一种角接触不锈钢满球球轴承的全自动组装设备及方法与流程
本发明涉及满球球轴承的全自动组装,具体为一种角接触不锈钢满球球轴承的全自动组装设备及方法。
背景技术:
1、装配轴承时,最基本要求是要施加的轴向力,直接作用在所装轴承的套圈的端面上(装在轴上时,施加的轴向力要直接作用在内圈上,装在孔上时施加的作用力要直接作用在外圈上);尽量不影响滚动体,装配的方法有锤击法、压力机装配法、热装法、冷冻装配法等;
2、而对于满球轴承装配常用的锤击法通常在锤子垫上紫铜棒以及一些比较软的材料后再锤击的方法,要注意不要使铜末等异物落入轴承滚道内,不要直接用锤子或冲筒直接敲打轴承的内外圈,以免影响轴承的配合精度或造成轴承损坏,但由于人工锤击的不可控性,容易导致轴承内外圈以及滚珠出现或多或少的损伤,从而影响轴承后期的使用寿命,而对于采用螺旋压力机或液压机装配轴承时,压前要将轴承放平,并涂上少许润滑油,压入速度不宜过快,轴承到位后要迅速撤去压力,但由于滚珠尺寸存在的微小误差经过压力的作用进入轴承套圈中,未经过载处理的偏大尺寸滚珠强行压入就会导致轴承或者滚珠出现损伤;
3、为此,我们提出一种角接触不锈钢满球球轴承的全自动组装设备及方法。
技术实现思路
1、本发明的目的在于提供一种角接触不锈钢满球球轴承的全自动组装设备及方法,以解决上述背景技术中提出的滚珠尺寸出现误差强行按压进入轴承内外圈中容易造成轴承内外圈以及滚珠出现损伤,影响轴承后期的使用寿命的问题;
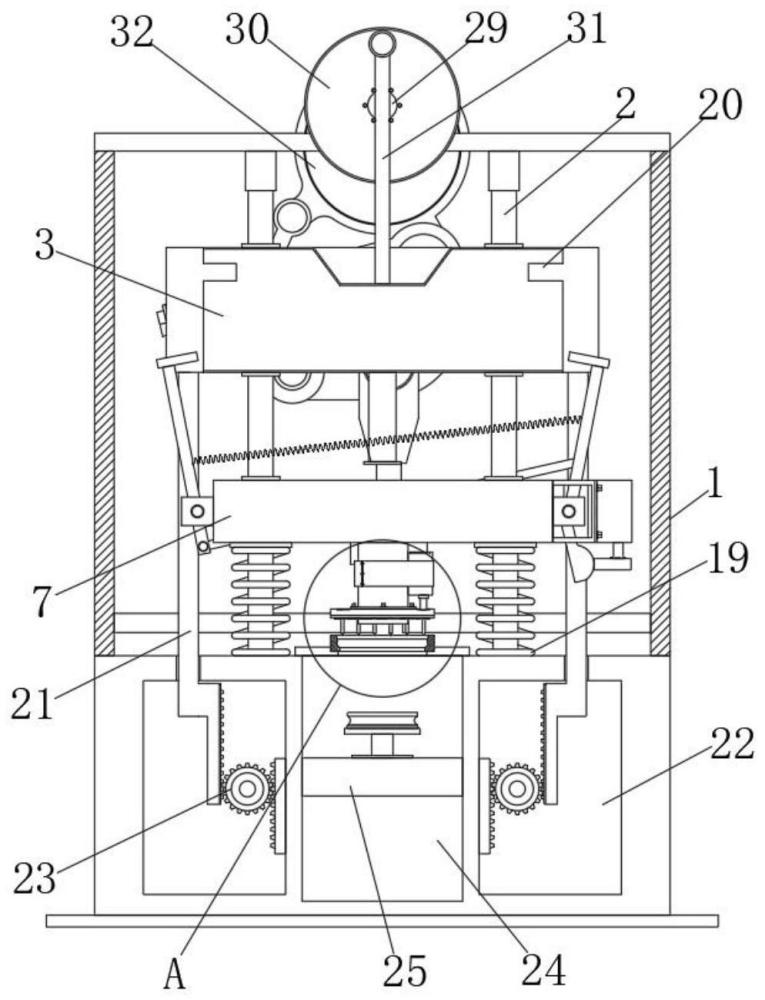
2、为实现上述目的,本发明提供如下技术方案:一种角接触不锈钢满球球轴承的全自动组装设备,包括坐台,所述坐台的顶部通过螺栓对称固定有滑柱,且位于滑柱的外壁套设滑动连接有活动块一,所述活动块一的底部通过螺栓固定有导料管,所述滑柱的外壁且位于活动块一的底部滑动连接有活动块二,所述活动块二的底部固定连接有压筒,所述压筒的外壁套设固定有压套,所述压套的底部通过轴承活动连接有调节柱;
3、所述坐台上开设有活动腔,且位于活动腔内滑动连接有放置齿板,所述放置齿板的顶部固定有限位板,所述活动腔顶部且位于坐台上滑动连接有传送带;
4、所述坐台的顶部通过轴承活动连接有转轴,且位于转轴上套设固定有转盘二,所述转盘二的外壁套设滑动连接有转套,所述转套的一侧转动连接有连接杆,所述转套的另一侧转动连接有固定杆,且位于固定杆的两侧转动连接有抵柱,所述连接杆的一端与固定杆活动连接,所述抵柱的一端贯穿连接杆的折角位并与连接杆滑动连接,所述抵柱位于连接杆的一侧外壁套设安装有弹簧三,所述固定杆的一侧活动连接有压块,且位于压块的底部套设固定有套块。
5、进一步的,所述转轴的一端套设固定有转盘一,且位于转盘一的一侧活动连接有连接柱,所述连接柱的一端与活动块一的顶部活动连接。
6、进一步的,所述活动块一的顶部开设有存放槽,且位于存放槽的两侧内壁活动连接有圆槽板,所述存放槽的一侧与导料管相连通,所述活动块一的两侧对称开设有卡槽,所述活动块一的底部两侧通过点焊对称固定有齿柱。
7、进一步的,所述活动块二的一侧通过轴承转动连接有转杆一,所述转杆一侧壁的活动块二上安装有电机一,且位于电机一的输出端固定有凸轮,所述活动块二的另一侧通过轴承转动连接有转杆二,且位于转杆二的一端转动连接有导向杆,所述导向杆的一端与转杆一的侧壁活动连接,所述转杆一的一侧连接有弹簧一,且位于弹簧一的一侧与转杆二相连接,所述活动块二底部滑柱上套设连接有弹簧二。
8、进一步的,所述坐台位于活动腔的两侧对称开设有空腔,所述空腔的内壁通过轴承活动连接有传动齿,所述齿柱的一端贯穿坐台顶部并与传动齿的一侧啮合连接,所述放置齿板的一侧贯穿活动腔一侧并与传动齿的一侧啮合连接。
9、进一步的,所述坐台内开设有存料腔,且位于存料腔的一侧与活动腔相连通,所述坐台的一侧且位于存料腔内安装有推料板,所述坐台的一侧安装有导球管。
10、该角接触不锈钢满球球轴承的全自动组装方法为:
11、步骤一:轴承内外圈的重合,将轴承外圈提前放置在带有孔洞的传送带上,通过传送带的定量移动,最终将轴承外圈送至活动块二的底部;
12、其次,将轴承内圈提前放置于坐台内并启动位于坐台上推料板,将轴承内圈推送至限位板顶部;转轴带动转盘一的转动实现位于滑柱上活动块一的下降,齿柱接触且位于空腔内传动齿后带动放置齿板向上运动,实现放置齿板推动限位板上轴承内圈进入传送带上轴承外圈内侧,且轴承内圈与轴承外圈圆心未重合;
13、步骤二:滚珠的放置与调节,活动块一下降的同时带动导料管一端贯穿活动块二上的压筒并来到轴承外圈与轴承内圈相对面处,此时活动块一内圆槽板转动不断将滚珠送入导料管一侧,使得滚珠顺着导料管进入轴承内外圈中,同时在活动块一再次下降过程中,电机一带动凸轮的转动实现转杆一与转杆二与活动块一上卡槽的抵接,从而带动活动块二底部压筒下降,使得位于压套上调节柱完成对轴承内外圈中滚柱的分离,配合电机二带动滚珠在轴承内外圈中转动,完成轴承内圈在轴承外圈上安装;
14、步骤三:滚珠的填充,后续传送带移动带有滚珠的轴承内外圈来到套块的底部,配合导球管一侧转动机构带动轴承内外圈转动,将轴承内外圈上缺口位于套块顶部重合,此时在导球管内滚出的滚珠配合整个套块的下降挤压,将后续滚珠按压至轴承内外圈中。
15、与现有技术相比,本发明的有益效果是:
16、1、本发明中,通过在转盘二上套设活动连接有转套,通过转盘二的转动带动转套上下活动,从而实现整个固定杆上压块的活动,并在套块的上下活动下完成对滚珠进入轴承内外圈的挤压工作,对于转套上活动连接的连接杆以及固定杆上的抵柱安装,使得在套块按压滚珠产生较大压力时,滚珠还未进入套圈中,此时的连接杆折叠挤压弹簧三,从而造成转盘二在转套内转动,不会继续在滚珠上施加压力,避免强行采用大压力将滚珠按压进入轴承套圈后,造成整个轴承内外圈以及滚珠自身出现损伤,影响满球轴承的使用寿命;
17、2、本发明中,通过转轴上的转盘一带动活动块一在滑柱表面上下活动,配合活动块二上转杆一与转杆二的转动,实现位于传送带上轴承外圈与放置齿板上轴承内圈的重合放置,并通过位于活动块一上的导料管将滚珠排入,并配合活动块二上压套底部调节柱的转动,实现整个轴承内外圈中滚珠位置的调节,从而实现满球轴承初期的安装,无需人员参与,自动化装配效率较高。
技术特征:
1.一种角接触不锈钢满球球轴承的全自动组装设备,包括坐台(1),所述坐台(1)的顶部通过螺栓对称固定有滑柱(2),且位于滑柱(2)的外壁套设滑动连接有活动块一(3),所述活动块一(3)的底部通过螺栓固定有导料管(6),其特征在于,所述滑柱(2)的外壁且位于活动块一(3)的底部滑动连接有活动块二(7),所述活动块二(7)的底部固定连接有压筒(14),所述压筒(14)的外壁套设固定有压套(16),所述压套(16)的底部通过轴承活动连接有调节柱(17);
2.根据权利要求1所述的一种角接触不锈钢满球球轴承的全自动组装设备,其特征在于,所述转轴(29)的一端套设固定有转盘一(30),且位于转盘一(30)的一侧活动连接有连接柱(31),所述连接柱(31)的一端与活动块一(3)的顶部活动连接。
3.根据权利要求2所述的一种角接触不锈钢满球球轴承的全自动组装设备,其特征在于,所述活动块一(3)的顶部开设有存放槽(4),且位于存放槽(4)的两侧内壁活动连接有圆槽板(5),所述存放槽(4)的一侧与导料管(6)相连通,所述活动块一(3)的两侧对称开设有卡槽(20),所述活动块一(3)的底部两侧通过点焊对称固定有齿柱(21)。
4.根据权利要求3所述的一种角接触不锈钢满球球轴承的全自动组装设备,其特征在于,所述活动块二(7)的一侧通过轴承转动连接有转杆一(10),所述转杆一(10)侧壁的活动块二(7)上安装有电机一(8),且位于电机一(8)的输出端固定有凸轮(9),所述活动块二(7)的另一侧通过轴承转动连接有转杆二(11),且位于转杆二(11)的一端转动连接有导向杆(13),所述导向杆(13)的一端与转杆一(10)的侧壁活动连接,所述转杆一(10)的一侧连接有弹簧一(12),且位于弹簧一(12)的一侧与转杆二(11)相连接,所述活动块二(7)底部滑柱(2)上套设连接有弹簧二(19)。
5.根据权利要求4所述的一种角接触不锈钢满球球轴承的全自动组装设备,其特征在于,所述坐台(1)位于活动腔(24)的两侧对称开设有空腔(22),所述空腔(22)的内壁通过轴承活动连接有传动齿(23),所述齿柱(21)的一端贯穿坐台(1)顶部并与传动齿(23)的一侧啮合连接,所述放置齿板(25)的一侧贯穿活动腔(24)一侧并与传动齿(23)的一侧啮合连接。
6.根据权利要求5所述的一种角接触不锈钢满球球轴承的全自动组装设备,其特征在于,所述坐台(1)内开设有存料腔(27),且位于存料腔(27)的一侧与活动腔(24)相连通,所述坐台(1)的一侧且位于存料腔(27)内安装有推料板(28),所述坐台(1)的一侧安装有导球管(40)。
7.根据权利要求6所述的一种角接触不锈钢满球球轴承的全自动组装设备,其特征在于,该角接触不锈钢满球球轴承的全自动组装方法为:
技术总结
本发明公开了一种角接触不锈钢满球球轴承的全自动组装设备及方法,涉及满球球轴承的全自动组装技术领域,用于解决滚珠尺寸出现误差强行按压进入轴承内外圈中容易造成轴承内外圈以及滚珠出现损伤,影响轴承后期的使用寿命的问题;本发明是通过在转盘二上套设活动连接有转套,通过转盘二的转动带动转套上下活动,从而实现整个固定杆上压块的活动,对于转套上活动连接的连接杆以及固定杆上的抵柱安装,使得在套块按压滚珠产生较大压力时,滚珠还未进入套圈中,此时的连接杆折叠挤压弹簧三,不会继续在滚珠上施加压力,避免强行采用大压力将滚珠按压进入轴承套圈后,造成整个轴承内外圈以及滚珠自身出现损伤。
技术研发人员:赵金鹏,许永贵,孙友峰
受保护的技术使用者:安徽家瑞轴承有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!