玻璃板测定装置的制作方法
1.本实用新型涉及对包括玻璃板的端面的平直度的玻璃板的形状数据进行测定的玻璃板测定装置。
背景技术:
2.在玻璃板的制造工序中,包括将玻璃板切断成规定尺寸的切断工序、对玻璃板的被切断后的端面实施倒角等精加工的端面加工工序。
3.在端面加工工序中,以被切断后的端面为基准对玻璃板进行定位,在端面加工工序之后的各种工序中,一般以被精加工后的端面为基准对玻璃板进行定位。
4.因此,例如,以实施准确的定位等为目的,在切断工序、端面加工工序之后,有时实施对包含玻璃板的端面的平直度(直线度)的玻璃板的形状数据进行测定的形状测定工序。在此,平直度是指与直线形状的几何学上规范的直线偏差的大小。
5.作为玻璃板的检查方法之一,可以举出用相机从上方拍摄玻璃板的端面,解析该拍摄到的图像的方法(例如,参照专利文献1)。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2018-112411号公报
技术实现要素:
9.实用新型要解决的课题
10.作为玻璃板的端面的平直度的测定方法,考虑如下方法:应用上述的专利文献1的检查方法,从上方用相机拍摄玻璃板的端面,解析该拍摄到的图像。但是,玻璃板除了一部分特殊的玻璃以外大多是透明的。因此,在使用了图像解析的玻璃板的端面的平直度的测定方法中,存在难以准确地检测出玻璃板的端面与其背景的边界、且需要高级的图像解析的问题。特别是,这样的问题随着玻璃板变为薄板而尤为显著。
11.另外,包含玻璃板的端面的平直度的各种玻璃板的形状数据大多分别在不同的区域测定。因此,由于在测定区域间的移动等花费时间,因此测定效率差,另外从省空间化的观点出发,也有改善的余地。
12.本实用新型的第一课题在于,简单且可靠地测定玻璃板的端面的平直度。
13.另外,本实用新型的第二课题在于,以较小的空间高效地测定包含玻璃板的端面的平直度的各种形状数据。
14.进而,本实用新型的第三课题在于,简单且可靠地测定玻璃板的形状数据,并且长期维持测定精度。
15.用于解决课题的方案
16.为了解决上述的第一课题而提出的第一实用新型涉及对矩形的玻璃板的平直度进行测定的玻璃板测定装置,其特征在于,玻璃板测定装置具备:工作台,其具有供玻璃板
载置的载置部;测距仪,其测定到载置于载置部的玻璃板的测定对象的端面为止的距离;保持机构,其将测距仪保持为能够在远离测定对象的端面的第一方向及沿着测定对象的端面的第二方向上移动;直尺,其沿着第二方向延伸;以及仿形机构,其使保持在保持机构上的测距仪沿着直尺。
17.根据这样的结构,利用测距仪测定到玻璃板的测定对象的端面为止的距离。由于测距仪能够通过保持机构在沿着测定对象的端面的第二方向上移动,因此能够在第二方向的多个部位测定到玻璃板的测定对象的端面为止的距离。此时,由于测距仪通过仿形机构沿着直尺移动,因此测距仪的远离测定对象的端面的第一方向上的位置以直尺为基准成为一定。因此,能够不使用高级的图像解析等而基于测距仪的测定结果简单且可靠地测定玻璃板的端面的平直度。
18.在上述的结构中,优选的是,测距仪具备与测定对象的端面接触的触头,触头为圆筒状的辊。
19.这样,由于测距仪是使触头与测定对象的端面接触的接触式的测距仪,因此与非接触式(例如光学式)的测距仪相比,能够简单地测定到测定对象的端面为止的距离。另外,由于触头是能够旋转的辊,因此伴随着该旋转,触头中的与玻璃板的端面接触的部分依次变化,能够抑制触头的磨损。进而,由于触头为圆筒状,因此即使在玻璃板的端面倾斜的情况下,也始终测定端面的最突出部的位移,玻璃板的端面的平直度的测定误差变小。
20.在上述的结构中,优选的是,玻璃板测定装置具备对玻璃板的移动进行限制的重物。
21.这样,在测定平直度时,能够防止玻璃板的位置偏移。
22.在该情况下,优选的是,玻璃板测定装置具备沿着直尺延伸并且隔着玻璃板支承重物的支承构件。
23.这样,能够防止玻璃板由于重物的载荷而向下方弯曲。
24.在上述的结构中,优选的是,保持机构位于测定对象的端面与直尺之间,仿形机构具备使保持机构靠近直尺的弹性体。
25.这样,通过弹性体,使保持机构靠近直尺侧,因此测距仪在第一方向上的位置更稳定。其结果是,能够更准确地测定玻璃板的端面的平直度。
26.在上述的结构中,优选的是,玻璃板测定装置具备表示测距仪在第二方向上的位置的标尺。
27.这样,通过标尺能够准确地把握测距仪在第二方向上的位置。
28.为了解决上述第二课题而提出的第二实用新型涉及对矩形的玻璃板的形状数据进行测定的玻璃板测定装置,其特征在于,玻璃板测定装置具备:工作台,其具有供玻璃板载置的载置部;平直度测定装置,其对载置于载置部的玻璃板的端面的平直度进行测定;尺寸测定装置,其对载置于载置部的玻璃板的尺寸进行测定;以及垂直度测定装置,其对载置于载置部的玻璃板的在角部交叉的端面的垂直度进行测定。
29.根据这样的结构,能够在将玻璃板载置于工作台的载置部的状态下测定包含平直度、尺寸、垂直度的玻璃板的形状数据。因此,能够以较小的空间高效地测定包含平直度、尺寸、垂直度的玻璃板的形状数据。
30.为了解决上述第三课题而提出的第三实用新型涉及对玻璃板的形状数据进行测
定的玻璃板测定装置,其特征在于,玻璃板测定装置具备对到玻璃板的测定对象的端面为止的距离进行测定的测距仪,测距仪具有由与玻璃板的测定对象的端面接触的圆筒状的辊构成的触头。
31.根据这样的结构,由于测距仪是使触头与测定对象的端面接触的接触式的测距仪,因此与非接触式(例如光学式)的测距仪相比,能够简单地测定到测定对象的端面为止的距离。另外,由于触头为圆筒状,因此即使在玻璃板的端面倾斜的情况下,也始终测定端面的最突出部的位移,到玻璃板的端面为止的距离的测定误差变小。进而,由于触头是能够旋转的辊,因此伴随着该旋转,触头中的与玻璃板的端面接触的部分依次变化,能够抑制触头的磨损。也就是说,即使不频繁更换触头,也能够长期维持测定精度。
32.实用新型效果
33.根据第一实用新型,能够简单且可靠地测定玻璃板的端面的平直度。
34.根据第二实用新型,能够以较小的空间高效地测定包含平直度、尺寸、垂直度的玻璃板的形状数据。
35.根据第三实用新型,能够简单且可靠地测定玻璃板的形状数据,并且长期维持测定精度。
附图说明
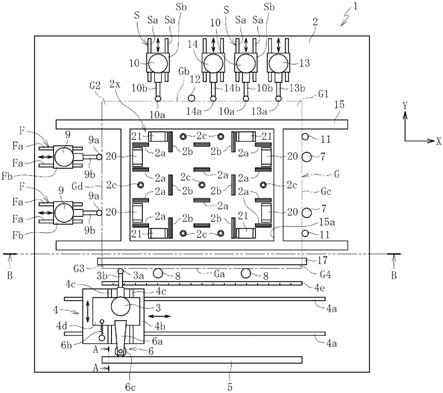
36.图1是示出本实用新型的实施方式的玻璃板测定装置的俯视图。
37.图2是第一凸条部的短边方向的剖视图。
38.图3a是示出第一凸条部的变形例的短边方向的剖视图。
39.图3b是示出第一凸条部的变形例的短边方向的剖视图。
40.图3c是示出第一凸条部的变形例的短边方向的剖视图。
41.图3d是示出第一凸条部的变形例的短边方向的剖视图。
42.图4是图1的a-a剖视图,且是示出直尺与仿形机构的辊的接触状态的一例的剖视图。
43.图5是图1的b-b剖视图,且是示出使用载置工具将玻璃板载置于工作台的准备工序的图。
44.图6是本实用新型的实施方式的玻璃板测定装置的俯视图,且是示出对玻璃板的端面的平直度进行测定的平直度测定工序的图。
45.图7是表示在图6的平直度测定工序中隔着玻璃板用支承构件支承重物的状态的立体图。
46.图8是表示图6的平直度测定工序中的测距仪的触头与玻璃板的端面的接触状态的一例的剖视图。
47.图9是本实用新型的实施方式的玻璃板测定装置的俯视图,且是示出对玻璃板的尺寸进行测定的尺寸测定工序的图。
48.图10是本实用新型的实施方式的玻璃板测定装置的俯视图,且是示出对玻璃板的垂直度进行测定的垂直度测定工序的图。
49.图11是用于说明在图10的垂直度测定工序中根据测距仪的测定值得到垂直度的方法的概要图。
50.图12是本实用新型的实施方式的玻璃板测定装置的俯视图,且是示出使用校正工具而校正尺寸测定仪的第一校正工序的图。
51.图13是图12的d-d剖视图,且是示出校正工序中的校正工具的配置方式的图。
52.图14是图12的c-c剖视图,且是示出校正工具的支承部与玻璃板的高度方向的位置关系的图。
53.图15是本实用新型的实施方式的玻璃板测定装置的俯视图,且是示出使用校正工具而校正测距仪的第二校正工序的初步阶段状态的概要图。
54.图16是本实用新型的实施方式的玻璃板测定装置的俯视图,且是示出使用校正工具而校正测距仪的第二校正工序的最终阶段状态的概要图。
具体实施方式
55.以下,参照附图对本实用新型的实施方式进行说明。需要说明的是,图中的xyz是正交坐标系。x方向及y方向是水平方向,z方向是铅垂方向。
56.如图1所示,本实施方式的玻璃板测定装置1是用于测定矩形的玻璃板g的形状数据的装置。在本实施方式中,玻璃板测定装置1作为形状数据,测定玻璃板g的至少一个端面ga~gd的平直度、玻璃板g的纵横尺寸(x方向尺寸及y方向尺寸)、以及玻璃板g的在至少一个角部g1~g4交叉的端面ga~gd的垂直度。即,玻璃板测定装置1具备平直度测定装置、尺寸测定装置、以及垂直度测定装置。
57.(工作台)
58.玻璃板测定装置1作为基本结构而具备具有供玻璃板g载置的载置部2x的工作台2。玻璃板g以端面ga、gb与x方向实质上平行且端面gc、gd与y方向实质上平行的方式载置于工作台2的载置部2x。
59.在此,玻璃板g的厚度例如是0.2~10mm,玻璃板g的尺寸例如是700mm
×
700mm~3000mm
×
3000mm。玻璃板g通过下拉法(例如溢流下拉法)、浮法等公知的方法制造。玻璃板g例如用于液晶显示器等平板显示器的基板、触摸面板等盖板玻璃。
60.载置部2x也可以由单一或多个平面形成,但在本实施方式中,具备具有与玻璃板g接触的长条的接触部的第一凸条部2a及第二凸条部2b。
61.第一凸条部2a的接触部沿着玻璃板g的对置的一对端面ga、gb、即x方向延伸,第二凸条部2b的接触部沿着玻璃板g的对置的一对端面gc、gd、即y方向延伸。
62.这样,由于第一凸条部2a的接触部沿着x方向细长,因此在使玻璃板g沿着x方向移动时,第一凸条部2a相对于玻璃板g不会产生较大的阻力。因此,在利用第一凸条部2a从下方支承玻璃板g的状态下,能够使玻璃板g在x方向上顺畅地移动(滑动)。同样地,由于第二凸条部2b的接触部沿着y方向细长,因此在使玻璃板g沿着y方向移动时,第二凸条部2b相对于玻璃板g不会产生较大的阻力。因此,在利用第二凸条部2b从下方支承玻璃板g的状态下,能够使玻璃板g在y方向上顺畅地移动(滑动)。因此,能够在由第一凸条部2a及第二凸条部2b支承玻璃板g的状态下,使玻璃板g在x方向及y方向不同的两个方向上顺畅地移动而容易地进行定位。另外,第一凸条部2a及第二凸条部2b与用面支承玻璃板g整个面的情况相比,能够减小支承面积,因此即使在支承大尺寸的玻璃板g的情况下,也能够抑制由于载置部2x的支承面积的扩大而导致的成本增加。
63.第一凸条部2a在y方向的多个部位沿x方向隔开间隔地设置多个,第二凸条部2b在x方向的多个部位沿y方向隔开间隔地设置有多个。即,第一凸条部2a及第二凸条部2b以能够呈稳定的姿态支承玻璃板g的方式隔开间隔地散布在工作台2上。
64.第一凸条部2a及第二凸条部2b通过螺钉等紧固件(未图示)以能够装卸的方式固定于工作台2。因此,能够分别更换多个凸条部2a、2b中的任意的构件。
65.需要说明的是,第一凸条部2a及第二凸条部2b的排列方式没有特别限定,例如,可以是棋盘格状、交错状等规则的排列,也可以是不规则的排列。另外,第一凸条部2a的接触部的长度方向及第二凸条部2b的接触部的长度方向不限定于x方向、y方向,只要是相互不同的方向即可。而且,也可以进一步设置沿着与凸条部2a、2b不同的方向(例如,与x方向所成的角为45
°
的方向)而具有长条的接触部的其他凸条部。
66.如图2所示,考虑到第一凸条部2a在工作台2上的姿态稳定性,第一凸条部2a的短边方向(y方向)的截面形状为梯形状。即,第一凸条部2a的底部2aa侧的宽度比上部2ab侧宽,在使底部2aa与工作台2接地的状态下固定于工作台2。在此,第一凸条部2a的上部2ab(与玻璃板g的接触部)可以是平面,也可以是曲面。或者,凸条部2a的上部2ab也可以使短边方向的宽度变窄而形成为线状,在该情况下,第一凸条部2a的短边方向(y方向)的截面形状例如可以形成为三角形状。需要说明的是,第一凸条部2a的短边方向的截面形状没有特别限定,可以进行各种变更。第一凸条部2a例如能够采用图3a~图3d所示那样的截面形状。在图3a中,第一凸条部2a的前端部(玻璃板g侧)为梯形状,基端部(工作台2侧)为矩形。在图3b中,第一凸条部2a的前端部是构成凸曲面的半圆状。在图3c中,第一凸条部2a是具有并联排列的两条凸条的u字状。在图3d中,第一凸条部2a也可以是刷子状,也就是说,第一凸条部2a可以由刷子构成。第二凸条部2b的短边方向(x方向)的截面形状没有特别限定,能够采用与第一凸条部2a的短边方向(y方向)的截面形状同样的形状。
67.第一凸条部2a的接触部及第二凸条部2b的接触部优选为例如尼龙等树脂。这样,玻璃板g容易在凸条部2a、2b上滑动。需要说明的是,在本实施方式中,第一凸条部2a及第二凸条部2b的整体由树脂形成。
68.第一凸条部2a的接触部的长度方向的尺寸(x方向尺寸)及第二凸条部2b的接触部的长度方向的尺寸(y方向尺寸)例如优选为0.2~20mm。另外,第一凸条部2a的接触部的短边方向的尺寸(y方向尺寸)及第二凸条部2b的接触部的短边方向的尺寸(x方向尺寸)例如优选为5~400mm。
69.如图1所示,在本实施方式中,载置部2x还具备多个柱状的突起部2c。突起部2c由前端部从下方支承玻璃板g。为了使玻璃板g的定位变得容易,突起部2c的前端部也可以具备浮动机构,但在本实施方式中由球状辊构成。突起部2c相互隔开间隔地散布在工作台2上。需要说明的是,突起部2c的排列方式没有特别限定,例如可以是棋盘格状、交错状等规则的排列,也可以是不规则的排列。另外,突起部2c的前端部也可以是非滚动体,例如可以采用凸曲面、平面等任意的形状。
70.(平直度测定装置)
71.如图1所示,玻璃板测定装置1作为用于测定玻璃板g的端面ga~gd的平直度(直线度)的结构,在工作台2上具备测距仪3、保持机构4、直尺5、以及仿形机构6。在此,平直度是指与直线形状的几何学上规范的直线偏差的大小。
72.测距仪3测定到载置在工作台2的载置部2x上的玻璃板g的端面ga为止的距离、即玻璃板g的端面ga相对于基准位置的位移。在此,在本实施方式中,基准位置被设定于玻璃板g的端面ga的x方向两端部的位置。也就是说,在玻璃板g的端面ga的x方向两端部处,校正测距仪3且调整玻璃板g的载置位置,以使测距仪3的测定值表示为零。
73.测距仪3是具备触头3a及心轴(spindle)3b的接触式的测距仪(例如千分表),该触头3a与测定对象的端面ga接触,该心轴3b将触头3a保持为能够在y方向上进退移动。在本实施方式中,触头3a是圆筒状的辊,一边与玻璃板g的端面ga接触一边滚动(参照后述的图8)。另外,触头3a被向测定对象的端面ga侧施力,能够仿形于测定对象的端面ga。需要说明的是,触头3a例如也可以是呈圆筒状以外的形状的滚动体(例如球状辊)、或在玻璃板g的端面ga上滑动的非滚动体(例如针状构件、圆筒状构件等)。
74.保持机构4将测距仪3保持为能够在y方向(远离玻璃板g的端面ga的方向)及x方向(沿着玻璃板g的端面ga的方向)上移动。
75.保持机构4具备能够沿着设置在工作台2上的导轨4a在x方向上移动的第一载物台4b、以及能够沿着设置在第一载物台4b上的导轨4c在y方向上移动的第二载物台4d。第一载物台4b能够手动或自动地在x方向上移动。在第二载物台4d上安装有测距仪3。需要说明的是,第二载物台4d的移动方向与y方向平行,但也可以相对于y方向具有角度。
76.保持机构4还具备设置于工作台2上且表示测距仪3在x方向上的位置的标尺4e。在本实施方式中,在标尺4e上以等间隔标注有表示测距仪3的测定位置的规定标记。需要说明的是,标尺4e的配置位置可以采用例如在直尺5上等的任意位置。也可以省略标尺4e。
77.直尺5沿着x方向设置在工作台2上。直尺5的平直度预先被测定并记录。
78.仿形机构6是用于使安装于保持机构4的测距仪3沿着直尺5的机构。仿形机构6具备按压构件6a、以及弹簧6b。
79.按压构件6a的基端部安装于第二载物台4d,前端部与直尺5接触。
80.弹簧6b以将第二载物台4d拉向直尺5侧的方式横跨第一载物台4b与第二载物台4d之间而设置。通过这样的弹簧6b的拉力,按压构件6a被直尺5按压,因此测距仪3的x方向位置稳定。需要说明的是,弹簧6b也可以设置为按压第二载物台4d而靠近直尺5侧。另外,弹簧6b例如可以是橡胶等其他弹性体,也可以省略。
81.如图4所示,按压构件6a在前端部具备圆筒状的辊6c。直尺5具备接纳辊6c的凹状的引导槽5a。即,辊6c在被引导槽5a接纳了的状态下,在直尺5上滚动。在本实施方式中,作为直尺5的平直度,预先测定并记录引导槽5a的平直度。需要说明的是,按压构件6a的前端部例如也可以是呈圆筒状以外的形状的滚动体(例如球状辊)、或在直尺5上滑动的非滚动体(例如球状构件、圆筒状构件等)。
82.(尺寸测定装置)
83.如图1所示,玻璃板测定装置1作为用于测定玻璃板g的x方向尺寸及y方向尺寸的结构,在工作台2上具备第一销7、第二销8、第一尺寸测定仪9、以及第二尺寸测定仪10。
84.第一销7和载置于工作台2的载置部2x的玻璃板g的与y方向实质上平行的端面gc接触。第二销8和载置于工作台2的载置部2x的玻璃板g的与x方向实质上平行的端面ga接触。即,第二销8和与第一销7所接触的端面gc大致直角地交叉的端面ga接触。
85.第一尺寸测定仪9测定与y方向实质上平行的端面gc、gd之间的尺寸、即玻璃板g的
x方向尺寸(第一尺寸)。第二尺寸测定仪10测定与x方向实质上平行的端面ga、gb之间的尺寸、即玻璃板g的y方向尺寸(第二尺寸)。
86.第一尺寸测定仪9是具备触头9a及心轴9b的接触式的测距仪(例如千分表),该触头9a与端面gd接触,该心轴9b将触头9a保持为能够在x方向上进退移动。同样地,第二尺寸测定仪10是具备触头10a及心轴10b的接触式的测距仪(例如千分表),该触头10a具备与端面gb接触,该心轴10b将触头10a保持为能够在y方向上进退移动。在本实施方式中,触头9a、10a是圆筒状的非滚动体。需要说明的是,触头9a、10a例如也可以是呈圆筒状以外的形状的非滚动体(例如球状构件、针状构件)、滚动体(例如圆筒状辊、球状辊)。
87.第一尺寸测定仪9没置在能够调整其x方向位置的第一位置调整机构f上。由此,能够容易地变更第一尺寸测定仪9的位置,以能够测定尺寸不同的玻璃板g。另外,在测定玻璃板g的尺寸以外的其他形状数据时等,能够使第一尺寸测定仪9退避至不妨碍的位置为止。只要第一位置调整机构f能够调整第一尺寸测定仪9的x方向位置,就没有特别限定,但在本实施方式中,具备设置在工作台2上的第一导轨fa、以及能够沿着第一导轨fa在x方向上移动的第一滑块fb。第一滑块fb能够手动或自动地在x方向上移动。在第一滑块fb上安装有第一尺寸测定仪9。
88.第二尺寸测定仪10设置在能够调整其y方向位置的第二位置调整机构s上。由此,能够容易地变更第二尺寸测定仪10的位置,以能够测定尺寸不同的玻璃板g。另外,在测定玻璃板g的尺寸以外的其他形状数据时等,能够使第二尺寸测定仪10退避至不妨碍的位置为止。只要第二位置调整机构s能够调整第二尺寸测定仪10的y方向位置,就没有特别的限定,在本实施方式中,具备设置于工作台2上的第二导轨sa、以及能够沿着第二导轨sa在y方向上移动的第二滑块sb。第二滑块sb能够手动或自动地在y方向上移动。在第二滑块sb上安装有第二尺寸测定仪10。
89.设置有两组第一销7及第一尺寸测定仪9,并且设置有两组第二销8及第二尺寸测定仪10。即,分别在两处测定玻璃板g的x方向尺寸及y方向尺寸。需要说明的是,x方向尺寸及y方向尺寸也可以是两处的平均值。
90.构成一组的第一销7及第一尺寸测定仪9的触头9a在x方向上正对。即,关于构成一组的第一销7及第一尺寸测定仪9的触头9a,y方向位置是实质上相同的。同样地,构成一组的第二销8及第二尺寸测定仪10的触头10a在y方向上正对。即,关于构成一组的第二销8及第二尺寸测定仪10的触头10a,x方向位置是实质上相同的。
91.第一销7及第二销8以能够装卸的方式保持于工作台2。在本实施方式中,用于保持销7、8的卡合孔(未图示)设置于工作台2上。卡合孔优选设置在工作台2的多个部位,以便在玻璃板g的尺寸变更的情况下能够调整销7、8的安装位置。
92.需要说明的是,也可以构成为省略构成一组的第一销7及第一尺寸测定仪9、以及构成一组的第二销8及第二尺寸测定仪10中的任一方,仅测定第一尺寸及第二尺寸中的任一方。从有效地测定玻璃板g的纵向尺寸及横向尺寸的观点出发,优选具备构成一组的第一销7及第一尺寸测定仪9、以及构成一组的第二销8及第二尺寸测定仪10这双方。
93.(垂直度测定装置)
94.如图1所示,玻璃板测定装置1作为用于测定玻璃板g的端面ga~gd的垂直度的结构,在工作台2上具备第一销11、第二销12、以及测距仪13。需要说明的是,图中的附图标记
14是用于校正测距仪13的校正用测距仪。
95.第一销11和载置于工作台2的载置部2x的玻璃板g的与y方向实质上平行的端面gc(第一端面)接触。第二销12和载置于工作台2的载置部2x的玻璃板g的与x方向实质上平行的端面gb(第二端面)接触。即,第一销11及第二销12分别与在作为测定垂直度的对象的角部g1处交叉的端面gc、gb接触。
96.第一销11由在y方向上隔开间隔设置的一对销构成,第二销12由在x方向上仅设置一个的单一的销构成。端面gc通过与一对第一销11接触,与连结一对第一销11之间的直线平行地保持。即,端面gc以预先设定的规定的倾斜度保持。第二销12维持这样的端面gc的倾斜度并且与端面gb接触。由此,通过一对第一销11、及第二销12的共计三点,玻璃板g被定位。
97.第一销11及第二销12以能够装卸的方式保持于工作台2。在本实施方式中,用于保持销11、12的卡合孔(未图示)设置于工作台2上。卡合孔优选设置于工作台2的多个部位,以便在玻璃板g的尺寸变更的情况下能够调整销11、12的安装位置。
98.测距仪13针对由第一销11及第二销12定位的玻璃板g测定(从基准位置向y方向的偏移)位移,该位移是在端面gc和端面gb为直角的情况下端面gb的实际位置相对于端面gb所处的基准位置(参照图11的单点划线所示的位置)的位移。
99.测距仪13是具备触头13a及心轴13b的接触式的测距仪(例如千分表),该触头13a与端面gb接触,该心轴13b将触头13a保持为能够在y方向上进退移动。在本实施方式中,触头13a为圆筒状的非滚动体。需要说明的是,触头13a例如也可以是呈圆筒状以外的形状的非滚动体(例如球状构件、针状构件)、滚动体(例如圆筒状辊、球状辊)。
100.测距仪13在不同于第二销12与端面gb接触的位置的位置处与端面gb接触。在本实施方式中,测距仪13在第二销12和端面gb接触的位置与端面gb和端面gc交叉的位置之间,与端面gb接触。
101.校正用测距仪14也与测距仪13同样是具备触头14a及心轴14b的接触式的测距仪(例如千分表),该触头14a与端面gb接触,该心轴14b将触头14a保持为能够在y方向上进退移动。
102.校正用测距仪14在不同于端面gb与第二销12及测距仪13接触的位置的位置处,与端面gb接触。在本实施方式中,校正用测距仪14在第二销12和端面gb接触的位置与测距仪13和端面gb接触的位置之间,与端面gb接触。
103.测距仪13、14被保持机构(例如滑动机构)保持为能够在y方向上移动。由此,在测定玻璃板g的垂直度以外的其他形状数据时,能够使测距仪13、14退避至不妨碍的位置为止。另外,在玻璃板g的尺寸被变更的情况下,能够容易调整测距仪13、14的位置。
104.(载置工具)
105.如图1所示,玻璃板测定装置1作为用于将玻璃板g载置于工作台2的载置部2x的结构而具备从下方支承玻璃板g的载置工具15。载置工具15是具备能够供工作台2的凸条部2a、2b及突起部2c贯穿的开口部15a的梯子状的构件。载置工具15在将玻璃板g从载置工具15换载到凸条部2a、2b及突起部2c后,载置于工作台2上。需要说明的是,如果不与载置工具15干涉,则凸条部2a、2b及/或突起部2c除了开口部15a的内侧以外,也可以设置于开口部15a的外侧。载置工具15例如可以是网格状的构件等,可以采用具备能够供凸条部2a、2b及
突起部2c贯穿的开口部的任意的形状。
106.接着,说明使用如以上那样构成的玻璃板测定装置1的玻璃板测定方法。
107.本实施方式的玻璃板测定方法依次包括:将玻璃板g载置在工作台2的载置部2x上的准备工序、测定玻璃板g的端面的平直度的平直度测定工序、测定玻璃板g的纵横尺寸的尺寸测定工序、以及测定玻璃板g的端面的垂直度的垂直度测定工序。需要说明的是,例如,也可以按照尺寸测定工序、平直度测定工序、垂直度测定工序的顺序进行等,更换准备工序以后的这些工序的顺序。
108.(准备工序)
109.如图5所示,在准备工序中,首先,在将玻璃板g载置在载置工具15上的状态下搬运至工作台2的上方位置为止(图中的点划线所示的状态)。接着,从该状态使载置工具15下降,使工作台2的载置部2x的凸条部2a、2b及突起部(球状辊)2c贯穿载置工具15的开口部15a。在该过程中,载置于载置工具15的玻璃板g被凸条部2a、2b及突起部2c推起,玻璃板g被从载置工具15换载到凸条部2a、2b及突起部2c。需要说明的是,载置工具15在载置于工作台2上的状态下,低于凸条部2a、2b及突起部2c。因此,在将玻璃板g从载置工具15移载到凸条部2a、2b及突起部2c后,能够将载置工具15载置并收容在工作台2上。
110.(平直度测定工序)
111.如图6所示,在平直度测定工序中,首先,进行由载置部2x支承的玻璃板g的定位。在本实施方式中,以使玻璃板g的端面ga的x方向一端部和x方向另一端部到达规定的基准位置的方式对玻璃板g进行定位。具体而言,在用于测定端面ga的x方向两端部的第一位置p1及第二位置p2,对玻璃板g进行定位,以使由测距仪3测定的相对于基准位置的位移为零。在这样的玻璃板g的定位作业中,在使测距仪3在第一位置p1和第二位置p2之间移动时,为了防止测距仪3的触头3a的损耗,优选使触头3a处于从玻璃板g的端面ga退避后的状态。接着,在将玻璃板g定位了的状态下,以使玻璃板g不移动的方式在玻璃板g上载置重物16。然后,一边用标尺4e确认位置,一边用保持机构4使测距仪3沿x方向各移动规定距离,测定玻璃板g的端面ga的平直度。需要说明的是,重物16在平直度测定工序结束的阶段中从玻璃板g的上方去除。
112.如图7所示,在本实施方式中,载置于玻璃板g上的重物16在玻璃板g的端面ga的附近,沿着端面ga(即直尺5)配置。在工作台2上,在玻璃板g的端面ga的附近配置有沿着端面ga(即直尺5)延伸而隔着玻璃板g支承重物16的支承构件17。由此,防止测定平直度的玻璃板g的端面ga的附近由于重物16的载荷而向下方弯曲。
113.需要说明的是,在平直度测定工序中,优选将销7、8、11、12从工作台2卸下,并且使尺寸测定仪9、10及测距仪13、14退避至不妨碍的位置。作为尺寸测定仪9、10及测距仪13、14的退避方法,例如,可以举出使尺寸测定仪9、10及测距仪13、14各自的整体后退至退避位置的方法、仅使触头9a、10a、13a,14a后退至退避位置的方法(图6的状态)等。
114.如图8所示,测距仪3的触头3a是圆筒状的辊,一边与玻璃板g的端面ga接触一边滚动。这样,随着触头3a的旋转,触头3a中的与玻璃板g的端面ga接触的部分依次变化,因此能够抑制触头3a的磨损。另外,由于触头3a为圆筒状,因此即使在玻璃板g的端面ga倾斜的情况下,也始终测定端面ga的最突出部的位移。因此,测距仪3的平直度的测定误差变小。需要说明的是,触头3a的旋转轴与玻璃板g的厚度方向(z方向)实质上平行。
115.如图6所示,测距仪3的y方向的位置以直尺5为基准来确定,因此由测距仪3测定的玻璃板g的端面ga的位移(平直度)受到直尺5的平直度的影响。因此,将所测定的玻璃板g的端面ga的平直度s1与已知的直尺5的平直度s2之差(s1-s2)作为最终的玻璃板g的端面ga的平直度进行记录。
116.需要说明的是,优选在玻璃板g的端面ga的平直度的测定后,在位置p1、p2处通过测距仪3再次测定玻璃板g的端面ga,确认玻璃板g有无位置偏移。即,如果在双方的位置p1、p2处从由测距仪3测定的基准位置的位移为零,则能够确认在测定前后玻璃板g没有位置偏移。
117.以上例示了测定玻璃板g的端面ga的平直度的情况,但优选测定玻璃板g的四个端面ga~gd各自的平直度。在该情况下,在测定玻璃板g的端面ga的平直度后,通过载置工具15、其他机构,变更玻璃板g相对于工作台2的朝向,以同样的顺序测定剩余的端面gb~gd的平直度。如果测定玻璃板g的四个端面ga~gd各自的平直度,则例如在玻璃板g的制造工序所包含的端面加工工序中能够基于玻璃板g的各端面ga~gd的平直度准确地调整加工工具的位置。因此,容易以一定磨削量加工玻璃板g的各端面ga~gd。需要说明的是,基于这样的平直度调整加工工具的位置的方法也能够适用于实施定压磨削的情况。
118.(尺寸测定工序)
119.如图9所示,在尺寸测定工序中,首先,将第一销7及第二销8与玻璃板g的端面ga、gc接触,将由载置部2x支承的玻璃板g定位。在该状态下,使尺寸测定仪9、10的触头9a、10a与玻璃板g的端面gb、gd接触,测定玻璃板g的x方向尺寸及y方向尺寸。由于尺寸测定仪9、10的触头9a、10a为圆筒状,因此与测距仪3的触头3a同样地测定玻璃板g的端面gb、gd的最突出部的位置。
120.玻璃板g的x方向尺寸及y方向尺寸可以同时测定,也可以分别测定。在分别进行测定的情况下,例如,使第一销7与玻璃板g的端面gc接触,利用第一尺寸测定仪9测定玻璃板g的x方向的尺寸后,解除第一销7及第一尺寸测定仪9与玻璃板g的接触,并且使第二销8与玻璃板g的端面ga接触,利用第二尺寸测定仪10测定玻璃板g的y方向的尺寸。
121.需要说明的是,在本实施方式中,虽然在两处分别测定x方向尺寸及y方向尺寸,但销和与其正对的尺寸测定仪的组数可以适当变更。即,x方向尺寸及y方向尺寸分别可以仅在一处进行测定,也可以在三处以上进行测定。
122.在尺寸测定工序中,优选使测距仪3、13、14退避至不妨碍的位置。作为测距仪3、13、14的退避方法,例如,可以举出使测距仪3、13、14各自的整体后退至退避位置的方法,仅使触头3a、13a、14a后退至退避位置的方法(图9的状态)等。
123.(垂直度测定工序)
124.如图10所示,在垂直度测定工序中,首先,使第一销11及第二销12与玻璃板g的端面gb、gc接触,将由载置部2x支承的玻璃板g定位。在该状态下,使测距仪13的触头13a与玻璃板g的端面gb接触,测定端面gb相对于基准位置的位移(y方向的位移)。由于测距仪13的触头13a为圆筒状,因此与测距仪3的触头3a同样地,测定玻璃板g的端面ga的最突出部的位置。
125.由测距仪13测定的位移换算为端面gb相对于端面gc的垂直面的倾斜度,该倾斜度表示垂直度。如图11所示,端面gb相对于端面gc的垂直面的倾斜度(垂直度)例如由从端面
gc与端面gb交叉的位置到端面gb与端面gd交叉的位置为止的y方向的位移m(=d1
×
d3/d2)、或端面gc的垂直面与端面gb所成的角θ(=tan-1
(dl/d2))表示。在此,d1是由测距仪13测定的y方向的位移,d2是已知的测距仪13与第二销12之间的x方向距离,d3是已知的玻璃板g的x方向尺寸(设计值)。端面gb相对于端面gc的垂直面的倾斜度例如可以根据由测距仪13测定的位移利用运算装置自动运算,也可以预先制作将由测距仪13测定的位移换算成倾斜度的换算表,从该换算表中读取。
126.通过这样测定垂直度,管理所制造的玻璃板g的垂直度,例如,能够防止在加工、清洗、检查等各种工序(包括交货目的地的工序)中产生玻璃板g的对准(定位)的偏移。
127.在上述中,例示了测定玻璃板g的在角部g1交叉的端面的垂直度的情况,但也可以全部测定玻璃板g的在四个角部g1~g4分别交叉的端面的垂直度。在该情况下,在测定玻璃板g的在角部g1交叉的端面的垂直度之后,通过载置工具15、其他机构,变更玻璃板g相对于工作台2的朝向,以同样的顺序测定在剩余的角部g2~g4交叉的端面的垂直度。
128.需要说明的是,在垂直度测定工序中,优选将销7、8从工作台2卸下,并且使测距仪3、14及尺寸测定仪9、10退避至不妨碍的位置。作为测距仪3、14及尺寸测定仪9、10的退避方法,例如可以举出使测距仪3、14及尺寸测定仪9、10各自的整体后退至退避位置的方法、仅使触头3a、9a、10a、14a后退至退避位置的方法(图10的状态)等。
129.(校正工序)
130.本实施方式的玻璃板测定方法在准备工序之前还包括:第一校正工序,在该第一校正工序中,对尺寸测定工序中使用的尺寸测定仪9、10进行校正;以及第二校正工序,在该第二校正工序中,对在垂直度测定中使用的测距仪13进行校正。这些校正工序可以在每次测定玻璃板g时实施,也可以在进行规定次数或规定时间后实施玻璃板g的测定。另外,也可以在测定对象的玻璃板g的尺寸变化的情况下实施。当然,可以仅实施第一校正工序,也可以仅实施第二校正工序。
131.如图12及图13所示,在第一校正工序中,使用棒状的第一校正工具18校正第一尺寸测定仪9,使用棒状的第二校正工具19来校正第二尺寸测定仪10。图12用实线表示使用第一校正工具18校正第一尺寸测定仪9的状态,用点划线表示使用第二校正工具19校正第二尺寸测定仪10的状态。需要说明的是,第一尺寸测定仪9的校正和第二尺寸测定仪10的校正分别实施。
132.第一校正工具18及第二校正工具19的长度是已知的。在本实施方式中,第一校正工具18的长度被设定为玻璃板g的x方向尺寸的基准尺寸(设计尺寸),第二校正工具19的长度被设定为玻璃板g的y方向尺寸的基准尺寸(设计尺寸)。需要说明的是,校正工具18、19本身的校正也优选定期(例如每年一次左右)实施。
133.在第一尺寸测定仪9的校正时,使第一校正工具18的一端与第一销7接触,并且使第一校正工具18的另一端与第一尺寸测定仪9的触头9a接触。在第二尺寸测定仪10的校正时,使第二校正工具19的一端与第二销8接触,并且使第二校正工具19的另一端与第二尺寸测定仪10的触头10a接触。
134.第一尺寸测定仪9的基准位置(例如零点)被校正到触头9a与第一校正工具18接触的位置,第二尺寸测定仪10的基准位置(例如零点)被校正到触头10a与第二校正工具19接触的位置。
135.在本实施方式中,第一尺寸测定仪9测定玻璃板g的端面gd相对于基准位置的位移,第二尺寸测定仪10测定玻璃板g的端面gb相对于基准位置的位移。即,各方向的基准尺寸与测定出的位移(比基准尺寸短的情况下为负的位移、比基准尺寸长的情况下为正的位移)之和作为玻璃板g的x方向尺寸及y方向尺寸而被记录。因此,如果如上述那样校正尺寸测定仪9、10的基准位置,则x方向尺寸及y方向尺寸的测定精度提高。
136.第一校正工具18具备小径部18a、以及直径比小径部18a大的大径部18b。同样地,第二校正工具19具备小径部19a、以及直径比小径部19a大的大径部19b。小径部18a、19a及大径部18b、19b的材质没有特别限定,但在本实施方式中,小径部18a、19a由金属形成,大径部18b、19b由橡胶形成。
137.在工作台2上设置有支承第一校正工具18的大径部18b的第一支承部20和支承第二校正工具19的大径部19b的第二支承部21。支承部20、21的上表面为了支承圆筒状的大径部18b、19b而形成半圆筒状的凹槽。通过用支承部20、21支承校正工具18、19的大径部18b、19b,自动调整校正工具18、19的高度。因此,尺寸测定仪9、10的校正作业变得容易。
138.第一支承部20及第二支承部21低于工作台2的载置部2x、即凸条部2a、2b及突起部2c。由此,如图14所示,在不实施校正作业时,这些支承部20、21不会与载置于载置部2x的玻璃板g接触。
139.如图15及图16所示,在第二校正工序中,使用校正用工具(例如角尺)22以及校正用测距仪14来校正测距仪13,该校正用工具(例如角尺)22具有能够与第一销11及第二销12接触且相互成直角的第一保证面22a及第二保证面22b,该校正用测距仪14在使第一保证面22a与第一销11接触的状态下,测定第二保证面22b的位置相对于基准位置的位移。需要说明的是,校正用工具22本身的校正也优选定期地(例如每年一次左右)实施。
140.在测距仪13的校正时,准确地设置校正用工具22非常困难,其作业需要熟练。因此,在使校正用工具22的第一保证面22a与一对第一销11接触的状态下,一边确认与校正用工具22的第二保证面22b相关的、测距仪13及校正用测距仪14的数值一致的情况,一边使校正用工具22向第二销12侧(y方向)移动。这样,在将校正用工具22维持在正确的姿态的状态下,能够使校正用工具22的第二保证面22b与第二销12接触。其结果是,能够简单且准确地进行校正用工具22的设置。并且,如果用测距仪13测定这样设置的校正用工具22的第二保证面22b的位置来校正基准位置(零点),则能够正确地校正测距仪13。
141.需要说明的是,在第二校正工序结束后,优选校正用测距仪14退避至不与玻璃板g的端面gb接触的位置。这样,在用测距仪13测定玻璃板g的端面gb时,校正用测距仪14不妨碍测距仪13的测定。此时,校正用测距仪14除了以上述的方法退避以外,也可以从工作台2卸下而退避。
142.在此,本实施方式的玻璃板测定方法例如在玻璃板制造工序中实施。玻璃板制造工序包括:成形工序,在该成形工序中,成形玻璃板;切断工序,在该切断工序中,将成形的玻璃板切断成规定尺寸;以及端面加工工序,在该端面加工工序中,对玻璃板的被切断的端面实施倒角等精加工。玻璃板测定方法例如在切断工序和/或端面加工工序之后实施。在该情况下,作为玻璃板测定方法的测定试样,从制造中途的玻璃板中取出一张或多张的玻璃板。需要说明的是,抽出的玻璃板(测定试样)在测定形状数据后被废弃,例如作为碎玻璃被再利用。
143.如以上那样,根据本实施方式的玻璃板测定装置1,不使用高级的图像处理等,就能够简单且可靠地测定包含玻璃板g的端面的平直度、纵横尺寸、端面的垂直度的形状数据。另外,玻璃板g的这些形状数据能够在载置部2x上全部测定,因此能够实现省空间化。而且,玻璃板g由凸条部2a、2b及突起部2c支承,因此在玻璃板g为大尺寸的情况下,也能够容易且低成本地实现其定位。
144.需要说明的是,本实用新型不受上述实施方式任何限定,在不脱离本实用新型的主旨的范围内中,可以进一步以各种各样的方式实施。
145.在上述的实施方式中,对工作台2的载置部2x具备凸条部2a、2b和由球状辊构成的突起部2c的情况进行了说明,但载置部2x的结构没有特别限定,也可以是仅具备凸条部2a、2b及突起部2c中的任一方的结构。
146.在上述的实施方式中,说明了在端面的多个部位断续地测定玻璃板g的端面的平直度的情况,但也可以在端面连续地测定。同样地,说明了在一个端面的两处测定玻璃板g的尺寸的情况,但玻璃板g的尺寸可以在端面的一处测定,也可以在三处以上或者沿着端面连续地测定。
147.在上述的实施方式中,作为玻璃板g的形状数据,说明了测定平直度、尺寸及垂直度的情况,但形状数据并不限于此。例如,形状数据可以仅是平直度,也可以除了平直度之外包含尺寸或垂直度。另外,也可以包括玻璃板g的厚度、翘曲等其他数据。
148.在上述的实施方式中,测距仪3、13、14、尺寸测定仪9、10也可以是光学式(例如激光测距仪)等非接触式的测距仪。
149.附图标记的说明
150.1 玻璃板测定装置
151.2 工作台
152.2x 载置部
153.2a 第一凸条部
154.2b 第二凸条部
155.2c 突起部(球状辊)
156.3 测距仪(平直度测定用)
157.4 保持机构
158.5 直尺
159.6 仿形机构
160.7 第一销(尺寸测定用)
161.8 第二销(尺寸测定用)
162.9 第一尺寸测定仪
163.10 第二尺寸测定仪
164.11 第一销(垂直度测定用)
165.12 第二销(垂直度测定用)
166.13 测距仪(垂直度测定用)
167.14 校正用测距仪
168.15 载置工具
169.16 重物
170.17 支承构件
171.18 第一校正工具(尺寸测定用)
172.19 第二校正工具(尺寸测定用)
173.20 第一支承部
174.21 第二支承部
175.22 校正用工具(垂直度测定用)
176.g 玻璃板
177.ga~gd 端面
178.g1~g4 角部
179.f 第一位置调整机构
180.s 第二位置调整机构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1