用于轮毂法兰端面跳动检测的检测装置的制作方法
[0001]
本发明涉及检测设备技术领域,特别涉及一种用于轮毂法兰端面跳动检测的检测装置。
背景技术:
[0002]
随着设备和工艺的进步汽车配件加工行业越来越注重产量和效率的提升,产品质量的优劣决定着产品的生命乃至企业发展的命运,在传统的加工过程中,每一批汽车轮毂法兰在加工完成后,必然要经过端面跳动检验。在没有高效的端面跳动检具的情况下只能通过三坐标测量仪来进行检验。但是这样的检验方法即复杂繁琐而且检验时间过长。现目前技术的三坐标检验仪,用于汽车轮毂法兰端面检验其检验时长一般在5到10分钟之间,其检验精度一般极高,但是其检验时间过长的缺点和现场实际加工需求不符。如果要保证产品100%检验的话可能需要每台加工设备配备一台检验仪器,然而检测设备动辄百万的售价导致这种设想根本不可能做到。大量的生产时间用于检验产品导致工厂机床利用率低下,如果降低检验频次又会造成产品质量上不可想象的后果。由此本公司研发了一种汽车轮毂法兰端面跳动检测用检具。
技术实现要素:
[0003]
本发明的技术目的是克服现有技术的不足之处,提供用于轮毂法兰端面跳动检测的检测装置,解决了现有技术中存在的问题,其检测速度快,检测精度好,操作简单方便。
[0004]
本发明的上述技术目的是通过以下技术方案得以实现的:用于轮毂法兰端面跳动检测的检测装置,其特征在于:包括安装座、设在所述安装座上的定位仪安装部、设在所述安装座上的径向定位部、和所述径向定位部相配合的径向夹紧部、和所述径向定位部相配合的底部定位部以及用于操作所述径向夹紧部的开合操作部。
[0005]
作为本发明的进一步优选技术方案,所述定位仪安装部包括固定在所述安装座上的竖向安装轴、套装在所述竖向安装轴上的滑动套、和所述滑动套固定连接的安装架以及设在所述安装架上的定位仪安装孔。
[0006]
作为本发明的进一步优选技术方案,所述径向定位部包括和所述安装座固定连接的径向定位块、设在所述径向定位块上的第一定位面和第二定位面,所述第一定位面和第二定位面形成定位口。
[0007]
作为本发明的进一步优选技术方案,所述第一定位面和第二定位面成90
°
角。
[0008]
作为本发明的进一步优选技术方案,所述底部定位部包括多个固定在所述安装座上的定位柱以及设在所述定位柱端部的球头。
[0009]
作为本发明的进一步优选技术方案,所述径向夹紧部包括安装在所述安装座上的安装块、插接在所述安装块上的滑动块、和所述滑动块连接的连接杆、套装在所述连接杆上的压缩弹簧以及和所述连接杆端部连接的接触部。
[0010]
作为本发明的进一步优选技术方案,所述接触部包括和所述连接杆连接的端部
块、设在所述端部块上的圆弧形凹面、设在所述圆弧形凹面底部的安装槽以及设在所述安装槽内的至少两个滚轮,两个连接杆每个安装杆安装两个滚轮。
[0011]
作为本发明的进一步优选技术方案,所述滚轮数量为2个,且所有所述滚轮的轴心线在同一个圆周面上。
[0012]
作为本发明的进一步优选技术方案,所述开合操作部包括设在所述安装块上的铰接座以及铰接在所述铰接座上的操作杆,所述操作杆端部铰接在所述铰接座上且和所述滑动块铰接。
[0013]
综上所述,本发明具有以下有益效果:
[0014]
本发明其检测速度快,检测精度高,操作简单方便。
附图说明
[0015]
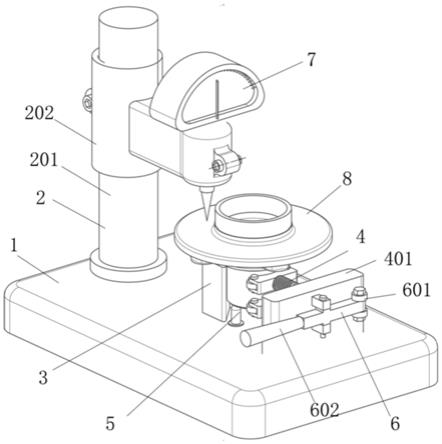
图1为本发明的结构示意图;
[0016]
图2为本发明中的安装架和滑动套连接示意图;
[0017]
图3为本发明中径向定位块的结构示意图;
[0018]
图4为本发明中定位柱的结构示意图;
[0019]
图5为本发明中径向夹紧部的结构示意图。
具体实施方式
[0020]
以下结合附图对本发明作进一步说明。
[0021]
实施例:如图1-5所示,用于轮毂法兰端面跳动检测的检测装置,申请人发现,现在的轮毂法兰端面在进行跳动检测的时候,一般的采用三坐标检验仪,用于汽车轮毂法兰端面检验其检验时长一般在5到10分钟之间,其检验精度极高,但是其检验时间过长的缺点和现场实际加工需求不符,而且成本过高,为此,申请人研发了本申请的检测装置,其结构简单,操作方便;包括安装座1、设在所述安装座1上的定位仪安装部2、设在所述安装座1上的径向定位部3、和所述径向定位部3相配合的径向夹紧部4、和所述径向定位部3相配合的底部定位部5以及用于操作所述径向夹紧部4的开合操作部6。
[0022]
在本实施方式中,所述定位仪安装部2包括固定在所述安装座1上的竖向安装轴201、套装在所述竖向安装轴201上的滑动套202、和所述滑动套202固定连接的安装架203以及设在所述安装架203上的定位仪安装孔204。滑动套能够在安装轴上滑动,杠杆齿轮比较仪安装孔204用来安装杠杆齿轮比较仪7,杠杆齿轮比较仪的指针和法兰端面接触,进行检测。
[0023]
我们通过径向定位部来对轮毂法兰8的径向进行定位,在本实施方式中,所述径向定位部3包括和所述安装座1固定连接的径向定位块301、设在所述径向定位块301上的第一定位面302和第二定位面303,所述第一定位面302和第二定位面303形成定位口304;所述第一定位面302和第二定位面303成90
°
角,这样的结构,当轮毂法兰位于定位开口内的时候,其径向被第一定位面和第二定位面限制住。
[0024]
同时,我们还对轮毂法兰的轴向进行定位限制,在本实施方式中,所述底部定位部5包括多个固定在所述安装座1上的定位柱501以及设在所述定位柱501端部的球头502,其端部的球头和轮毂法兰轴端接触,进行轴向的限制和定位。
[0025]
然后,我们通过径向夹紧部配合径向定位部对轮毂法兰进行夹紧,所述径向夹紧部4包括安装在所述安装座1上的安装块401、插接在所述安装块401上的滑动块402、和所述滑动块402连接的连接杆403、套装在所述连接杆403上的压缩弹簧404以及和所述连接杆403端部连接的接触部405,滑动块的横截面为矩形,设在安装块上和滑动块配合的孔也是矩形,这样既能够实现滑动,又能够保证不会发生旋转,而压缩弹簧的作用则是使得接触部能够保持对轮毂法兰的弹性压力;压缩弹簧一端和接触部接触,另一端和安装块接触。为了提高夹紧和稳定效果,在安装块上设置上下两个滑动块、两个压缩弹簧、两个接触部、两个连接杆。
[0026]
在本实施方式中,所述接触部404包括和所述连接杆403连接的端部块4051、设在所述端部块4051上的圆弧形凹面4052、设在所述圆弧形凹面4052底部的安装槽4053以及设在所述安装槽4053内的两个滚轮4054;所述滚轮4054数量为2-3个,且所有所述滚轮4054的轴心线在同一个圆周上。这样,滚轮在和轮毂法兰接触的时候,其能够保证压力的均匀,进而保证整个轮毂法兰轴的完全定位。
[0027]
在本实施方式中,为了便于快速的放入轮毂法兰,提高操作效率,所以,径向夹紧部是由开合操作部操作,能够快速的被移开以便于轮毂法兰的放入的,而在移开之后,又可以快速的复位,所述开合操作部6包括设在所述安装块401上的铰接座601以及铰接在所述铰接座601上的操作杆602,所述操作杆602端部铰接在所述铰接座601上且和所述滑动块402铰接,这样,通过搬动操作杆,就能够带动滑动块的滑动,进而使得滚轮能够快速的移开,而在松手之后,在压缩弹簧的作用下,又可以快速的复位,实现夹紧。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1