一种加速度计表头装配结构及装配方法与流程
1.本发明属于石英挠性加速度计技术领域,具体涉及石英挠性加速度计表头装配方法。
背景技术:
2.石英挠性加速度计主要是利用力反馈原理获得一个与输入加速度成比例的电流,通过对电流的采样获得输入加速度信息。石英挠性加速度计结构组成包括表头、电路等部分。其中表头部分包括表芯、壳体、隔离环,表芯是加速度计里感知加速度的核心结构,其通过隔离环与壳体连接的过程即为表头装配。
3.随着市场需求的不断提升,对于加速度计产能提出了更高的要求。然而表头传统装配方法利用复杂的工装夹具实现,工步繁琐。装配过程涉及到工装夹具的拆装、装隔离环、调平、检测、涂胶、固化等多个工序环节,尤其受到工装夹具使用过程中的诸多受限因素以及反复拆装带来的形变等影响。
技术实现要素:
4.本发明需解决的技术问题是提供一种加速度计表头装配结构及装配方法,在加速度计表头装配中无需使用工装夹具。
5.为解决上述技术问题,本发明一方面提供了一种加速度计表头装配结构,采取技术方案如下:
6.所述加速度计表头装配结构包括底座、壳体、表芯、隔离环、螺钉、垫块、调块;所述底座为表头支撑结构,为圆筒形;所述壳体为所述表芯外包络结构,为中间圆筒并带有三角法兰结构,通过所述螺钉实现所述壳体与所述底座之间的固定;所述隔离环实现所述壳体与所述表芯之间连接并二者保证绝缘;
7.所述垫块为厚薄均匀的片状结构,采用绝缘材料制作,位于所述表芯的底部,保证所述壳体与所述表芯二者的绝缘;
8.所述调块为楔形结构,数量为三个,采用绝缘材料制作;三个所述调块分别放置于壳体三个法兰结构对应的壳体内壁部位,利用三点共面原理实现表芯在壳体内位置固定;
9.通过所述壳体与隔离环间隙灌注的结构胶实现表芯、壳体、隔离环、调块四者的连接及定位。
10.优选地,所述垫块选用环氧层压玻璃布板制作。
11.根据本发明另一方面,提供了一种加速度计表头装配方法,具体实施过程如下:
12.将所述壳体利用所述螺钉安装固定于所述底座;将所述垫块用高温绝缘胶带粘结于所述表芯底部,通过手拧螺钉旋入所述表芯端面中心螺纹孔吊入所述壳体内,套入所述隔离环,使其卡入所述表芯上的卡槽内,固定位置;在所述壳体三个法兰结构对应的壳体内壁部位依次填充三个所述调块,利用三点共面原理实现所述表芯在所述壳体内位置的装配;所述调块位置调整合适后,在所述壳体与隔离环间隙灌注结构胶,实现所述表芯、壳体、
隔离环、调块四者的连接及定位,继而实现表头的装配。
13.进一步地,所述利用三点共面原理实现所述表芯在壳体内位置的装配,具体过程如下:
14.将形成的装配结构放置于v形台体上,借助于所述底座的圆筒结构,实现所述加速度计表头装配结构在所述v形台体上滚动;通过周向滚动,实时观察表芯输出幅值,若装配结构滚动至某一方位幅值明显波动较大,则调整此方位附近的所述调块,直至表芯输出幅值平稳停止滚动,据此实现所述表芯与壳体之间的装配。
15.与现有技术对比,本发明有益效果如下:
16.本发明利用垫块、调块等辅助材料依据三点共面原理实现表头装配过程的方法。首先利用垫块和调块实现表芯在壳体内部的定位,通过隔离环粘结的方式实现与壳体的连接。此种表头装配方法减少了工装夹具的拆装、检测、调平等周期,有效提升了表头装配的工作效率。同时,工步简单,操作方便,减少工装的加工使用,降低了装配工艺成本,减少了中、低精度产品的装配工时,提高了生产效率。
附图说明
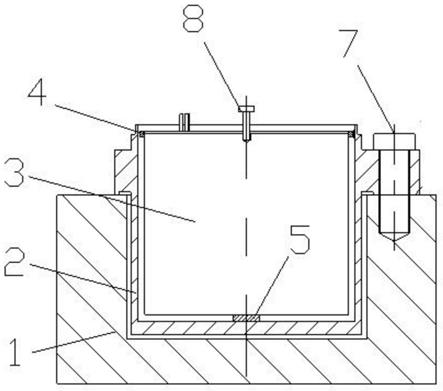
17.图1是本发明具体实施例提供的一种加速度计表头装配方法结构示意图。
18.图2是本发明具体实施例提供的调块结构位置分布示意图。
19.图3是本发明具体实施例提供的一种调块结构示意图。
20.图4是本发明具体实施例提供的一种加速度计表头装配调平方法0
°
示意图。
21.图5是本发明具体实施例提供的一种加速度计表头装配调平方法120
°
示意图。
22.图6是本发明具体实施例提供的一种加速度计表头装配调平方法240
°
示意图。
具体实施方式
23.下面结合具体附图和具体实施例对本发明进一步说明。
24.如图1所示,在一种实施例中,提供的一种加速度计表头装配结构包括底座1、壳体2、表芯3、隔离环4、垫块5、调块6、螺钉7。
25.所述底座1为表头装配过程的支撑结构,为圆筒形。其上设置有与所述壳体2安装孔对应位置分布的3个螺纹孔。所述壳体2为加速度计外包络结构,为中间圆筒并带有三角法兰结构,通过所述螺钉7实现所述壳体2与所述底座1之间的固定。
26.所述表芯3为加速度计内部核心结构,整体为圆柱形,端面接线柱带有测试线,可实现与外部测试设备的电气连接,进而检测表芯性能。
27.所述隔离环4为圆环形结构。实现所述壳体2与所述表芯3之间连接并二者保证绝缘。
28.所述垫块5为厚薄均匀的圆片状结构,采用绝缘性好的材料制作,位于所述表芯3的底部,保证所述壳体2与所述表芯3二者的绝缘。所述垫块5直径在(3.0~5.0)mm,厚度在(1.0~1.2)mm,此厚度为了保证所述表芯3吊装入所述壳体2后,所述表芯3上端面到所述壳体2顶端的距离在(2.5~2.7)mm,为供电电路与表芯3电气电路连接提供安装空间。
29.如图3所示,所述调块6为楔形结构,选用软质材料制作,尖角处利于在所述壳体2与隔离环4间隙之间进行上下调整。厚度在(0.2~0.25)mm,数量为三个,材料应优选绝缘性
材料。如图2所示,三个所述调块6分别放置于壳体2三个法兰结构对应的壳体内壁部位,利用三点共面原理实现表芯3在壳体2内位置固定。
30.通过壳体2与隔离环3间隙灌注的结构胶实现表芯3、壳体2、隔离环4、调块6四者的连接及定位。
31.在优选的实施例中,所述垫块5选用环氧层压玻璃布板制作。
32.根据本发明的另一方面,在一种实施例中,提供了一种加速度计表头装配方法,具体过程如下:
33.所述表芯3从上道工序流转完成装配后,将所述垫块5用高温绝缘胶带粘结于所述表芯3底部,将手拧螺钉8旋入所述表芯3端面中心螺纹孔,旋进(1.5~2.0)mm。首先将所述壳体2利用3个所述螺钉7安装固定于所述底座1。再手提所述手拧螺钉8将粘结有垫块5的表芯3吊入所述壳体2内,套入所述隔离环4,使其卡入所述表芯3上的卡槽内,固定位置。在所述壳体2三个法兰结构对应的壳体内壁部位依次填充三个调块6,利用三点共面原理实现表芯3在壳体2内位置的装配精度。调块6位置调整合适后,在壳体2与隔离环3间隙灌注结构胶,实现表芯3、壳体2、隔离环4、调块6四者的连接及定位,继而实现表头的装配。
34.在一些实施例中,将所述装配结构放置于v形台体9上,借助于底座1的圆筒结构,实现所述加速度计表头装配结构在v形台体9上滚动。将表芯3上的测试线连接于可显示输出的电气设备,通过滚动周向360
°
,如图4~6所示,在0
°
、120
°
、240
°
三个方位实时观察表芯输出幅值。若装配结构滚动至某一方位幅值明显波动较大,则调整此方位附近的调块6。若滚动周向360
°
后,表芯3输出幅值仍未平稳,则继续滚动周向360
°
,直至表芯输出幅值平稳。据此实现表芯3与壳体2之间的装配精度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1