自动化分装设备的制作方法
1.本发明涉及诊断试剂分装设备领域,具体地涉及一种自动化分装设备。
背景技术:
2.诊断试剂是指采用免疫学、微生物学、分子生物学等原理或方法制备的、在体外用于对人类疾病的诊断、检测及流行病学调查等的诊断试剂。诊断试剂生产完成后需要进行分装,对其进行精确的分装是很重要的一道工序,同时也是影响成品质量的一个关键因素。
3.目前对分子试剂的分装存在许多不足之处,如大多数的试剂在分装时多采用手工方式将试剂注入到试剂管中进行存放,操作不当容易造成试剂浪费。另外,当个别有一定酸碱性试剂由于操作不当可能对人体造成伤害,且人工操作过程中,试剂容易受外界环境污染,影响试剂质量。此外,试剂在分装后,还需要经过拧盖、贴签、贴签后理管等生产过程,人工操作工作量大、效率低、重复性高、误差高,影响生产速度和成品质量。
技术实现要素:
4.为了解决上述技术问题或者至少部分地解决上述技术问题,本发明提供了一种自动化分装设备。
5.本发明提供了一种自动化分装设备,包括:
6.传送机构,所述传送机构设有用于放置料管的料管放置位,所述传送机构用于将处于所述料管放置位的所述料管输送到移液工位、拧盖工位、贴标工位、检测工位以及下料工位;
7.上料机构,所述上料机构用于将盛放有所述料管的料盘运送到移栽工位;
8.移栽组件,所述移栽组件用于将所述料盘从所述移栽工位移栽到上料工位;
9.下料机构,所述下料机构设有用于放置装液完成后的合格料管的成品放置位;
10.第一机械臂,所述第一机械臂用于将所述料盘内的料管从所述上料工位移送到所述料管放置位,并且用于将处于所述下料工位的合格的所述料管运动到所述下料机构;
11.移夜组件,所述移液组件用于将试剂注入到位于所述移液工位的所述料管中;
12.拧盖组件,所述拧盖组件用于将料管盖拧紧在位于所述拧盖工位的所述料管上;
13.贴标组件,所述贴标组件用于为处于所述贴标工位上的所述料管贴标;以及
14.检测组件,所述检测组件用于检测位于所述检测工位上的所述料管拧盖和贴标是否符合要求。
15.可选地,所述传送机构包括零位检测组件、输送导轨以及彼此间隔地设置于该输送导轨上并能够被驱动为沿该输送导轨的延伸方向移动的多个孔位块,各个所述孔位块分别具有与所述输送导轨配合的底座以及彼此间隔地成对安装于该底座上的第一容置架和第二容置架,所述第一容置架和所述第二容置架上均设有所述料管放置位,所述零位检测组件包括对应于所述输送导轨的不同延伸位置的第一传感元件和第二传感元件,其中,在所述孔位块沿所述输送导轨的延伸方向移动过程中,所述第一传感元件能够响应对应的所
述孔位块的所述第一容置架和第二容置架而反馈传感信号,所述第二传感元件能够响应对应的所述孔位块的所述底座而反馈传感信号,且当所述第一传感元件响应所述第一容置架时,所述第二传感元件响应该第一容置架所在的所述底座;当所述第一传感元件响应所述第二容置架时,所述第二传感元件对应相邻两个所述孔位块之间的间隙。
16.可选地,所述输送导轨为环形导轨,所述传送机构包括用于驱动所述孔位块沿所述输送导轨的延伸方向移动的驱动装置,所述驱动装置包括同步带轮和由所述同步带轮驱动的环形同步带,所述环形同步带与所述输送导轨并行延伸,所述孔位块固定连接至所述环形同步带的外侧。
17.可选地,所述传送机构还包括定位组件,所述定位组件包括:
18.驱动组件;
19.与所述驱动组件传动连接的传动组件;以及
20.至少一个定位件,其中,所述驱动组件能够通过所述传动组件驱动所述孔位块在第一位置和第二位置之间切换,在所述第一位置,所述定位件与所述孔位块彼此接合,以将所述孔位块定位在所述输送导轨的传送路径上的预定位置,在所述第二位置,所述定位件与所述孔位块脱离,以允许所述孔位块和所述输送导轨同步移动。
21.可选地,所述传动组件包括沿旋转轴线延伸的支撑轴,所述定位件设置在所述支撑轴上,所述驱动组件能够驱动所述支撑轴围绕所述旋转轴线转动,以带动所述定位件在所述第一位置和所述第二位置之间摆动。
22.可选地,所述第一容置架与所述第二容置架均包括具有容置孔的安装板、位于所述安装板一侧的容置空间、位于所述容置空间的可转动的滚筒,所述容置孔为所述料管放置位,所述滚筒的中心轴线平行于所述容置孔的中心轴线,所述滚筒与所述容置孔的半径之和大于所述滚筒的中心轴线与所述容置孔的中心轴线的距离,所述滚筒靠近所述安装板的一端连接有用于在将所述料管放入所述容置孔时导向的渐扩轴,所述渐扩轴的外径沿所述安装板朝向所述容置空间的方向逐渐增加。
23.可选地,所述上料机构包括工作台,所述工作台上设有第一传送带以及用于带动所述第一传送带转动的第一驱动件,所述料盘设置在所述第一传动带的上方,所述第一传送带用于带动所述料盘朝向所述移栽工位的方向移动。
24.可选地,所述移栽工位设有挡块,所述挡块用于抵挡处于所述移栽工位的所述料盘沿着其传送方向的一端。
25.可选地,所述第一传送带上设有所述移栽工位和多个传送工位,所述工作台与所述移栽工位和多个所述传送工位相对应的位置处均设有第三传感元件,所述第三传感元件用于检测相对应的所述移栽工位或所述传送工位是否停放所述料盘,控制器根据所述第三传感元件反馈的信息,判断所述第一传送带是否转动。
26.可选地,所述移栽工位和与其相邻的所述传送工位之间设有阻挡组件,当相应的所述第三传感元件检测到所述移栽工位存放有所述料盘时,所述阻挡组件向上伸出以阻挡与其相邻的所述料盘。
27.可选地,所述下料机构包括设置在所述工作台上的第二传送带以及用于带动所述传送带转动的第二驱动件,所述上料工位和所述成品放置位均设置在所述第二传送带上,当处于所述上料工位的所述料盘内的所述料管被全部取出后,所述第二传送带带动所述料
盘移动到所述成品放置位,处于所述成品放置位的装有合格料管的所述料盘移动到下料等待位。
28.可选地,所述移栽组件包括:
29.导轨;
30.滑动设置在所述导轨上的固定座,所述固定座上设有第二机械臂,所述第二机械臂用于抓取或下放所述料盘;以及
31.第三驱动件,所述第三驱动件用于带动所述固定座移动于所述移栽工位和所述上料工位。
32.可选地,所述移夜组件包括:
33.安装底板;
34.tip头上下料组件,所述tip头上下料组件包括用于装放tip头的第一储料单元以及用于装放废弃的tip头的第二储料单元,所述安装底板上设有用于带动所述第一储料单元和所述第二储料单元分别退出第一工作位和第二工作位的第一动力组件;
35.试剂存储单元,所述试剂存储单元用于装放试剂,所述安装底板上设有用于带动所述试剂存储单元退出第三工作位的第二动力组件;以及
36.移液单元,所述移液单元包括移液枪以及用于带动所述移液枪移动于所述第一工作位、第二工作位、第三工作位以及所述移液工位的第三动力组件,所述第三动力组件设置在所述安装底板上。
37.可选地,所述试剂存储单元包括支撑板以及一个或者多个用于存放试剂的置物架,所有所述置物架的底部的形状与所述支撑板的安装面的形状相匹配,每个所述置物架可拆卸地设置在所述支撑板的所述安装面上。
38.可选地,所述拧盖组件包括:
39.安装架;
40.顶升组件,所述顶升组件包括装配于所述安装架的顶升件,所述顶升件设置为沿所述安装架的高度方向移动以能够将所述拧盖工位的所述料管顶起;
41.夹持组件,所述夹持组件包括装配于所述安装架的夹持件,所述夹持件设置为能够夹持住所述顶升件所顶起的所述料管;
42.拧盖机构,所述拧盖机构设置为能够将料管盖悬拧在被所述夹持件夹持的所述料管上;以及
43.推动组件,所述推动组件包括装配于所述安装架的推动件,所述推动件设置为所述夹持件释放所述料管后在所述拧盖工位检测不到所述料管时能够推动所述料管以使得所述料管回落到所述拧盖工位。
44.本发明实施方式提供的技术方案与现有技术相比具有如下优点:
45.本发明提供了一种自动化分装设备,可实现试剂的自动分装,全过程无需工作人员参与,节省人工成本,同时避免试剂对人体造成伤害,此外,自动分装方式误差小、效率高,分装过程中不会对试剂接触,进而避免对试剂造成污染,进而能够确保分装速度以及试剂的成品质量。
附图说明
46.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施方式,并与说明书一起用于解释本发明的原理。
47.为了更清楚地说明本发明实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
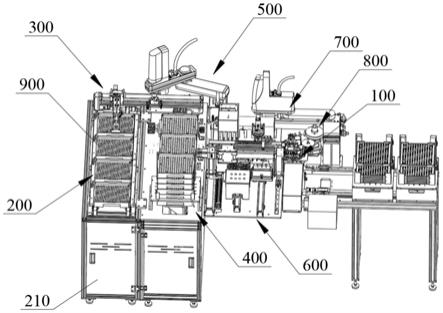
48.图1为本发明实施方式所述自动化分装设备的示意图;
49.图2为图1的分解图;
50.图3为图2中a处的局部放大图;
51.图4为本发明实施方式所述传送机构的结构示意图;
52.图5为本发明实施方式所述传送机构的零位检测组件的放大图;
53.图6为本发明实施方式所述孔位块的分解图;
54.图7为本发明实施方式所述定位组件与环形导轨的位置关系的示意图;
55.图8为本发明实施方式所述定位组件的示意图;
56.图9为本发明实施方式所述上料机构、下料机构和移栽组件的设置方式的示意图;
57.图10为本发明实施方式所述上料机构的分解图;
58.图11为本发明实施方式所述移夜组件的设置方式的示意图;
59.图12为本发明实施方式所述置物架的设置方式的示意图;
60.图13为本发明实施方式所述拧盖组件的示意图。
61.附图标记说明
62.100、传送机构;101、料管放置位;102、移液工位;103、拧盖工位;104、贴标工位;105、检测工位;106、下料工位;110、零位检测组件;111、第一传感元件;112、第二传感元件;120、输送导轨;130、孔位块;131、底座;132、第一容置架;133、第二容置架;134、安装板;135、滚筒;140、驱动装置;141、同步带轮;142、环形同步带;150、定位组件;151、定位件;152、支撑轴;200、上料机构;210、工作台;211、第一传送带;212、移栽工位;213、挡块;214、传送工位;300、移栽组件;310、导轨;320、固定座;330、第二机械臂;400、下料机构;410、第二传送带;420、上料工位;430、成品放置位;500、第一机械臂;600、移夜组件;610、安装底板;620、第一储料单元;630、第二储料单元;640、第一动力组件;650、试剂存储单元;651、置物架;652、支撑板;660、第二动力组件;670、移液单元;671、移液枪;672、第三动力组件;700、拧盖组件;710、安装架;720、顶升组件;721、顶升件;730、夹持组件;731、夹持件;740、推动组件;741、推动件;800、贴标组件;810、剥标机构;820、贴标机构;900、料盘。
具体实施方式
63.为了能够更清楚地理解本发明的上述目的、特征和优点,下面将对本发明的方案进行进一步描述。需要说明的是,在不冲突的情况下,本发明的实施方式及实施方式中的特征可以相互组合。
64.下面的描述中阐述了很多具体细节以便于充分理解本发明,但本发明还可以采用其他不同于在此描述的方式来实施;显然,说明书中的实施方式只是本发明的一部分实施方式,而不是全部的实施方式。
65.结合图1和图2所示,本发明实施方式提供的自动化分装设备包括传送机构100、上料机构200、移栽组件300、下料机构400、第一机械臂500、移夜组件600、拧盖组件700、贴标组件800以及检测组件。
66.如图3所示,传送机构100设有用于放置料管的料管放置位101,传送机构100用于将处于料管放置位101的料管输送到移液工位102、拧盖工位103、贴标工位104、检测工位105以及下料工位106。其中,传送机构100在将料管输送到各个工位时,处于各个工位的设备需对料管进行相应的操作,因此,料管需在相应的工作位作停留,确保操作完整进行。因此,本技术的传送机构100在输送料管时需做间歇性的停顿,并且每次停顿,均会对料管进行定位,确保料管停留位置的准确性。其中,料管优选为料管等。
67.其中,上料机构200用于将盛放有料管的料盘900运送到移栽工位212。移栽组件300用于将料盘900从移栽工位212移栽到上料工位420。下料机构400设有用于放置装液完成后的合格料管的成品放置位430。第一机械臂500用于将料盘900内的料管从上料工位420移送到传送机构100的料管放置位101,并且用于将处于下料工位106的合格的料管运动到下料机构400。移液组件用于将试剂注入到位于移液工位102的料管中。拧盖组件700用于将料管盖拧紧在位于拧盖工位103的料管上。贴标组件800用于为处于贴标工位104上的料管贴标。检测组件用于检测位于检测工位105上的料管拧盖和贴标是否符合要求,当检测组件检测到检测工位105处的料管符合要求,则,检测工位105处的料管被传送到下料工位106后,被第一机械臂500移送到传送机构100的料管放置位101;当检测组件检测到检测工位105处的料管不符合要求,则,检测工位105处的料管被传送到下料工位106后,被第一机械臂500移送到不合格产品的位置。
68.本发明提供了一种自动化分装设备,可实现试剂的自动分装,全过程无需工作人员参与,节省人工成本,同时避免试剂对人体造成伤害,此外,自动分装方式误差小、效率高,分装过程中不会对试剂接触,进而避免对试剂造成污染,进而能够确保分装速度以及试剂的成品质量。
69.结合图3至图8所示,传送机构100包括零位检测组件110、输送导轨120以及彼此间隔地设置于该输送导轨120上并能够被驱动为沿该输送导轨120的延伸方向移动的多个孔位块130。如图6所示,各个孔位块130分别具有与输送导轨120配合的底座131以及彼此间隔地成对安装于该底座131上的第一容置架132和第二容置架133,第一容置架132和第二容置架133上均设有料管放置位101,即料管分别放置在第一容置架132和第二容置架133内,使得每个孔位块130上可放置两个料管,增加工作效率。
70.零位检测组件110用于检测通过对应该零位检测组件110的料管并将此位置确定初始位置(零位),从而可以结合驱动部件的驱动量,确定料管是否被传送至预定工位。此处所述驱动部件的驱动量,可以为如用于驱动传送机构100运行的电机的转动量、下述的环形同步带142的运行行程等。具体地,该传送机构100包括输送导轨120、彼此间隔地设置于该输送导轨120上并能够被驱动为沿该输送导轨120的延伸方向移动的多个孔位块130以及零位检测组件110。各个孔位块130能够被如随后所述的环形同步带142驱动为沿输送导轨120的延伸方向移动,以将例如为料管的料管被传送物品传送至预定工位。
71.如图5所示,零位检测组件110包括对应于输送导轨120的不同延伸位置的第一传感元件111和第二传感元件112(即第一传感元件111和第二传感元件112在沿输送导轨120
的延伸方向相互间隔),其中,在孔位块130沿输送导轨120的延伸方向移动过程中,第一传感元件111能够响应对应的孔位块130的第一容置架132和第二容置架133而反馈传感信号,第二传感元件112能够响应对应的孔位块130的底座131而反馈传感信号。由此,在各个孔位块130移动过程中,当任一孔位块130的第一容置架132或第二容置架133经过对应第一传感元件111的位置时,该第一传感元件111则反馈传感信号;当相邻两个孔位块130之间的间隙或第一容置架132与第二容置架133之间的间隙经过对应第一传感元件111的位置时,该第一传感元件111则无传感信号反馈。同样地,当任一孔位块130的底座131经过对应第二传感元件112的位置时,该第二传感元件112则反馈传感信号;当相邻两个孔位块130之间的间隙经过对应第二传感元件112的位置时,该第二传感元件112则无传感信号反馈。
72.基于上述孔位块130和零位检测组件110的结构和布置形式,本发明的零位检测组件110设置为:当第一传感元件111响应第一容置架132时,第二传感元件112响应该第一容置架132所在的底座131;当第一传感元件111响应第二容置架133时,第二传感元件112对应相邻两个孔位块130之间的间隙。由此,在传送过程中,只有当第一传感元件111响应第一容置架132的同时,第二传感元件112响应第一容置架132所在的底座131,则表明孔位块130移动至对应零位的位置,由此可准确确定同时传送两个料管的孔位块130的零位,便于提高分装效率,并避免误差累积导致试剂喷吐至料管外。反之,第一传感元件111响应第二容置架133时,由于第二传感元件112对应相邻两个孔位块130之间的间隙,则无传感信号反馈;或者,第二传感元件112响应孔位块130的底座131时,若第一传感元件111对应该底座131上的第一容置架132与第二容置架133之间的间隙,则无传感信号反馈,由此可以确定该孔位块130并非移动至(处于)其零位。
73.由此,利用第一传感元件111和第二传感元件112准确确定相应孔位块130及其上的料管是否处于零位,从而能够将该孔位块130驱动为准确移动至相应的分装工位,便于实现自动化高效分装。传送机构100能够由同一孔位块130的第一容置架132和第二容置架133同时承载并传送两个料管,以同时分装物料。在传送过程中,只有当第一传感元件111和第二传感元件112同时响应时,表明孔位块130移动至对应零位的位置,由此可准确确定同时传送例如具有两个料管的孔位块130等特色结构的具体位置,便于提高分装效率,并避免误差累积导致试剂喷吐至料管外。
74.在一些实施方式中,结合图3和图4所示,输送导轨120为环形导轨,并在该环形导轨的延伸方向上设有多个彼此间隔的孔位块130,由此可以同时对不同的料管实施不同的分装步骤。如当由第一机械臂500向位于料管放置位101的孔位块130放置料管时,可以同时由移液模块向位于移液工位102的孔位块130上的料管中注入试剂、由贴标组件800向位于贴标工位104的料管贴附标签等,由此可以在较小的空间内高效地完成批量分装。且环形导轨的设置方式可使得料管沿着环向方向输送,进而能够使得料管放置位101与下料工位106的位置接近,进而可通过一个第一机械臂500即可实现物料的上、下料过程,节省设备成本。在其他实施方式中,输送导轨120也可以设置为如沿直线延伸,以在其一端上料、另一端下料,并沿预定方向逐次布置不同功能模块。
75.具体地,传送机构100包括用于驱动孔位块130沿输送导轨120的延伸方向移动的驱动装置140,驱动装置140包括同步带轮141和由同步带轮141驱动的环形同步带142,环形同步带142与输送导轨120并行延伸,孔位块130固定连接至环形同步带142的外侧。由此,随
着同步带轮141驱动环形同步带142在其延伸方向运行,可以带动孔位块130沿输送导轨120移动,以将被传动物品传送至预定工位。
76.结合图7和图8所示,传送机构100还包括定位组件150,定位组件150包括驱动组件、与驱动组件传动连接的传动组件以及至少一个定位件151,其中,驱动组件能够通过传动组件驱动孔位块130在第一位置和第二位置之间切换,在第一位置,定位件151与孔位块130彼此接合,以将孔位块130定位在输送导轨120的传送路径上的预定位置,在第二位置,定位件151与孔位块130脱离,以允许孔位块130和输送导轨120同步移动。
77.驱动组件可以提供驱动力,例如直线作用力或扭矩;传动组件可以将驱动组件的驱动力传递到定位件151,使得定位件151在第一位置和第二位置之间移动,这种移动可以是直线往复移动或往复的转动,并且这种移动是相对于安装基体的移动。定位件151与孔位块130接合后,可以限制孔位块130沿环形导轨的传送路径移动,从而将孔位块130限制在环形导轨的传送路径上的预定位置,避免孔位块130的停止位置与目标位置存在偏差,出现错位,便于其他设备对相应工位上的孔位块130上的料管进行相关操作。
78.如图8所示,传动组件包括沿旋转轴线延伸的支撑轴152,定位件151设置在支撑轴152上,驱动组件能够驱动支撑轴152围绕旋转轴线转动,以带动定位件151在第一位置和第二位置之间摆动。具体地,定位件151通过支撑轴152支撑,并且通过支撑轴152的转动来带动定位件151的摆动,以实现在第一位置和第二位置之间的移动。定位件151可以通过远离支撑轴152的一端来与孔位块130配合。如上所述,定位件151的移动可以为直线移动,也可以为转动,在以上实施方式中,采用了转动的方式,可以不必要为定位件151设置支撑轨道,而采用直线移动的方式时,为了定位件151的稳定性,可能需要提供支撑轨道。
79.如图6所示,第一容置架132与第二容置架133均包括具有容置孔的安装板134、位于安装板134一侧的容置空间、位于容置空间的可转动的滚筒135,容置孔为料管放置位101,即容置孔可供料管插入,安装板134可以限制料管的横向移动,保持料管处于稳定状态。滚筒135的中心轴线平行于容置孔的中心轴线,滚筒135与容置孔的半径之和大于滚筒135的中心轴线与容置孔的中心轴线的距离,滚筒135靠近安装板134的一端连接有用于在将料管放入容置孔时导向的导向件。
80.其中,安装板134的一侧为容置空间,该容置空间可以容纳料管及其他结构,并不仅仅用于容纳料管。料管可以沿着容置孔指向容置空间的方向插入到容置孔及容置空间中。
81.容置空间中设置有滚筒135,滚筒135和容置孔的半径之和大于二者中心轴线的距离,即滚筒135部分地设置在与容置孔所对齐的圆柱形的空间中,因此,当料管设置在容纳孔及容置空间中时,滚筒135可以与料管的外周接触,可以允许料管围绕自身的中心轴线转动,相应的,滚筒135也随之转动。
82.另外,滚筒135朝向安装板134的一端连接有导向件,在料管先后插入容置孔及容置空间时,导向件可以先于滚筒135与料管接触,可以引导料管的插入,避免料管直接碰撞到滚筒135的端面上,避免出现卡管现象。
83.导向件优选为渐扩轴,渐扩轴的外径沿安装板134朝向容置空间的方向逐渐增加。在料管插入到容置空间时,渐扩轴的外周面先于滚筒135与料管接触,通过渐扩的外周面来引导料管,使得料管移动到与滚筒135的外周面接触的位置。其中,所述渐扩轴的最大外径
与所述滚筒135的外径相同。
84.渐扩轴的外径沿朝向滚筒135的方向逐渐增加,并最终增加到与滚筒135的恒定外径相同,当料管插入时,料管的一端可以接触到渐扩轴的外周面上,并在大致为锥形的外周面的引导下,使得料管沿着渐扩轴的外周面移动到滚筒135的外周面上。
85.贴标组件800包括剥标机构810和贴标机构820,剥标机构810用于将标签从底纸上剥离。贴标机构820用于将剥离后的标签贴到处于贴标工位104的料管上。其中,由于剥标机构810和贴标机构820均为现有技术,因此,在此未做过多的描述。具体地,当传送机构100将料管传送到贴标工位104后,剥标机构810从底纸上剥离标签,并通过贴标机构820将标签保持在贴标位置。此时,可通过驱动滚筒135转动,而在料管的外壁面上施加如切向摩擦力,以驱动料管绕自身中心轴线旋转,从而将标签贴合于料管上。由于滚筒135被集成设置于传送机构100上,无需在自动化分装设备的贴标工位104设置独立的旋转驱动机构,因而可以以紧凑的结构实现自动化分装作业。
86.结合图9和图10所示,上料机构200包括工作台210,工作台210上设有第一传送带211以及用于带动第一传送带211转动的第一驱动件,料盘900设置在第一传动带的上方,第一传送带211用于带动料盘900朝向移栽工位212的方向移动。其中,第一传送带211上设有移栽工位212和多个传送工位214,移栽工位212和多个传送工位214处均可用于放置料盘900,进而使得多个料盘900沿着传送带的传送方向间隔设置。工作台210与移栽工位212和多个传送工位214相对应的位置处均设有第三传感元件,第三传感元件用于检测相对应的移栽工位212或传送工位214是否停放料盘900,控制器根据第三传感元件反馈的信息,判断第一传送带211是否转动。具体地,当与移栽工位212相对应的第三传感元件检测到该位置没有停放料盘900时,控制器根据第三传感元件反馈的信息控制第一传送带211转动,进而使得与移栽工位212相邻的传送工位214上的料盘900移动到移栽工位212,确保移栽工位212持续停放有料盘900。同时,各个传送工位214处的料盘900移动到下一传送工位214上,确保料盘900传送的连续性。
87.其中,第一传送带211沿着工作台210的长度方向设置,工作台210沿着其长度方向间隔设有两个带轮,第一传送带211套设在两个带轮的外周,第一传送带211为平行设置的两条,两条第一传送带211的其中一个带轮之间通过同步转轴连接,进而使得两条第一传送带211可以同步传送,料盘900的相对的两侧的底部分别设置在两条第一传送带211的顶部,进而确保料盘900的平稳传送。第一驱动件包括驱动电机,驱动电机驱动其中一条第一传送带211转动,进而可通过同步转轴带动另一条第一传送带211转动。具体地,可通过驱动电机驱动带轮转动,进而带动第一传送带211转动。
88.进一步优化地,如图10所示,移栽工位212设有挡块213,挡块213用于抵挡处于移栽工位212的料盘900沿着其传送方向的一端。即挡块213设置在处于移栽工位212的料盘900远离传送工位214的一端,确保料盘900在移动工位内定位准确,同时,避免料盘900脱离工作台210。
89.移栽工位212和与其相邻的传送工位214之间设有阻挡组件,当相应的第三传感元件检测到移栽工位212存放有料盘900时,阻挡组件向上伸出以阻挡与其相邻的料盘900,以阻挡处于工作位处的料盘900继续运动,进而避免两个料盘900碰撞。其中,阻挡组件的设置方式不受限制,如可竖直设置的电动推杆,电动推杆的伸缩杆竖直向上设置,且伸缩杆的端
部设有顶块,进而通过伸缩杆的伸缩控制顶块的伸出与缩回。当然,电动推杆也可采用气缸以及连杆机构进行替换,只需能够确保顶块的伸出和缩回即可。
90.结合图1、图2和图9所示,下料机构400包括设置在工作台210上的第二传送带410以及用于带动传送带转动的第二驱动件,上料工位420和成品放置位430均设置在第二传送带410上,当处于上料工位420的料盘900内的料管被全部取出后,第二传送带410带动料盘900移动到成品放置位430,处于成品放置位430的装有合格料管的料盘900移动到下料等待位。具体地,第二传送带410与第一传送带211平行设置,以减少空间的占用,且第二驱动件的设置方式以及第二传送带410的设置方式分别与第一驱动件的设置方式和第一传送带211的设置方式相同,因此,在此未做过多说明。其中,上料工位420处于第二传送带410的一端,并与移栽工位212的位置相对,成品放置位430与上料工位420相邻设置,上料工位420处用于放置装有料管的料盘900,当料盘900内的料管均被第一机械臂500取走后,第二传送带410带动料盘900移动至成品放置位430,此时的料盘900为空料盘900,进而可通过第一机械臂500将装有试剂的成品料管装放在处于该位置处的料盘900内。并且,装满成品料管的料盘900被第二传送带410传送到下一工位,进而实现成品料盘900的回收等。
91.移栽组件300包括导轨310、滑动设置在导轨310上的固定座320以及第三驱动件,导轨310设置在工作台210上,且导轨310的设置方向垂直于第一传送带211和第二传送带410的传送方向。固定座320上设有第二机械臂330,第二机械臂330用于抓取或下放料盘900。具体地,第二机械臂330的端部设有抓板,料盘900相对应的两边的底部设有可供抓板插入的扣槽,抓取时,抓板插入在扣槽内,进而使得第二机械臂330可以抬起料盘900,下放时,第二机械臂330将料盘900放在上料工位420后,抓板收回,第二机械臂330退出即可。第三驱动件用于带动固定座320移动于移栽工位212和上料工位420。当第三驱动件带动固定座320和第二机械臂330移动到移栽工位212时,第二机械臂330抓取处于移栽工位212的料盘900,使得料盘900脱离移栽工位212,之后,第三驱动件带动固定座320移动到上料工位420,此时,上料工位420的料盘900已被第二传动带移动到成品放置位430,第二机械臂330将料盘900放置在空的上料工位420处,完成一次料盘900的搬运过程。其中,第三驱动件优选为直线电机,由于直线电机为现有技术,因此,在此未做过多的描述,当然,第三驱动件也可采用其他的设置方式,只要能够将固定座320移动于移栽工位212和上料工位420即可。
92.第一机械臂500可以选择为如4轴机器人手臂,并在4轴机器人手臂的末端配备有两个气动夹爪,由此能够同时抓取两个料管,以适应于上述的优选结构的传送机构100的成对设置于孔位块130上的第一容置架132和第二容置架133的容置孔,在其他实施方式中,第一机械臂500也可以在末端配备一个或更多个夹爪,通过逐个抓取的方式完成上下料或同时抓取更多料管以满足其他部分的生产需要。
93.如图11所示,移夜组件600包括安装底板610、tip头上下料组件、试剂存储单元650以及移液单元670。tip头上下料组件包括用于装放tip头的第一储料单元620以及用于装放废弃的tip头的第二储料单元630。其中,tip头为移液枪671用于抽取试剂的部件,其与移液枪671可分体设置,确保在必要时使用不同的tip头抽取不同的试剂,避免污染,同时,确保抽取的剂量满足设计需求。第一储料单元620可以是物料盘900,物料盘900上设有多个安装孔,tip头的头部朝下安装在对应的安装孔内,使得tip头的安装部朝上,便于tip头与移液枪671连接。第二储料单元630用于装放使用后的tip头,即移液单元670中的移液枪671可将
使用后的移液单元670丢弃在第二储料单元630内,便于tip头的回收。
94.安装底板610上设有用于带动第一储料单元620和第二储料单元630分别退出第一工作位和第二工作位的第一动力组件640。该处的第一工作位是指移液组件在工作过程中第一储料单元620的所处位置,而第二工作位则是指移液组件在工作过程中,第二储料单元630所处位置。当第一储料单元620内的tip头需要补充时,第一动力组件640工作,进而将第一储料单元620与第二储料单元630退出到设定位置,进行更换,更换完成后,第一动力组件640带动第一储料单元620与第二储料单元630复位。
95.试剂存储单元650用于装放试剂,该处的试剂即为上述试剂,安装底板610上设有用于带动试剂存储单元650退出第三工作位的第二动力组件660。其中,第三工作位则是指移液组件在工作过程中,试剂存储单元650所处位置,当试剂存储单元650内的试剂需要补充或更换时,第二动力组件660工作,进而带动试剂存储单元650退出到设定位置,进行试剂的补充或更换,更换完成后,第二动力组件660带动试剂存储单元650复位。
96.移液单元670包括移液枪671以及用于带动移液枪671移动于第一工作位、第二工作位、第三工作位以及移液工位102的第三动力组件672,第三动力组件672设置在安装底板610上。具体地,移液枪671为用于移取试剂的常用设备,因此在此未做过多描述。初始状态下,移液枪671处于设定位置,开始工作时,第三动力组件672带动移液枪671移动到第一工作位,即第一储料单元620的上方,移液枪671向下移动,使得tip头与移液枪671的底部连接,之后,第三动力组件672带动移液枪671移动到第三工作位,通过移液枪671与tip头的配合,抽取试剂存储单元650内的试剂;试剂抽取完成后,第三动力组件672带动移液枪671移动到放料位,移液枪671将其内部的试剂吐到处于放料位的料管内。完成移液操作后,第三动力组件672带动移液枪671移动到第二工作位,移液枪671将tip头丢弃在第二储料单元630内,最后,第三动力组件672带动移液枪671复位,完成一次移液过程。其中,初始状态下,移液枪671可处于第一工作位,进而使得移液枪671能够直接与tip头连接,增加移液效率。且移液枪671上可设有多个用于安装tip头的安装口,使得一次完成多个料管的填料过程,进一步增加移液效率。
97.如图12所示,试剂存储单元650包括支撑板652以及一个或者多个用于存放试剂的置物架651,支撑板652用于放置在相应的工作位,置物架651用于装放试剂,且装放试剂的方式不受限制,只要能够满足试剂的转送需求即可。所有置物架651的底部的形状与支撑板652的安装面的形状相匹配,避免处于安装面的置物架651相对于安装板134沿水平方向晃动。每个置物架651可拆卸地设置在支撑板652的安装面上,即置物架651可安装在安装板134上,也可将处于安装板134上的置物架651取下进行更换或试剂补充。
98.如图13所示,拧盖组件700包括安装架710、顶升组件720、夹持组件730、拧盖机构以及推动组件740。顶升组件720包括装配于安装架710的顶升件721,顶升件721设置为沿安装架710的高度方向移动以能够将拧盖工位103的料管顶起。顶升件721接触料管的底部后可将放置于工位处的料管顶起,其中,顶升件721可将料管原位顶起。夹持组件730包括装配于安装架710的夹持件731,夹持件731设置为能够夹持住顶升件721所顶起的料管。这样,对料管进行定位,之后,可利用拧盖机构对定位好的料管进行拧盖操作,将料管盖旋拧于料管的端口处,至于拧盖机构将在后面的内容提及,此处不再赘述,需要指出的是,夹持件731将料管夹住后顶升件721可缩回而不再支撑料管。推动组件740包括装配于安装架710的推动
件741,推动件741设置为夹持件731释放料管后在拧盖工位103检测不到料管时能够推动料管以使得料管回落到拧盖工位103。在拧盖作业完成后,夹持件731可释放料管以使得料管回落到工位处,当在工位处检测不到料管时,可利用推动件741推动料管,以使得料管能够回落到工位处,其中,可利用传感器检测料管是否回落到工位处。通过顶升组件720和夹持组件730彼此之间的配合,可完成对放置于拧盖工位103的料管的定位作业以便于对该料管进行拧盖操作,待拧盖操作完成后,若夹持组件730不能够成功释放料管,可利用推动组件740推动料管以使得料管掉落到拧盖工位103。
99.其中,拧盖机构设置为能够将料管盖悬拧在被夹持件731夹持的料管上。具体地,拧盖机构可包括第三机械臂和设置于第三机械臂的拧盖部,拧盖部具有沿料管的高度方向延伸的旋转轴线,拧盖部能够围绕旋转轴线转动以能够将料管盖旋拧于夹持件731所夹持的料管。其中,拧盖部的结构形式并不受到特别的限制,只要能够将料管盖旋拧于料管即可。例如,拧盖部可包括多个卡爪,多个卡爪可沿旋转轴线的轴向分布,多个卡爪可设置为能够共同朝向旋转轴线移动以能够共同夹持料管盖,多个卡爪共同围绕旋转轴线转动以将所夹持的料管盖旋拧于料管。此外,还需要说明的是,在第三机械臂的带动作用下,拧盖部夹持料管盖供应线上的料管盖并将料管盖旋拧于料管。
100.通过检测组件检测料管盖的盖设是否符合要求时,可在料管上设置突出于料管的外避面且位于料管盖的下方的凸台,首先可通过检测组件检测料管上是否盖有料管盖,当检测到料管上盖设有料管盖后,检测盖设后的料管盖的底壁和凸台的顶壁之间的第一检测距离,其中:当检测到的第一检测距离不大于第一标定值时,料管盖盖设达标,否则,料管盖的盖设不达标。
101.通过检测组件检测贴标是否符合要求时,可在相应位置设置摄像装置,通过摄像装置检测料管上的标签的存在状态,并将检测到的标签图片反馈至控制器,控制器将接收到的标签图片与标准图片作对比,进而判断获取的图片上是否具有标准标签存在的标记信息。
102.工作时,第一传送带211将传送工位214上的带有料管的料盘900移动到移栽工位212,此时,第二传送带410的上料工位420处的空料盘900被传送到成品放置位430,第二机械臂330被第三驱动件传送到与移栽工位212相对应的位置处,并通过第二机械臂330抓取处于移栽工位212的料盘900,第三驱动件带动第二机械臂330移动到与上料工位420相对应的位置处,第二机械臂330将装有料管的料盘900放置在上料工位420。之后,第一机械臂500抓取处于上料工位420的料盘900内的料管并将其移送至传送机构100的料管放置位101,传送机构100将处于料管放置位101的料管移动到移液工位102并做停留,移液单元670的移液枪671将试剂输送到处于移液工位102的空料管内。当空料管内添加完试剂后,传送机构100将装有试剂的料管传送到拧盖工位103,并通过拧盖组件700将料管盖旋拧在料管的顶部,其中,拧盖组件700的设置方式及拧盖方式在上述已经描述,因此,在此未做过多描述。拧盖完成的料管被传送机构100传送到贴标工位104,并通过贴标组件800进行贴标,其中,贴标方式已在上面描述,因此,在此未做过多的描述。贴标完成的料管被传送到检测工位105进行检测,检测完成的料管被传送到下料工位106,第一机械臂500将检测合格的料管移送到料管放置位101,将不合格的物料已送到不合格产品的位置。
103.需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一
个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
104.以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施方式的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施方式中实现。因此,本发明将不会被限制于本文所述的这些实施方式,而是要符合与本文所发明的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1