模内上磁充磁与检测一体机设备的制作方法
[0001]
本实用新型涉及的是模内异料套啤、充磁检测技术领域,具体涉及一种模内上磁充磁与检测一体机设备。
背景技术:
[0002]
目前,现有对于带磁铁的注塑件产品,需要用传统技术做一套套啤模具、一台充磁机、一台检测机,取出产品后进行人工手动充磁和检测,该做法辅助机台多,两道二次加工工序还需运输工序,流程复杂,同步生产控制困难,品质不稳定。基于此,设计一种模内上磁套啤完成后自动充磁和检测一体化设备尤为必要。
技术实现要素:
[0003]
针对现有技术上存在的不足,本实用新型目的是在于提供一种模内上磁充磁与检测一体机设备,结构简单,设计合理,有效简化流程,实现同步生产,生产周期短,品质稳定,实用性强,易于推广使用。
[0004]
为了实现上述目的,本实用新型是通过如下的技术方案来实现:模内上磁充磁与检测一体机设备,包括机械手臂、机械手掌、上磁机和充磁检测机,机械手臂安装在注塑机上,机械手臂的下方连接有机械手掌,注塑机的右侧放置有上磁机,注塑机的左侧放置有充磁检测机,所述充磁检测机包括有联动机构、第一吸盘、第二吸盘、第三吸盘、缓冲机、充磁机、检测机构、ng品剔除机构、ng品放置盒、输送带,充磁检测机的平台上安装有联动机构、充磁机、检测机构、缓冲机、输送带、ng品剔除机构、ng品放置盒,平台上方并排设置有第一吸盘、第二吸盘、第三吸盘,联动机构位于平台右边部,联动机构左侧安装有充磁机、检测机构,检测机构左侧安装有缓冲机、ng品剔除机构,ng品剔除机构的出口设置有ng品放置盒,缓冲机的左侧平台上安装有输送带,产品自动充磁和检测同步完后合格品流至输送带上,ng品则推放至ng品放置盒内。
[0005]
作为优选,所述的机械手掌包括有手掌左吸盘、手掌右吸盘,手掌左吸盘、手掌右吸盘分别固定在机械手臂的底端。
[0006]
作为优选,所述的上磁机上设置有供手掌右吸盘吸附磁铁的磁铁槽;所述的手掌右吸盘吸附磁铁槽内的多块磁铁至模内套啤注塑。
[0007]
本实用新型的有益效果:本装置采用的一体自动化生产模内上磁充磁与检测一体机设备实现模内上磁,取产品,放入充磁检测机中进行充磁和磁通量检测,ng品剔除,合格品流入输送带进行包装,有效简化流程,实现同步生产,生产周期短,品质稳定,应用前景广阔。
附图说明
[0008]
下面结合附图和具体实施方式来详细说明本实用新型;
[0009]
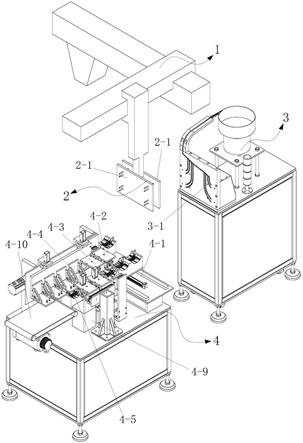
图1为本实用新型的结构示意图;
[0010]
图2为本实用新型充磁检测机的结构示意图。
具体实施方式
[0011]
为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
[0012]
参照图1-2,本具体实施方式采用以下技术方案:模内上磁充磁与检测一体机设备,包括机械手臂1、机械手掌2、上磁机3和充磁检测机4,机械手臂1安装在注塑机上,机械手臂1的下方连接有机械手掌2,注塑机的右侧放置有上磁机3,注塑机的左侧放置有充磁检测机4,所述充磁检测机4包括有联动机构4-1、第一吸盘4-2、第二吸盘4-3、第三吸盘4-4、缓冲机4-5、充磁机4-6、检测机构4-7、ng品剔除机构4-8、ng品放置盒4-9、输送带4-10,充磁检测机4的平台上方并排设置有第一吸盘4-2、第二吸盘4-3、第三吸盘4-4,平台上安装有联动机构4-1、充磁机4-6、检测机构4-7、缓冲机4-5、输送带4-10、ng品剔除机构4-8、ng品放置盒4-9,联动机构4-1位于平台右边部,联动机构4-1左侧安装有充磁机4-6、检测机构4-7,检测机构4-7左侧安装有缓冲机4-5、ng品剔除机构4-8,ng品剔除机构4-8的出口设置有ng品放置盒4-9,缓冲机4-5的左侧平台上安装有输送带4-10,产品自动充磁和检测同步完后合格品流到输送带上4-10,ng品则放置到ng品放置盒4-9内。
[0013]
值得注意的是,所述的机械手掌2包括有手掌左吸盘2-1、手掌右吸盘2-2,手掌左吸盘2-1、手掌右吸盘2-2分别固定在机械手臂1的底端;所述的上磁机3上设置有供手掌右吸盘2-2吸附磁铁的磁铁槽3-1;所述的手掌右吸盘2-2吸附磁铁槽3-1内的多块磁铁至模内套啤注塑。
[0014]
此外,产品自动充磁和检测同步完后合格品流至输送带4-10上,ng品推放至ng品放置盒4-9内。
[0015]
本具体实施方式的工作原理为:首先,机械手掌2的手掌右吸盘2-2从上磁机3的磁铁槽3-1上吸付多个磁铁到模内准确位置,进行套啤注塑,注塑后的产品由机械手掌2的手掌左吸盘2-1放至联动机构4-1上,第一吸盘4-2吸附注塑后的产品,将其放到充磁机4-6上充磁,充磁完成后由第二吸盘4-3把已充磁的产品吸放到检测机构4-7进行检测,检测完后如果是合格品,由第三吸盘4-4吸放到缓冲机4-5上,再放到输送带4-10上进行包装;如果检测出来是ng品,则由第三吸盘4-4移至ng品剔除机构4-8松开吸附,产品掉落到ng品剔除机构4-8中,并推出放置到ng品放置盒4-9内。
[0016]
本具体实施方式实现模内上磁套啤完成后自动充磁和检测一体化,模内机械手进行上磁、取产品,并放入充磁检测机中进行充磁和磁通量检测,将ng品剔除,合格品流入输送带进行包装一体自动化生产,不仅同步生产,简化流程,且大大缩短生产周期,提高品质,可靠实用,具有广阔的市场应用前景。
[0017]
以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1