹区;
2.根据权利要求1所述的防松紧固件,其特征在于:所述螺母满足:螺母锁紧区内径≥螺母螺纹区内径;螺母锁紧区外径≤螺母螺纹区外径;螺母锁紧区长度<螺母长度;螺母锁紧区硬度<螺母螺纹区硬度。
3.根据权利要求2所述的防松紧固件,其特征在于:所述螺杆由沿轴向布置的帽头、光杆、螺杆螺纹区和环槽型尾牙构成。
4.一种防松紧固件连接方法,其特征在于:采用权利要求1或2或3所述的防松紧固件,包括以下步骤:
技术总结
本发明公开了一种防松紧固件及连接方法。紧固件由螺杆和螺纹匹配的螺母构成,螺母沿轴向包括螺母锁紧区和螺母螺纹区;螺母螺纹区外周为正多边形结构,内壁为标准螺纹或非标螺纹用于与螺杆螺纹区相互配合通过拧转紧固;螺母锁紧区外周为圆柱形结构,内壁为光面,用于通过径向挤压后填充到螺杆螺纹区实现紧固。连接方法包括:使用工具对螺母和螺杆进行拧紧紧固安装,拧紧完成后,使用挤压工具将螺母锁紧区金属径向挤压使得螺母锁死在螺杆上形成一个整体。本发明防松紧固件螺杆尾部增加了环形槽尾牙,螺母增加了变形锁紧区;在不影响现有普通紧固件安装和功能的基础上,因螺母增加了锁紧区,连接后螺杆和螺母锁死形成一体,具有优异的防松性能。
技术研发人员:范亚锋,刘宇,贾云龙,王旺兵,何旭,张钦,罗涛,董帅,潘飞燕,左世斌,赵锐,肖长玖,张小连
受保护的技术使用者:眉山中车紧固件科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!