一种全自动风动送样接收机的自动旋转定位开盖机构的制作方法
1.本实用新型涉及风动送样设备技术领域,具体涉及一种全自动风动送样接收机的自动旋转定位开盖机构。
背景技术:
2.随着炼钢节奏的不断加快,对化验室的分析要求不断提高,传统的设备彼此分离的化验室已无法满足现代化炼钢生产需要,采用高效、稳定的全自动化验系统已是国内外大型钢铁企业实验室的发展趋势。目前国内采用全自动化验系统的单位已有十几家,其试样流转过程主要采用传送带和机械手方式,其采用的钢样模式也各不相同,主要有球拍样、双厚度样、柱状样,尤以球拍样居多。
3.对于常规的球拍样,由于样品尾柄较长,炮弹直径较小,加之系统开炮弹取样时对样品位置有一定要求(样面保持水平),通常要求进行剪柄操作。剪柄后的球拍样随炮弹(用于存放试样、且能在风动送样管道内稳定运行的容器俗称炮弹)在压缩空气作用下沿风动送样管道不断旋转前行,由于剪柄操作不统一,剩余尾柄的长度也不尽相同,当样品加尾柄长度和炮弹直径接近时,容易造成卡样;同时从炮弹中取出试样时样品状态和尾柄方位都不确定,这些又给后续带有平行夹头的机械手夹持带来不利影响,甚至出现掉样的情况;此外,机械手夹样偏差还会产生铣样刀片破损、试样表面倾斜、激发点位置偏移等一系列问题,这些都会对全自动化验系统运行的稳定性,检验结果的可靠性直接造成影响。鉴于以上缺陷,实有必要设计一种全自动风动送样接收机的自动旋转定位开盖机构。
技术实现要素:
4.本实用新型的目的在于提供一种全自动风动送样接收机的自动旋转定位开盖机构,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种全自动风动送样接收机的自动旋转定位开盖机构,包括接样筒和开盖筒,所述接样筒和开盖筒之间设置有送样盒,所述送样盒上开设有圆孔,所述接样筒内部设置有隔板,所述隔板中部开设有供送样盒贯穿的通孔,隔板将接样筒分隔为上腔体和下腔体,所述上腔体内部设置有样盒旋转机构,所述下腔体内部设置有第一样盒夹紧机构,所述第一样盒夹紧机构用于对送样盒的下部进行位置固定,所述开盖筒上设置有第二样盒夹紧机构,所述第二样盒夹紧机构用于对送样盒的下部进行位置固定,所述开盖筒前端设置有传感器,传感器与plc控制器电性连接,plc控制器分别与样盒旋转机构、第一样盒夹紧机构、第二样盒夹紧机构和第三气缸电性连接。
6.优选的,所述样盒旋转机构包括双向气缸,双向气缸固定在接样筒的顶部,双向气缸的活塞杆分别与第一连接杆、第二连接杆固定连接,第一连接杆上安装有第一支撑板,第一支撑板的上表面安装有电机,电机的输出端穿过第一支撑板与主动轮轴固定连接,主动轮轴上安装有主动轮。
7.优选的,所述第二连接杆上安装有第二支撑板,第二支撑板的下表面安装有两个
从动轮轴,两个所述从动轮轴上均安装有从动轮,所述从动轮和主动轮分别位于通孔的两侧。
8.优选的,所述第一样盒夹紧机构包括第一气缸,所述第一气缸设置有两个,两个所述第一气缸安装在隔板的底部两侧,所述第一气缸的活塞杆上安装有第一夹爪。
9.优选的,所述第二样盒夹紧机构包括第二气缸,所述第二气缸设置有两个,两个所述第二气缸分别安装在两个气缸座上,两个气缸座分别安装在开盖筒的两侧,所述第二气缸的活塞杆上安装有第二夹爪。
10.优选的,所述开盖筒底部固定在底座上,底座与第三气缸的活塞杆固定连接。
11.与现有技术相比,本实用新型一种全自动风动送样接收机的自动旋转定位开盖机构,通过双向气缸动作带动第一连接杆和第二连接杆移动,第一支撑板和第二支撑板也随着移动,使得主动轮、从动轮分别与送样盒贴合,电机工作带动主动轮转动,带动与主动轮贴合的送样盒转动,当送样盒上的圆孔转动至传感器处时,传感器检测到信号,并将检测到信号传输给plc控制器,通过plc控制器发出指令控制电机停止工作,使得试样的尾柄始终被准确定位同一方向,第一气缸和第二气缸动作,通过第一气缸带动第一夹爪将送样盒的上部固定,通过第二气缸带动第二夹爪将送样盒的下部固定,随后,第三气缸动作驱动活塞杆带动底座以及开盖筒向下移动与接样筒拉离,实现了对送样盒的开盖作业,送样盒开盖后,机械手将试样夹紧取出。此时,试样尾柄位置正好和机械手夹头平行,机械手抓取试样时不会夹至样品尾柄,从而避免了试样夹偏、夹斜,甚至掉样等情况的出现,从而提高夹样的稳定性。
附图说明
12.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制,在附图中:
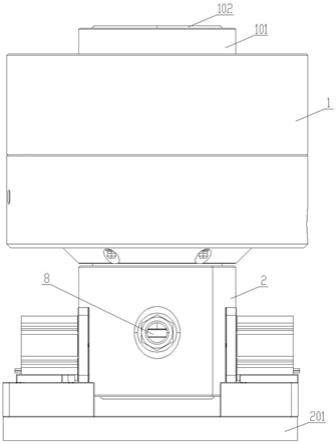
13.图1为本实用新型一种全自动风动送样接收机的自动旋转定位开盖机构的前视图;
14.图2为本实用新型一种全自动风动送样接收机的自动旋转定位开盖机构的内部结构示意图。
15.附图中:
16.1、接样筒;101、环状凸台;102、密封圈;2、开盖筒;201、底座;3、送样盒;4、隔板;5、通孔;6、样盒旋转机构;601、双向气缸;602、第一连接杆;603、第二连接杆;604、电机;605、主动轮;606、从动轮;7、第一样盒夹紧机构;701、第一气缸;702、第一夹爪;8、传感器;9、第二样盒夹紧机构;901、第二气缸;902、气缸座。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.请参阅图1、2所示,本实用新型提供一种技术方案:一种全自动风动送样接收机的
自动旋转定位开盖机构,包括接样筒1和开盖筒2,所述接样筒1和开盖筒2之间设置有送样盒3,在送样盒3内增加一个与球拍试样形状相同、尺寸略大的试样模,这样试样尾柄放入送样盒3内,盖上送样盒3盖后,由于送样盒3内空间很小,试样在送样盒3运行过程中无法翻转,从而使试样在输送过程中始终保持固定状态,所述送样盒3上开设有圆孔,所述圆孔与所述试样模的尾柄方向相差90度,所述接样筒1内部设置有隔板4,所述隔板4中部开设有供送样盒3贯穿的通孔5,隔板4将接样筒1分隔为上腔体和下腔体,所述上腔体内部设置有样盒旋转机构6,所述下腔体内部设置有第一样盒夹紧机构7,所述第一样盒夹紧机构7用于对送样盒3的下部进行位置固定,所述开盖筒2上设置有第二样盒夹紧机构9,所述第二样盒夹紧机构9用于对送样盒3的下部进行位置固定,所述开盖筒2前端设置有传感器8,传感器8与plc控制器电性连接,plc控制器分别与样盒旋转机构6、第一样盒夹紧机构7、第二样盒夹紧机构9和第三气缸电性连接。
19.本实施例中的所述样盒旋转机构6包括双向气缸601,双向气缸601固定在接样筒1的顶部,双向气缸601的活塞杆分别与第一连接杆602、第二连接杆603固定连接,第一连接杆602上安装有第一支撑板,第一支撑板的上表面安装有电机604,电机604的输出端穿过第一支撑板与主动轮轴固定连接,主动轮轴上安装有主动轮605,第二连接杆603上安装有第二支撑板,第二支撑板的下表面安装有两个从动轮轴,两个所述从动轮轴上均安装有从动轮606,所述从动轮606和主动轮605分别位于通孔5的两侧。
20.本实施例中的所述接样筒1顶部成型有环状凸台101,环状凸台101内部设置有密封圈102,所述接样筒1顶部连通有送样管,所述接样筒1中心部位成型有与所述送样管连通的空心腔。
21.本实施例中的所述第一样盒夹紧机构7包括第一气缸701,所述第一气缸701设置有两个,两个所述第一气缸701安装在隔板4的底部两侧,所述第一气缸701的活塞杆上安装有第一夹爪702。
22.本实施例中的所述第二样盒夹紧机构9包括第二气缸901,所述第二气缸901设置有两个,两个所述第二气缸901分别安装在两个气缸座902上,两个气缸座902分别安装在开盖筒2的两侧,所述第二气缸901的活塞杆上安装有第二夹爪,所述开盖筒2底部固定在底座201上,底座201与第三气缸的活塞杆固定连接。
23.本实用新型使用时,接样筒1与开盖筒2为贴合设置,当送样盒3经过送样管稳定落至接样筒1和开盖筒2之间时,双向气缸601动作带动第一连接杆602和第二连接杆603移动,第一支撑板和第二支撑板也随着移动,使得主动轮605、从动轮606分别与送样盒3贴合,电机604工作带动主动轮605转动,带动与主动轮605贴合的送样盒3转动,当送样盒3上的圆孔转动至传感器8处时,传感器8检测到信号,并将检测到信号传输给plc控制器,通过plc控制器发出指令控制电机604停止工作,使得试样的尾柄始终被准确定位同一方向(机械手夹具与试样尾柄平行),第一气缸701和第二气缸901动作,通过第一气缸701带动第一夹爪702将送样盒3的上部固定,通过第二气缸901带动第二夹爪将送样盒3的下部固定,随后,第三气缸动作驱动活塞杆带动底座201以及开盖筒2向下移动与接样筒1拉离,实现了对送样盒的开盖作业,送样盒3开盖后,机械手将试样夹紧取出。此时,试样尾柄位置正好和机械手夹头平行,机械手抓取试样时不会夹至样品尾柄,从而避免了试样夹偏、夹斜,甚至掉样等情况的出现,从而提高夹样的稳定性。
24.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1