一种字牌吸附压合装置的制作方法
本技术涉及汽车零部件生产设备,特别涉及一种字牌吸附压合装置。
背景技术:
1、对于后牌照这类产品的字牌压合,目前,采用的是人工方式组装,其步骤是:先将产品放在型腔内;然后取出字牌贴纸,剥离保护膜,字牌贴纸上预留的孔对准型腔上的定位柱,将字牌贴纸预按压一次;接着采用工装手柄进行按压,来回按压2~3次后,复位手柄;最后取出产品,检查字牌贴合情况,如此反复作业。
2、但是,依赖人工作业,字牌的安装精度很难得到保证,同时耗时过长,生产效率不高;人工作业的难度大,员工拿取产品不方便和容易弄脏字牌表面,易造成瓶颈、产品掉落、产品返工等现象,产品的不良率高;产品的下压力难以得到保证,导致产品粘连不良,造成脱落风险,降低产品良品率。
技术实现思路
1、本实用新型旨在至少在一定程度上解决现有技术中的上述技术问题之一。为此,本实用新型实施例提供一种字牌吸附压合装置,能够实现字牌半自动贴合的工装设备,提升产品的品质和良率,降低作业强度,提供生产效率。
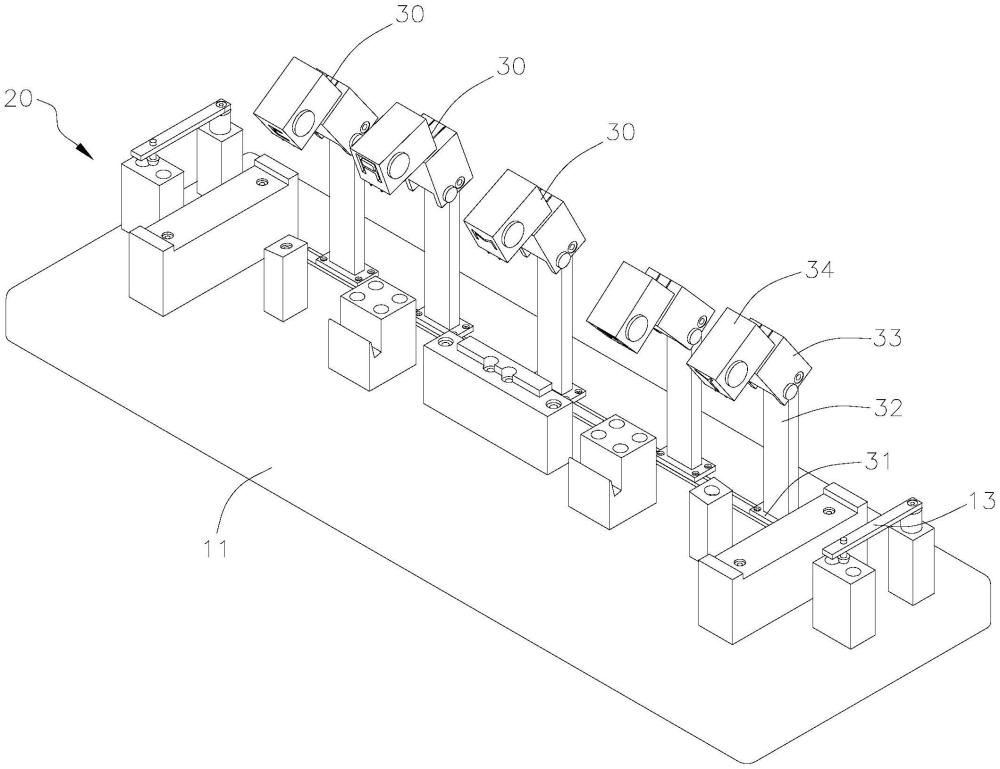
2、根据本实用新型实施例的字牌吸附压合装置,包括基板;定位仿形组件,所述定位仿形组件固定在所述基板上,所述定位仿形组件设置有产品定位面,供产品定位放置;以及字牌压合治具,所述字牌压合治具固定在所述基板上,所述字牌压合治具位于所述定位仿形组件的一侧,所述字牌压合治具包括多个字牌吸压组件,所述字牌吸压组件包括连接在所述基板上的支架、安装在所述支架上的旋转驱动件以及由所述旋转驱动件驱动的字牌吸附块,所述字牌吸附块具有仿形槽,以供字牌嵌入,所述基板设置有轨道,所述支架可沿所述轨道调节位置进行固定。
3、在可选或优选的实施例中,所述基板开设有若干条通行槽,以形成所述轨道,所述支架的底部固定有安装底座,所述安装底座通过多个紧固件连接固定到所述轨道。
4、在可选或优选的实施例中,所述字牌吸附块内设置有可连通外部真空泵的吸附型腔,所述吸附型腔通过多个气孔连通仿形槽,以实现吸附功能。更进一步的,所述气孔位于所述仿形槽的一端安装有密封圈。
5、在可选或优选的实施例中,所述旋转驱动件为旋转气缸。
6、在可选或优选的实施例中,所述定位仿形组件包括多个仿形定位块,所述仿形定位块的顶部具有仿形面,各所仿形定位面组成所述品定位面。
7、基于上述技术方案,本实用新型实施例至少具有以下有益效果:上述技术方案,通过在定位仿形组件一侧设置多个字牌吸压组件,将产品放置在定位仿形组件的产品定位面后,只需要将字牌靠近字牌吸附块对应的仿形槽,字牌便会被吸附住,按下启动开关便可完成产品字牌的贴合;另外,支架可沿轨道调整位置,进而调整字牌吸附块的位置,可实现字牌在产品表面上任意位置的调整。本实用新型可靠使用,有效提高产品的生产效率及良率,保证产品的一致性,使品质得到大幅度提升。
技术特征:
1.一种字牌吸附压合装置,其特征在于:包括
2.根据权利要求1所述的字牌吸附压合装置,其特征在于:所述基板开设有若干条通行槽,以形成所述轨道,所述支架的底部固定有安装底座,所述安装底座通过多个紧固件连接固定到所述轨道。
3.根据权利要求2所述的字牌吸附压合装置,其特征在于:所述字牌吸附块内设置有可连通外部真空泵的吸附型腔,所述吸附型腔通过多个气孔连通仿形槽,以实现吸附功能。
4.根据权利要求3所述的字牌吸附压合装置,其特征在于:所述气孔位于所述仿形槽的一端安装有密封圈。
5.根据权利要求1所述的字牌吸附压合装置,其特征在于:所述旋转驱动件为旋转气缸。
6.根据权利要求1至5任意一项所述的字牌吸附压合装置,其特征在于:所述定位仿形组件包括多个仿形定位块,所述仿形定位块的顶部具有仿形面,各所仿形定位面组成所述品定位面。
技术总结
本技术公开了一种字牌吸附压合装置,涉及汽车零部件生产设备技术领域,包括基板;定位仿形组件,定位仿形组件固定在基板上,定位仿形组件设置有产品定位面,供产品定位放置;以及字牌压合治具,字牌压合治具固定在基板上,字牌压合治具位于定位仿形组件的一侧,字牌压合治具包括多个字牌吸压组件,字牌吸压组件包括连接在基板上的支架、安装在支架上的旋转驱动件以及由旋转驱动件驱动的字牌吸附块,字牌吸附块具有仿形槽,以供字牌嵌入,基板设置有轨道,支架可沿轨道调节位置进行固定。本技术能够实现字牌半自动贴合的工装设备,提升产品的品质和良率,降低作业强度,提供生产效率。
技术研发人员:吴佳历,何杰周
受保护的技术使用者:清远敏惠汽车零部件有限公司
技术研发日:20231108
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!