胶囊内窥镜组装系统和胶囊内窥镜的组装方法与流程
本发明涉及医疗器械制造领域,具体为一种胶囊内窥镜组装系统和胶囊内窥镜的组装方法。
背景技术:
1、胶囊内窥镜,是一种呈胶囊状的内窥镜,其内部集成有电池、摄像装置、通知装置,可通过口服方式进入人体消化道内检查人体消化道的健康状况,胶囊内窥镜作为一种高效便捷的诊疗仪器,已在临床中得到广泛的应用。
2、制造胶囊内窥镜时,需要将其前壳和后壳组装在一起,现有技术中,具有能够自动将前壳和后壳进行组装的转盘设备,如专利cn213349536u所示,其通过一个机械手将前壳压在已涂好胶水的后壳上,在随后的擦胶和固化步骤中,该机械手需要一直压住前壳以固定前壳位置,不能再进行上料操作,如此胶囊内窥镜的制造时间较长,影响生产效率。
技术实现思路
1、本发明的目的在于提供一种用时更短,生产效率更高的胶囊内窥镜组装系统和胶囊内窥镜的组装方法。
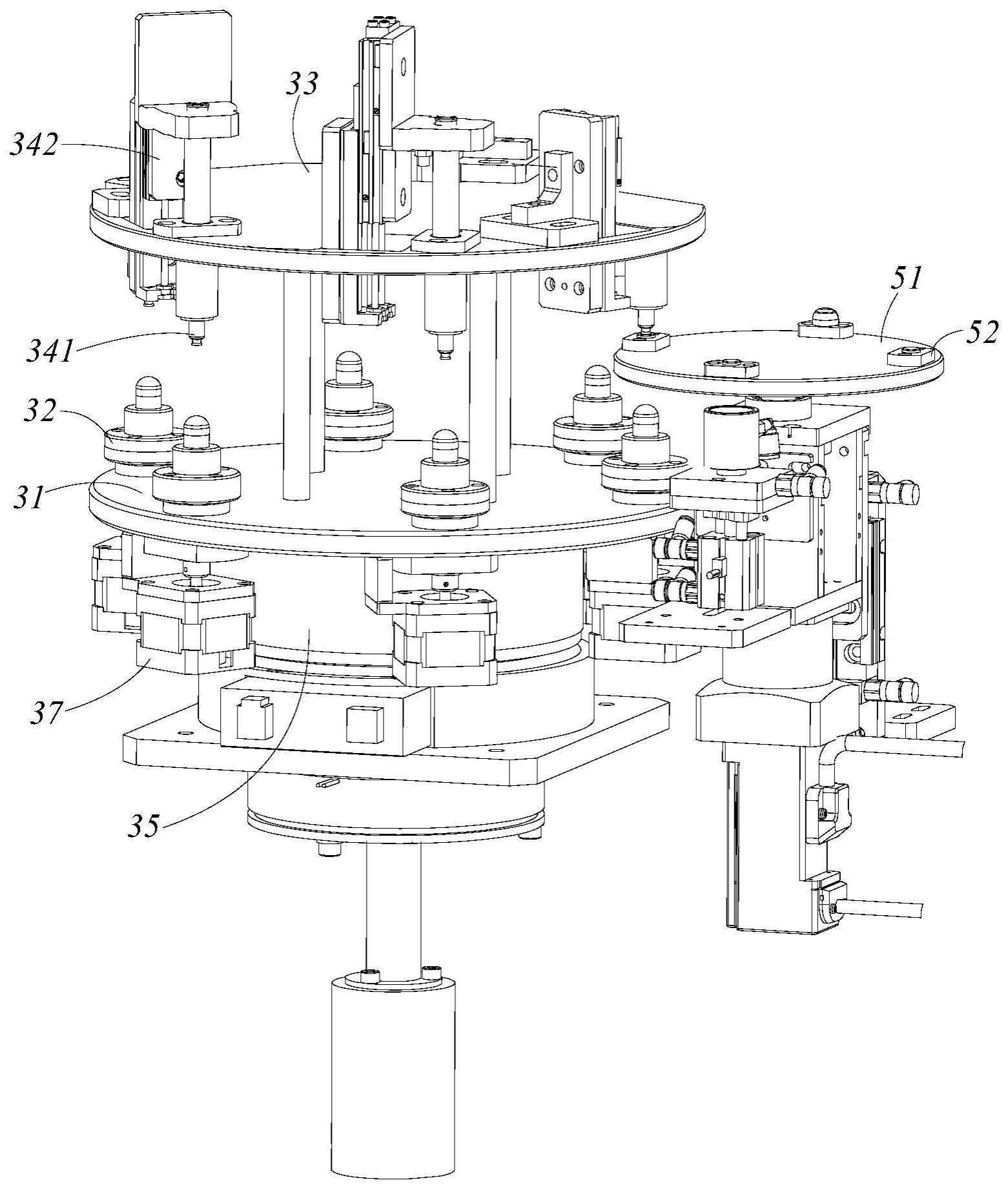
2、为实现上述目的,本发明提供一种胶囊内窥镜组装系统,包括机台、设于机台上的转盘模组,转盘模组包括相对机台可转动设置的第一转盘、设于第一转盘上用于容纳后壳的多个后壳载座、设于第一转盘上方并跟随第一转盘同步转动设置的第二转盘、设于第二转盘上的固持机构,多个所述后壳载座沿第一转盘的周向方向均匀分布,所述固持机构包括固持件、用于驱动固持件上下移动的第一伸缩驱动件,所述固持机构用以固定前壳、上下移动前壳并与后壳载座在上下方向上一一对应设置,所述胶囊内窥镜组装系统还包括分别设于相应后壳载座一侧的后壳上料模组、移载模组以及点胶模组,所述移载模组用于将前壳移载至与其相应的后壳载座上方的固持件处。
3、作为本发明的进一步改进,所述移载模组包括相对机台可转动设置的第三转盘、设于第三转盘上用于容纳前壳的多个前壳载座,所述前壳载座沿第三转盘的周向方向均匀分布,第三转盘设于后壳载座和固持件之间,前壳载座能够随着第三转盘的转动移动至与移载模组相对应的后壳载座的上方,所述胶囊内窥镜组装系统还包括分别设于相应前壳载座一侧的前壳上料模组以及清洁模组。
4、作为本发明的进一步改进,所述胶囊内窥镜组装系统还包括连接机台和移载模组并驱动移载模组升降的升降机构,所述清洁模组连接于所述移载模组。
5、作为本发明的进一步改进,所述前壳载座上开设有上下贯穿的第一开孔,所述第三转盘上开设有与第一开孔对应并上下贯穿的第二开孔,所述清洁模组包括设于前壳载座上方用于固定前壳的固定件、设于第二开孔下方的吹风件、用于驱动吹风件上下移动的第二伸缩驱动件。
6、作为本发明的进一步改进,所述胶囊内窥镜组装系统还包括擦胶模组、固化模组和胶层检测模组,所述后壳载座设置有6个,所述后壳上料模组、移载模组、点胶模组、擦胶模组、固化模组和胶层检测模组沿第一转盘的周向方向排布且与后壳载座一一对应设置,并分别对应设于一个后壳载座一侧。
7、作为本发明的进一步改进,所述前壳上料模组包括第一固持组件、设于机台上并驱动第一固持组件运动的第一机械臂、设于第三转盘一侧的前壳托盘,所述后壳上料模组包括第二固持组件、设于机台上并驱动第二固持组件运动的第二机械臂、设于第一转盘一侧的后壳托盘。
8、作为本发明的进一步改进,所述第二固持组件包括连接于第二机械臂末端的连接座、连接于连接座的两个第二夹持件或两个吸盘。
9、本发明还提供一种胶囊内窥镜的组装方法,其使用上述的胶囊内窥镜组装系统,包括如下步骤:
10、s1、后壳上料模组将一个后壳移载至靠近其的后壳载座上,该后壳载座为第一后壳载座;
11、s2、转动第一转盘,将第一后壳载座转动至移载模组处;
12、s3、移载模组将一个前壳移载至第一后壳载座和第一后壳载座上方的固持件之间;
13、s4、第一前壳载座上的前壳转移至位于第一后壳载座上方的固持件上;
14、s5、继续转动第一转盘,将第一后壳载座转动至点胶模组处后,点胶模组对第一后壳载座上的后壳进行点胶操作,在点胶的同时,后壳上料模组将另一后壳移载至靠近其的后壳载座上。
15、作为本发明的进一步改进,所述步骤s3包括:
16、s31、前壳上料模组将一个前壳移载至靠近其的前壳载座上,该前壳载座为第一前壳载座;
17、s32、转动第三转盘,待第一前壳载座移动至清洁模组处后,清洁模组对第一前壳载座上的前壳进行清洁,并在清洁的同时,前壳上料模组将另一前壳移载至靠近其的前壳载座上;
18、s33、继续转动第三转盘,将第一前壳载座转动至第一后壳载座和位于第一后壳载座上方的固持件之间。
19、作为本发明的进一步改进,所述方法还包括:
20、s6、继续转动第一转盘,将第一后壳载座转动至擦胶模组处,待第一后壳载座上方的固持件下压将前壳压在后壳上后,擦胶模组擦去胶囊内窥镜上溢出的胶水;
21、s7、继续转动第一转盘,将第一后壳载座转动至固化模组处,固化模组对胶囊内窥镜上的胶水进行固化,固化完成后,固持件上移,与后壳脱离;
22、s8、继续转动第一转盘,将第一后壳载座转动至胶层检测模组处,胶层检测模组检测胶囊内窥镜上的胶水是否擦拭干净;
23、s9、继续转动第一转盘,将第一后壳载座转动至初始位置,后壳上料模组取出第一后壳载座内的胶囊内窥镜,并将一新的后壳放入第一后壳载座内。
24、本发明的有益效果:
25、本发明提供的胶囊内窥镜的组装系统以及胶囊窥镜的组装方法中,移载模组将前壳移载至后壳载座上方后被转移至固持件处,前壳由固持件下压与后壳进行组装,如此,移载模组能够接着动作,继续将新的前壳移载至后壳载座上方,相比于现有技术中使用机械手上料后一直压住前壳的方式,可以压缩胶囊内窥镜的生产时间,提高了生产效率。
技术特征:
1.一种胶囊内窥镜组装系统,其特征在于,包括机台、设于机台上的转盘模组,转盘模组包括相对机台可转动设置的第一转盘、设于第一转盘上用于容纳后壳的多个后壳载座、设于第一转盘上方并跟随第一转盘同步转动设置的第二转盘、设于第二转盘上的固持机构,多个所述后壳载座沿第一转盘的周向方向均匀分布,所述固持机构包括固持件、用于驱动固持件上下移动的第一伸缩驱动件,所述固持机构用以固定前壳、上下移动前壳并与后壳载座在上下方向上一一对应设置,所述胶囊内窥镜组装系统还包括分别设于相应后壳载座一侧的后壳上料模组、移载模组以及点胶模组,所述移载模组用于将前壳移载至与其相应的后壳载座上方的固持件处。
2.根据权利要求1所述的胶囊内窥镜组装系统,其特征在于,所述移载模组包括相对机台可转动设置的第三转盘、设于第三转盘上用于容纳前壳的多个前壳载座,所述前壳载座沿第三转盘的周向方向均匀分布,第三转盘设于后壳载座和固持件之间,前壳载座能够随着第三转盘的转动移动至与移载模组相对应的后壳载座的上方,所述胶囊内窥镜组装系统还包括分别设于相应前壳载座一侧的前壳上料模组以及清洁模组。
3.根据权利要求2所述的胶囊内窥镜组装系统,其特征在于,所述胶囊内窥镜组装系统还包括连接机台和移载模组并驱动移载模组升降的升降机构,所述清洁模组连接于所述移载模组。
4.根据权利要求2或3所述的胶囊内窥镜组装系统,其特征在于,所述前壳载座上开设有上下贯穿的第一开孔,所述第三转盘上开设有与第一开孔对应并上下贯穿的第二开孔,所述清洁模组包括设于前壳载座上方用于固定前壳的固定件、设于第二开孔下方的吹风件、用于驱动吹风件上下移动的第二伸缩驱动件。
5.根据权利要求1所述的胶囊内窥镜组装系统,其特征在于,所述胶囊内窥镜组装系统还包括擦胶模组、固化模组和胶层检测模组,所述后壳载座设置有6个,所述后壳上料模组、移载模组、点胶模组、擦胶模组、固化模组和胶层检测模组沿第一转盘的周向方向排布且与后壳载座一一对应设置,并分别对应设于一个后壳载座一侧。
6.根据权利要求2所述的胶囊内窥镜组装系统,其特征在于,所述前壳上料模组包括第一固持组件、设于机台上并驱动第一固持组件运动的第一机械臂、设于第三转盘一侧的前壳托盘,所述后壳上料模组包括第二固持组件、设于机台上并驱动第二固持组件运动的第二机械臂、设于第一转盘一侧的后壳托盘。
7.根据权利要求6所述的胶囊内窥镜组装系统,其特征在于,所述第二固持组件包括连接于第二机械臂末端的第二连接座、连接于第二连接座的两个第二夹持件或两个吸盘。
8.一种胶囊内窥镜的组装方法,其特征在于,使用如权利要求1所述的胶囊内窥镜组装系统,所述方法包括如下步骤:
9.根据权利要求8所述的胶囊内窥镜的组装方法,其特征在于,所述移载模组包括相对机台可转动设置的第三转盘、设于第三转盘上用于容纳前壳的多个前壳载座,所述前壳载座沿第三转盘的周向方向分布,第三转盘设于后壳载座和固持件之间,前壳载座能够随着第三转盘的转动移动至一个后壳载座和一个固持件之间,所述胶囊内窥镜组装系统还包括分别设于一个前壳载座一侧的前壳上料模组以及清洁模组,所述步骤s3包括:
10.根据权利要求8或9所述的胶囊内窥镜的组装方法,其特征在于,所述胶囊内窥镜组装系统还包括固化模组和胶层检测模组,所述后壳载座设置有6个,所述后壳上料模组、移载模组、点胶模组、擦胶模组、固化模组和胶层检测模组沿第一转盘的周向方向依次设置,并分别对应设于一个后壳载座一侧,所述方法还包括:
技术总结
本发明提供一种胶囊内窥镜组装系统和胶囊内窥镜的组装方法,胶囊内窥镜组装系统包括机台、设于机台上的转盘模组,转盘模组包括第一转盘、设于第一转盘上的多个后壳载座、设于第一转盘上方与第一转盘同步转动的第二转盘、设于第二转盘上的固持机构,固持机构包括固持件、用于驱动固持件上下移动的第一伸缩驱动件,胶囊内窥镜组装系统还包括上料模组、移载模组以及点胶模组,移载模组将前壳移载至后壳载座上方后,前壳被转移至固持件上,前壳由固持件下压与后壳进行组装,如此,移载模组能够接着动作,继续将新的前壳移载至后壳载座上方,相比于现有技术中使用机械手抓取前壳后一直压住前壳的方式,可以压缩胶囊内窥镜的生产时间,提高了生产效率。
技术研发人员:盛凡,黄亮,黄诗宇,陈运文
受保护的技术使用者:安翰科技(武汉)股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!