一种齿轮箱在线监测系统
1.本发明涉及齿轮箱的监测领域,尤其涉及一种齿轮箱在线监测系统。
背景技术:
2.齿轮箱作为机械设备重要构成部分,在实际的机械生产和应用中涉及十分广泛,而其在恶劣复杂的工作环境中性能的发挥将直接对整个机械设施的运转产生重要影响。齿轮箱的特点是结构紧密并且传动比大,因此它被运用到各行各业,对日常生活有很大的影响。齿轮在使用过程中,一般都处于高速运转状态,冲击力也比较大,在这样的工作环境下,齿轮容易产生很多故障,比如纹裂和断齿等。在机械运作的过程中,齿轮的损坏可能会导致其他零件的损坏,造成机械故障,从而引发巨大损失。齿轮箱在高运转、高负荷、高冲击的环境下运行时很容易发生故障,若是齿轮箱在正常的运转过程中出现问题,不但会影响正常的生产,对经济效益造成影响,甚至会对人身安全产生威胁。所以,在确保机械设施能够维持正常运转且不具备安全隐患的基础上针对其进行有效的安全检查和定期维保养有着十分重要的意义。
3.现有技术中,主要采用红外热成像对齿轮箱内部温度进行监测,根据齿轮箱内部温度异常来判断齿轮箱的故障特征。该方法需要齿轮箱处于运动状态时才能够检测到,不能够准确的检测齿轮箱潜在的损伤,如齿轮箱存在疲劳损伤是检测不出来的,也不能够很好的判断齿轮箱故障等级,且一般齿轮箱在运动前也需要对其进行检测,确保安全运行。比如汽车、火车、高速列车等在运行中需要实时监测齿轮箱是否存在故障,在运行前也需要对齿轮箱进行检测,确保车辆在运行过程中的安全性。
技术实现要素:
4.为了解决上述问题,本发明的目的在于提供一种齿轮箱在线监测系统,通过检测齿轮箱的振动频率来实时监测齿轮箱在运动过程中是否出现故障,实时向用户提供齿轮箱的运行参数信息,确保齿轮箱在运行过程中出现故障时能够及时采取必要的措施来防止事故的发生。而在齿轮箱停止工作时,采用油液磨粒监测传感器来检测齿轮箱的油液中的磨粒信息,并构建齿轮箱故障等级预测的数学模型,以判断齿轮箱的磨损情况,进而判断出齿轮箱的故障等级,实现对齿轮箱动态检测和静态检测,提高设备运行的安全性。
5.为了实现上述目的,本发明提供的一种齿轮箱在线监测系统是这样实现的:
6.一种齿轮箱在线监测系统,包括信号采集单元、信号处理单元、信号传输单元、显示报警单元、供电单元,信号采集单元用于采集齿轮箱的故障信息,采用动态检测和静态检测相结合的方式对齿轮箱进行实时检测,并将采集到的信息传输至信号处理单元进行分析处理,分析出齿轮箱的故障特征和故障类型,构建齿轮箱故障等级预测的数学模型,以判断齿轮箱的磨损情况,进而判断出齿轮箱的故障等级,并通过信号传输单元将识别后的结果发送至显示报警单元,由显示报警单元向用户提供报警信息和齿轮箱运行状态信息,由供电单元向信号采集单元、信号处理单元、信号传输单元、显示报警单元提供电能。
7.本发明的信号采集单元包括加速度振动传感器、油液磨粒监测传感器,加速度振动传感器安装在上箱体内壁上,用于采集齿轮箱内部的振动频率,通过分析齿轮箱内振动频率的大小来判断出是齿轮还是轴承出现了故障,油液磨粒监测传感器安装在下箱体底部,用于检测齿轮箱中产生的磨粒情况,在齿轮的运转过程中,齿面的磨损、点蚀等均可产生磨粒,产生的磨粒在重力的作用下落到油液中,落入油液中的磨粒具有铁磁性质,当磨粒进入油液磨粒监测传感器的磁性待检区时,会对磁场产生扰动,引起与磨粒数量相关的磁通量发生改变,油液磨粒监测传感器将变化的磁通量转换为电压值输出,通过分析电压值的变化情况即可判断出齿轮箱内部的磨损情况和故障类型。
8.本发明的信号处理单元包括信号调理电路、模数转换器、dsp最小系统板,由信号调理电路对油液磨粒监测传感器输出的信号进行检波,得到油液磨粒监测传感器的输出波形,通过信号放大电路将采集到的微弱信号进行放大处理,再利用二阶低通滤波器滤除信号采集时带来的噪声,滤波后的信号传输至模数转换器进行模数转换,同时加速度振动传感器采集到的振动频率信息也传输至模数转换器,在模数转换器中将这两路模拟信号转换为数字信号,再将转换后的数字信号传输至dsp最小系统板中分别对加速度振动传感器和油液磨粒监测传感器采集到的信号进行分析,根据加速度振动传感器采集到的信息进行频谱分析,识别出齿轮箱在运动过程中出现的故障类型,根据油液磨粒监测传感器采集到的信息进行电压值分析,并构建齿轮箱故障等级预测的数学模型,以判断齿轮箱的磨损情况,进而判断出齿轮箱的故障等级。
9.本发明的信号传输单元主要采用zigbee终端节点作为通信平台,将dsp最小系统板分析计算得到的齿轮箱故障结果传输至显示报警单元。
10.本发明的显示报警单元包括zigbee路由器、stm32最小系统板、液晶显示屏、声光报警器,由zigbee路由器与zigbee终端节点建立通信,dsp最小系统板控制zigbee终端节点将识别到的信息传输至zigbee路由器,由zigbee路由器输送至stm32最小系统板,在stm32最小系统板中根据dsp最小系统板分析出的齿轮箱故障特征、故障类型、故障等级信息来控制液晶显示屏显示相应的信息,为用户提供可视化的齿轮箱运行状态信息,当齿轮箱出现的故障影响到齿轮箱的正常运行时,stm32最小系统板控制声光报警器发出报警信息,提示用户注意采取措施对齿轮箱进行检修或者更换。
11.本发明的供电单元包括蓄电池、降压稳压模块、逆变器,由蓄电池向降压稳压模块输送电能,通过降压稳压模块分别降压后为加速度振动传感器、油液磨粒监测传感器、模数转换器、dsp最小系统板、zigbee终端节点、zigbee路由器、stm32最小系统板、液晶显示屏、声光报警器提供电能,而由于信号调理电路需要采用交流电供电,所以通过逆变器将降压稳压模块输送来的直流电转换为交流电为信号调理电路供电。
12.本发明的dsp最小系统板判断齿轮箱故障状态的方案为:
13.(1)齿轮箱振动频率波形
14.根据加速度振动传感器采集到的振动频率信号得出齿轮箱的振动频率波形;
15.(2)均方根值计算
16.振动信号时域分析中最常用且最能反映时域特性的计算指标为均方根值,可直接量化振动强度,因此采用均方根值来计算齿轮箱的振动强度;
17.(3)频谱分析
18.通过快速傅里叶变换法将振动信号从时域转换到频域进行分析。
19.(4)倒谱分析
20.当频谱分析难以辩识反映缺陷的频率分量时,使用倒谱分析能增强识别能力,能提取频谱中的周期成分,兼分离通道干扰,齿轮发生故障时,在啮合频率周围形成以转频为间隔的边频带,通过倒谱分析提取齿轮振动信号中的边频信息,从而判断齿轮的故障信息;
21.(5)包络谱分析
22.轴承某一部位发生故障时,故障信号受到其他信号的调制,如内圈发生故障时,以内圈通过频率为周期的冲击信号会受到工作轴转频的调制,通过包络谱分对轴承振动信号进行分析,提取其中的调制信息,从而实现轴承故障的识别;
23.(6)循环平稳谱分析
24.轴承故障振动信号具有典型的循环平稳特性,所以采用相关密度组合切片能量谱分析法进行分析;
25.(7)故障诊断分析
26.根据齿轮、轴承的几何参数分别计算出齿轮、轴承的振动特征频率,再利用模糊c均值聚类算法对齿轮、轴承的振动特征频率与均方根值计算、频谱分析、倒谱分析、包络谱分析、循环平稳谱分析得到的结果进行聚类分析,判断出当前齿轮箱的故障类型。
27.(8)齿轮箱状态评估
28.根据故障诊断分析得到的结果判断齿轮箱的故障特征及类型,并判断出齿轮箱的齿轮或者轴承是否发生了故障。
29.本发明的dsp最小系统板构建齿轮箱故障等级预测的数学模型方案为:
30.通过油液磨粒监测传感器采集磨粒信息,确定不同尺寸下磨粒的数量、累积速率对设备磨损的影响因子,进而判断设备的故障等级,其中不同尺寸下的磨粒、磨粒数量及磨粒累积速率反映了齿轮内部发生的磨损程度或者故障类型,三者是评价齿轮箱故障等级的重要因子;令齿轮箱磨损程度的影响因子为f
i0
、f
i1
、f
i2
,各个影响因子与磨粒的尺寸、数量和累计速度紧密相关,得出齿轮箱故障等级预测模型为:
[0031][0032]
式中f表示故障程度判定值;i表示磨粒的尺寸区间,共有5个尺寸区间;f
i0
表示磨粒尺寸的影响因子;f
i1
表示尺寸区间为i的条件下每升油液中磨粒数量的影响因子;x
i
表示每升油液中磨粒数量;f
i2
表示尺寸区间为i的条件下单位时间内每升油液中磨粒累积速率的影响因子;r
i
表示单位时间内每升油液中磨粒累积速率;
[0033]
齿轮箱运行过程中通常有三个状态—正常状态、异常状态和故障状态,其临界状态的故障程度判定值f值分别为k1和k2,当f<k1时,代表齿轮箱处于正常运行状态;当k1<f<k2时,齿轮箱处于异常状态,f>k2时,齿轮箱已经发生故障,需要对齿轮箱进行维修。
[0034]
由于本发明采用信号采集单元、信号处理单元、信号传输单元、显示报警单元来实现对齿轮箱故障信号的采集、处理、传输、显示报警的结构,从而可以得到以下有益效果:
[0035]
通过加速度振动传感器检测齿轮箱的振动频率来实时监测齿轮箱在运动过程中是否出现故障,实时向用户提供齿轮箱的运行参数信息,确保齿轮箱在运行过程中出现故障时能够及时采取必要的措施来防止事故的发生。而在齿轮箱停止工作时,采用油液磨粒
监测传感器来检测齿轮箱的油液中的磨粒信息,并构建齿轮箱故障等级预测的数学模型,以判断齿轮箱的磨损情况,进而判断出齿轮箱的故障等级,实现对齿轮箱动态检测和静态检测,提高设备运行的安全性。
附图说明
[0036]
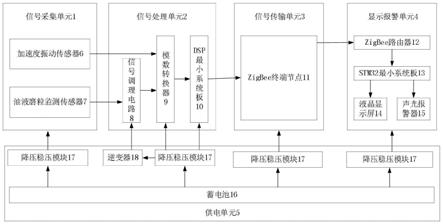
图1为本发明一种齿轮箱在线监测系统的整体框架示意图;
[0037]
图2为本发明一种齿轮箱在线监测系统的信号采集单元、信号处理单元、信号传输单元、显示报警单元的安装结构示意图;
[0038]
图3为本发明一种齿轮箱在线监测系统的判断齿轮箱故障状态的方案流程图;
[0039]
图4为本发明一种齿轮箱在线监测系统的油液磨粒监测传感器的结构示意图;
[0040]
图5为本发明一种齿轮箱在线监测系统的全波检波电路和信号放大电路图;
[0041]
图6为本发明一种齿轮箱在线监测系统的二阶低通滤波电路图。
[0042]
主要元件符号说明。
[0043][0044]
具体实施方式
[0045]
下面结合实施例并对照附图对本发明作进一步详细说明。
[0046]
请参阅图1至图6所示为本发明中的一种齿轮箱在线监测系统,包括信号采集单元1、信号处理单元2、信号传输单元3、显示报警单元4、供电单元5。
[0047]
如图1、图2所示,所述的信号采集单元1用于采集齿轮箱的故障信息,采用动态检测和静态检测相结合的方式对齿轮箱进行实时检测,并将采集到的信息传输至信号处理单元2进行分析处理,分析出齿轮箱的故障特征和故障类型,构建齿轮箱故障等级预测的数学模型,以判断齿轮箱的磨损情况,进而判断出齿轮箱的故障等级,并通过信号传输单元3将识别后的结果发送至显示报警单元4,由显示报警单元4向用户提供报警信息和齿轮箱运行状态信息,由供电单元5向信号采集单元1、信号处理单元2、信号传输单元3、显示报警单元4提供电能,信号处理单元2和信号传输单元3安装在齿轮箱上,显示报警单元4根据用户需求安装,比如在汽车、火车、高速列车上安装时,将显示报警单元4安装在驾驶室内,便于司机查看。
[0048]
如图2所示,所述的信号采集单元1包括加速度振动传感器6、油液磨粒监测传感器7,加速度振动传感器6安装在上箱体内壁上,用于采集齿轮箱内部的振动频率,齿轮箱在运行过程中齿轮和轴承发生故障的概率是最大的,所以加速度振动传感器6主要是识别齿轮、轴承产生的振动频率,齿轮、轴承发生不同故障时,产生的振动频率不相同,所以通过分析齿轮箱内振动频率的大小来判断出是齿轮还是轴承出现了故障,油液磨粒监测传感器7安装在下箱体底部,用于检测齿轮箱中产生的磨粒情况,在齿轮的运转过程中,齿面啮合所承受的载荷不均匀以及齿轮啮入、啮出产生的冲击均易引起齿轮表面的磨损、点蚀、胶合,严重时甚至造成断齿,齿面的磨损、点蚀等均可产生磨粒,磨粒是反映齿轮箱故障程度的重要指标,产生的磨粒在重力的作用下落到油液中,落入油液中的磨粒具有铁磁性质,当磨粒进入油液磨粒监测传感器7的磁性待检区时,会对磁场产生扰动,引起与磨粒数量相关的磁通量发生改变,油液磨粒监测传感器7将变化的磁通量转换为电压值输出,通过分析电压值的变化情况即可判断出齿轮箱内部的磨损情况和故障类型。
[0049]
如图1所示,所述的信号处理单元2包括信号调理电路8、模数转换器9、dsp最小系统板10,由信号调理电路8对油液磨粒监测传感器7输出的信号进行检波,得到油液磨粒监测传感器7的输出波形,由于磨粒对磁场的扰动很小,使得油液磨粒监测传感器7的输出信号比较微弱,因此通过信号放大电路将采集到的微弱信号进行放大处理,再利用二阶低通滤波器滤除信号采集时带来的噪声,滤波后的信号传输至模数转换器9进行模数转换,同时加速度振动传感器6采集到的振动频率信息也传输至模数转换器9,在模数转换器9中将这两路模拟信号转换为数字信号,再将转换后的数字信号传输至dsp最小系统板10中分别对加速度振动传感器6和油液磨粒监测传感器7采集到的信号进行分析,根据加速度振动传感器6采集到的信息进行频谱分析,识别出齿轮箱在运动过程中出现的故障类型,根据油液磨粒监测传感器7采集到的信息进行电压值分析,并构建齿轮箱故障等级预测的数学模型,以判断齿轮箱的磨损情况,进而判断出齿轮箱的故障等级。
[0050]
如图1所示,所述的信号传输单元3主要采用zigbee终端节点11作为通信平台,将dsp最小系统板10分析计算得到的齿轮箱故障结果传输至显示报警单元4,zigbee通信方式适用于短程通信,如汽车、火车、高速列车等齿轮箱与司机控制器的距离比较近,通过zigbee通信方式即可满足通信的需求,需要远程通讯时,可将zigbee通信替换成5g通信,如风力发电机的齿轮箱与监控台距离比较远,就可以采用5g通讯方式。
[0051]
如图1所示,所述的显示报警单元4包括zigbee路由器12、stm32最小系统板13、液晶显示屏14、声光报警器15,由zigbee路由器12与zigbee终端节点11建立通信,dsp最小系统板10控制zigbee终端节点11将识别到的信息传输至zigbee路由器12,由zigbee路由器12输送至stm32最小系统板13,在stm32最小系统板13中根据dsp最小系统板10分析出的齿轮箱故障特征、故障类型、故障等级信息来控制液晶显示屏14显示相应的信息,为用户提供可视化的齿轮箱运行状态信息,当齿轮箱出现的故障影响到齿轮箱的正常运行时,stm32最小系统板13控制声光报警器15发出报警信息,提示用户注意采取措施对齿轮箱进行检修或者更换。
[0052]
如图4所示,所述的油液磨粒监测传感器7包括电感线圈l、第一电容c1、第1
‑
4电阻r1、r2、r3、r4,交流电源ac,电感线圈l与第一电阻r1串联后再与第一电容c1并联形成一个阻抗,这个阻抗与第二电阻r2、第三电阻r3、第四电阻r4连接成电桥臂,第二电阻r2与电感
线圈l的连接处作为信号输出端vin,第二电阻r2与第四电阻r4与连接后接入交流电源ac,第三电阻r3与第四电阻r4与连接后接降压稳压模块17的负极,第三电阻r3与电感线圈l连接后接入交流电源ac,采用交流电源ac为油液磨粒监测传感器7供电,交流电源ac是由逆变器18将直流电转换为交流电而来,交流电源ac加到电感线圈l上的交流电会在电感线圈l上产生磁场,磨粒掉进电感线圈l上产生的磁场中时,使得电感线圈l的电感大小发生变化,使得电桥臂失衡,在输出端vin上产生相应的电压信号,通过分析输出端vin上的电压信号即可判断磨粒的尺寸、数量及累积速率。
[0053]
如图5所示,所述的信号调理电路8包括全波检波电路、信号放大电路、二阶低通滤波电路,其中全波检波电路、信号放大电路包括第5
‑
13电阻r5、r6、r7、r8、r9、r10、r11、r12、r13,第一op37集成运放u1、第二op37集成运放u2、opa604单运放u3、第一二极管d1、第二二极管d2,第五电阻r5串联将在油液磨粒监测传感器7的信号输出端vin与第一op37集成运放u1的方向输入端2脚之间,第一二极管d1与第七电阻r7并联再与第二二极管d2串联在第一op37集成运放u1的方向输入端2脚与输出端1脚之间,第六电阻r6串联在第一op37集成运放u1的同向输入端3脚与降压稳压模块17的负极之间,第八电阻r8串联在油液磨粒监测传感器7的信号输出端vin与第二op37集成运放u2的方向输入端2脚之间,第九电阻r9串联在第二op37集成运放u2的方向输入端2脚与第二二极管d2之间,第十电阻r10串联在第二op37集成运放u2的同向输入端3脚与降压稳压模块17的负极之间,第十一电阻r11串联在第二op37集成运放u2的方向输入端2脚与信号输出端1脚之间,第十二电阻r12串联在opa604单运放u3的同向输入端3脚与降压稳压模块17的负极之间,第十三电阻r13串联在opa604单运放u3的反向输入端2脚与信号输出端1脚之间;
[0054]
如图6所示,所述的二阶低通滤波电路包括第14
‑
17电阻r14、r15、r16、r17,第二电容c2、第三电容c3、lm324四运算放大器u4,第十四电阻r14与第十五电阻r15串联在lm324四运算放大器u4的同向输入端3脚与opa604单运放u3的信号输出端1脚之间,第十六电阻r16串联在lm324四运算放大器u4的反向输入端2脚与降压稳压模块17的负极之间,第十七电阻r17串联在lm324四运算放大器u4的反向输入端2脚与信号输出端1脚之间,lm324四运算放大器u4的信号输出端1脚与模数转换器9连接,第二电容c2串联在lm324四运算放大器u4的信号输出端1脚与第十四电阻r14之间,第三电容c3串联在lm324四运算放大器u4的同向输入端3脚与降压稳压模块17的负极之间。
[0055]
如图1所示,所述的供电单元5包括蓄电池16、降压稳压模块17、逆变器18,由蓄电池16向降压稳压模块17输送电能,通过降压稳压模块17分别降压后为加速度振动传感器6、油液磨粒监测传感器7、模数转换器9、dsp最小系统板10、zigbee终端节点11、zigbee路由器12、stm32最小系统板13、液晶显示屏14、声光报警器15提供电能,而由于信号调理电路8需要采用交流电供电,所以通过逆变器18将降压稳压模块17输送来的直流电转换为交流电为信号调理电路8供电。
[0056]
如图3所示,所述的dsp最小系统板10判断齿轮箱故障状态的方案为:
[0057]
(1)齿轮箱振动频率波形
[0058]
根据加速度振动传感器6采集到的振动频率信号得出齿轮箱的振动频率波形;
[0059]
(2)均方根值计算
[0060]
振动信号时域分析中最常用且最能反映时域特性的计算指标为均方根值,可直接
量化振动强度,因此采用均方根值来计算齿轮箱的振动强度;
[0061]
(3)频谱分析
[0062]
通过快速傅里叶变换法将振动信号从时域转换到频域进行分析。
[0063]
(4)倒谱分析
[0064]
当频谱分析难以辩识反映缺陷的频率分量时,使用倒谱分析能增强识别能力,能提取频谱中的周期成分,兼分离通道干扰,齿轮发生故障时,在啮合频率周围形成以转频为间隔的边频带,通过倒谱分析提取齿轮振动信号中的边频信息,从而判断齿轮的故障信息;
[0065]
(5)包络谱分析
[0066]
轴承某一部位发生故障时,故障信号受到其他信号的调制,如内圈发生故障时,以内圈通过频率为周期的冲击信号会受到工作轴转频的调制,通过包络谱分对轴承振动信号进行分析,提取其中的调制信息,从而实现轴承故障的识别;
[0067]
(6)循环平稳谱分析
[0068]
轴承故障振动信号具有典型的循环平稳特性,所以采用相关密度组合切片能量谱分析法进行分析;
[0069]
(7)故障诊断分析
[0070]
根据齿轮、轴承的几何参数分别计算出齿轮、轴承的振动特征频率,再利用模糊c均值聚类算法对齿轮、轴承的振动特征频率与均方根值计算、频谱分析、倒谱分析、包络谱分析、循环平稳谱分析得到的结果进行聚类分析,判断出当前齿轮箱的故障类型。
[0071]
(8)齿轮箱状态评估
[0072]
根据故障诊断分析得到的结果判断齿轮箱的故障特征及类型,并判断出齿轮箱的齿轮或者轴承是否发生了故障。
[0073]
所述的dsp最小系统板10构建齿轮箱故障等级预测的数学模型方案为:
[0074]
通过油液磨粒监测传感器7采集磨粒信息,确定不同尺寸下磨粒的数量、累积速率对设备磨损的影响因子,进而判断设备的故障等级,其中不同尺寸下的磨粒、磨粒数量及磨粒累积速率反映了齿轮内部发生的磨损程度或者故障类型,三者是评价齿轮箱故障等级的重要因子;令齿轮箱磨损程度的影响因子为f
i0
、f
i1
、f
i2
,各个影响因子与磨粒的尺寸、数量和累计速度紧密相关,得出齿轮箱故障等级预测模型为:
[0075][0076]
式中f表示故障程度判定值;i表示磨粒的尺寸区间,共有5个尺寸区间;f
i0
表示磨粒尺寸的影响因子;f
i1
表示尺寸区间为i的条件下每升油液中磨粒数量的影响因子;x
i
表示每升油液中磨粒数量;f
i2
表示尺寸区间为i的条件下单位时间内每升油液中磨粒累积速率的影响因子;r
i
表示单位时间内每升油液中磨粒累积速率;
[0077]
齿轮箱运行过程中通常有三个状态—正常状态、异常状态和故障状态,其临界状态的故障程度判定值f值分别为k1和k2,当f<k1时,代表齿轮箱处于正常运行状态;当k1<f<k2时,齿轮箱处于异常状态,f>k2时,齿轮箱已经发生故障,需要对齿轮箱进行维修。
[0078]
本发明的工作原理与工作过程如下:
[0079]
如图1所示,由信号调理电路8对油液磨粒监测传感器7输出的信号进行检波、信号放大处理、滤波处理后传输至模数转换器9进行模数转换,同时加速度振动传感器6采集到
的振动频率信息也传输至模数转换器9,在模数转换器9中将这两路模拟信号转换为数字信号,再将转换后的数字信号传输至dsp最小系统板10中分别对加速度振动传感器6和油液磨粒监测传感器7采集到的信号进行分析,根据加速度振动传感器6采集到的信息进行频谱分析,识别出齿轮箱在运动过程中出现的故障类型,根据油液磨粒监测传感器7采集到的信息进行电压值分析,并构建齿轮箱故障等级预测的数学模型,以判断齿轮箱的磨损情况,进而判断出齿轮箱的故障等级,由zigbee路由器12与zigbee终端节点11建立通信,dsp最小系统板10控制zigbee终端节点11将识别到的信息传输至zigbee路由器12,由zigbee路由器12输送至stm32最小系统板13,在stm32最小系统板13中根据dsp最小系统板10分析出的齿轮箱故障特征、故障类型、故障等级信息来控制液晶显示屏14显示相应的信息,为用户提供可视化的齿轮箱运行状态信息,当齿轮箱出现的故障影响到齿轮箱的正常运行时,stm32最小系统板13控制声光报警器15发出报警信息,提示用户注意采取措施对齿轮箱进行检修或者更换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1