简易式压罐装置的制作方法
1.本技术涉及压罐设备的技术领域,尤其是涉及一种简易式压罐装置。
背景技术:
2.饼干是一种常见的点心,作为一种零食或添加饮食,食用方便又便于携带,已成为日常生活中不可或缺的一种食品。随着人们审美的提高,部分饼干已经开始实用盒子进行包装,以提升档次感。
3.在这类饼干的包装加工过程中,涉及到饼盒的封装。目前多采用人工的方式将盒盖盖合在饼盒上,效率低下,难以满足大批量的生产需求。
技术实现要素:
4.为了提高饼盒的封盖效率,本技术提供一种简易式压罐装置。
5.本技术提供的一种简易式压罐装置采用如下的技术方案:
6.一种简易式压罐装置,包括用于运输饼盒的传送带机构和用于压盖的压盖机构,所述压盖装置包括安装架、设置在安装架上的压辊、以及驱使压辊转动的驱动组件,所述压辊横跨传送带机构的输送带,所述压辊与输送带之间的间距与饼盒压合后的厚度适配。
7.通过采用上述技术方案,将未压合的饼盒放在输送带的上料端,当饼盒移动至与压辊抵接后,饼盒在传送带的输送作用和主辊转动所产生的拖拽力的作用下移动至主辊和副辊之间,因压辊与输送带之间的间距与饼盒压合后的厚度适配,从而将饼盒的盒盖自动压合在饼盒的盒体上,实现自动压合,显著提高了饼盒的封盖效率。
8.优选的,所述传送带机构的机架上转动连接有输送辊,所述输送辊位于输送带的下方,所述输送辊与压辊相对设置,所述输送带搭在输送辊处的部位向下凹陷设置。
9.通过采用上述技术方案,由于输送带搭在输送辊处的部位向下凹陷设置,且输送辊在输送带摩擦力的作用下会朝顺着输送带输送方向的方向转动,从而使得饼盒更容易进入压辊与输送辊之间的区域内。且输送辊的刚性足够,使得压辊在压合盒盖的过程中,输送带不会下陷,从而确保盒盖压合到位。
10.优选的,所述压辊设置有多根,多根压辊沿输送带的输送方向并排分布;所述输送辊设置有多根,多根输送辊沿输送带的输送方向并排分布。
11.通过采用上述技术方案,能够选择直径更小的压辊和输送辊,进而节省成本。且由于压辊和输送辊均设置有多根,盒盖受压合的时间不变,从而不会影响盒盖的压合。
12.优选的,所述安装架包括设置在机架上的两块侧板,两块侧板分别分布在输送带输送方向的两侧,多根压辊均转动连接在两块侧板之间。
13.通过采用上述技术方案,将安装布置在机架上,有利于节省压罐装置所占据的室内空间,提高其安放的便利性。
14.优选的,所述侧板的高度可调节设置,所述机架上设置有用于调节侧板高度的调节组件。
15.通过采用上述技术方案,使得压辊装置能够适用不同尺寸的饼盒,提高了实用性。
16.优选的,所述调节组件包括调节螺杆,所述机架的侧壁固定连接有固定板,所述固定板上固定连接有调节螺母,所述调节螺杆穿透固定板并与调节螺母螺纹连接,所述调节螺杆的顶部与侧板转动抵接。
17.通过采用上述技术方案,转动调节螺栓即可改变安装架的高度,从而改变压辊的高度,进而能够适用不同尺寸的饼盒。
18.优选的,所述机架上还固定连接有导向杆,所述导向杆数值设置,所述导向杆上滑动套接有导向套,所述导向套与侧板固定连接。
19.通过采用上述技术方案,使得压盖机构上移动过程中更加平稳。
20.优选的,两块侧板之间还固定连接有连接杆。
21.通过采用上述技术方案,提高了安装架的一体性,从而提高其结构稳定性。
附图说明
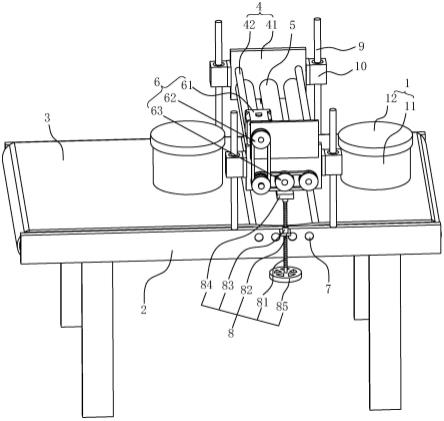
22.图1是本技术的整体结构示意图。
23.附图标记说明:
24.1、饼盒;11、盒体;12、盒盖;2、机架;3、输送带;4、安装架;41、侧板;42、连接杆;5、压辊;6、驱动组件;61、电机;62、第一同步带轮组;63、第二同步带轮组;7、输送辊;8、调节组件;81、调节螺杆;82、固定板;83、调节螺母;84、连接板;85、手轮;9、导向杆;10、导向套。
具体实施方式
25.以下结合附图1对本技术作进一步详细说明。
26.本技术实施例公开一种简易式压罐装置。参照图1,包括用于输送饼盒1的传送带机构和用于压盖的压盖机构。饼盒1包括盒体11和盒盖12,压盖机构用于将盒盖12压紧在盒体11的开口端。
27.传送带机构主要包括机架2、设置在机架2上的输送带3等部件,传送带机构为制造业常用的输送机构,这里就不在赘述。
28.压盖机构包括设置在机架2上的安装架4,安装架4包括两块侧板41,两块侧板41分别设置在输送带3方向的两侧,两块侧板41相对设置。两块侧板41之间固定连接有两根相互平行的连接杆42,增强了机架2的一体性。两块侧板41之间转动连接有多根压辊5和驱使多根压辊5同步转动的驱动组件6。本技术实施例中压辊5设置有三根,三根压辊5沿输送带3的输送方向并排间隔分布,三根压辊5均位于连接杆42的下方。
29.驱动组件6包括安装在侧板41上部的电机61,电机61的输出轴与其中一根压辊5之间通过第一同步带轮组62传动连接,三根压辊5之间通过第二同步带轮组63传动连接。
30.传送带机构的机架2上转动连接有多根输送辊7,多根输送辊7沿输送带3的输送方向并排间隔分布,本技术实施例中输送辊7设置有四根,四根输送辊7均位于压辊5的下方并与压辊5相对设置。输送带3搭在输送辊7上的部分向下凹陷设置,压辊5与搭在输送辊7上的输送带3之间的距离匹配饼盒1压合后的厚度。
31.当对饼盒1进行压盖操作时,启动电机61以驱使三根压辊5同步转动,并确保压辊5的转动方向顺着输送带3的输送方向。然后将盒盖12初步盖合在盒体11的开口端,接着将饼
盒1放在输送带3的上料端,当饼盒1移动至盒盖12与压辊5抵接后,饼盒1进入下坡区,并在输送带3的输送作用、以及压辊5和输送辊7转动所产生的拖拽作用下移动至压辊5和输送辊7之间,从而在压辊5的作用下实现自动压合,提高了饼盒1的封盖效率。
32.为使压盖机构能够适应不同尺寸的饼盒1,在机架2上设置有用于调节安装高度的调节组件8。
33.调节组件8包括调节螺杆81,机架2的侧部焊接有固定板82,固定板82位于侧板41的下方,固定板82水平布置,固定板82的上表面焊接固定有调节螺母83,调节螺杆81穿透固定板82并与调节螺母83螺纹连接。侧板41背离输送带3的一侧焊接有连接板84,连接板84位于侧板41的下部,调节螺杆81的上端与连接板84转动抵接。通过转动调节螺杆81即可调节安装架4的高度,以使得压盖装置能够适应不同尺寸的饼盒1,提供了实用性。为方便转动调节螺杆81,在调节螺杆81的下端焊接有手轮85,通过转动手轮85即可转动调节螺杆81。
34.为使安装架4在移动过程中更加平稳,在机架2上的上表面焊接固定有导向杆9,导向杆9竖直设置。本技术实施例中导向杆9设置有四根,四根导向杆9两两一组,同一组的两根导向杆9对称分布在侧板41两侧。每根导向杆9上均滑动套接有导向套10,导向套10与侧板41焊接固定。
35.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1