一种PIN脚自动检测机的制作方法
一种pin脚自动检测机
技术领域
[0001]
本实用新型涉及自动化设备技术领域,特别涉及一种pin脚自动检测机。
背景技术:
[0002]
pin脚就是从集成电路(芯片)内部电路引出与外围电路的接线,所有的pin脚就构成了这块芯片的接口,引线末端的一段通过软钎焊使这一段与印制板上的焊盘共同形成焊点。
[0003]
在芯片出厂前,需要对其pin脚的完整性及导通性进行检测,以确保产品的合格性。传统的用于pin脚的检测机需要员工不停的更换料盘,增加了员工劳动强度且效率低;此外,搬运料盘机构和检测机构在同一台机器上容易引起共振,设备稳定性不好,从而导致检测良率低。
技术实现要素:
[0004]
为解决上述技术问题,本实用新型提供了一种pin脚自动检测机,包括并列设置的机架一和机架二,以及数显控制器;
[0005]
所述机架一的工作台上设置有搬运机构;
[0006]
所述机架一的工作台上设置有位于所述搬运机构一侧的待测料盘区及放空盘区,以及位于所述搬运机构另一侧的收空盘区及收成品区;
[0007]
所述机架二的工作台上设置有转盘机构;
[0008]
所述机架二的工作台上还设置有对应所述转盘机构的检测机构。
[0009]
其中,所述搬运机构包括设置在所述机架一工作台上的x向导轨,设置在所述x向导轨上并由x向伺服电机驱动x向移动的y向导轨,设置在所述y向导轨上并由y向伺服电机驱动y向移动的z向支架,设置在所述z向支架上的z向导轨,设置在所述z向导轨两侧分别设置有两组相互独立并分别由升降气缸驱动并z向移动的夹紧气缸,所述夹紧气缸的驱动端设置有夹爪。
[0010]
其中,所述转盘机构包括转盘,以及设置对称设置在所述转盘上的两个载具;所述转盘上还设置有对应所述检测机构的备用洗镜头机构。
[0011]
其中,所述检测机构包括安装在所述机架二工作台上的气缸一及气缸二,由所述气缸一驱动的压块,由所述气缸二驱动的探针,设置在所述机架二的工作台上并对应产品pin脚的ccd。
[0012]
进一步的,对应所述ccd设置有镜头阻挡块以防止所述ccd的镜头弹起;且所述机架二的工作台上设置有缓冲块以防止所述压块将产品压紧时压坏产品。
[0013]
通过上述技术方案,本实用新型具有如下有益效果:
[0014]
1、不需要员工频繁的放料盘,只需要人工在对应区域放一叠料盘,设备自动工作,员工可以去做其他事,减少人力以及减少员工劳动强度;
[0015]
2、检测机构和搬运机构单独分开设置在两个并列的机架上,有效减少了两者之间
的共振,从而提高了检测准确率;
[0016]
3、两组夹爪分别设置在z向导轨两侧并单独工作以完成检测后成品取料及待检测成品放料,减少来回搬运时间,提高工作效率;
[0017]
4、运行精度高,重复精度达到0.01mm;
[0018]
5、模块化设计,工业端子插拔,便于维护;
[0019]
6、搬运机构采用高性能伺服马达+滚珠丝杆驱动,x、y、z轴联动;
[0020]
7、24小时自动化运行,可以大大提高企业生产效率,避免复杂的人工操作、慢速、容易出错等问题,满足大批量生产需求;
[0021]
8、易于操作,对操作员技术要求低。
附图说明
[0022]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
[0023]
图1为本实用新型实施例所公开的自动检测机立体结构示意图;
[0024]
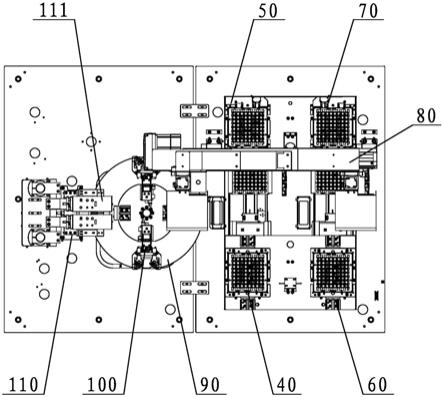
图2为本实用新型实施例所公开的自动检测机工作台结构示意图;
[0025]
图3为本实用新型实施例所公开的搬运机构局部结构示意图;
[0026]
图4为本实用新型实施例所公开的检测机构局部结构示意图。
[0027]
图中数字表示:10.机架一;20.机架二;30.数显控制器;40.待测料盘区;50.收空盘区;60.放空盘区;70.收成品区;80.搬运机构;81.z向支架;82.z向导轨;83.升降气缸;84.夹紧气缸;85.夹爪;90.转盘机构;100.备用洗镜头机构;110.检测机构;111.压块;112.气缸一;113.气缸二;114.探针;115.缓冲块;116.镜头阻挡块。
具体实施方式
[0028]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
[0029]
参考图1,本实用新型提供的pin脚自动检测机,包括并列设置的机架一10和机架二20,以及数显控制器30。
[0030]
参考图2,机架一10的工作台上设置有搬运机构80;机架一10的工作台上设置有位于搬运机构80一侧的待测料盘区40及放空盘区60,以及位于搬运机构80另一侧的收空盘区50及收成品区70;机架二20的工作台上设置有转盘机构90,转盘机构90包括转盘及设置对称设置在转盘上的两个载具,转盘上还设置有对应检测机构的备用洗镜头机构100以用于ccd的镜头清洗;机架二20的工作台上还设置有对应转盘机构90的检测机构110。
[0031]
参考图3,搬运机构80包括设置在机架一10工作台上的x向导轨,设置在x向导轨上并由x向伺服电机驱动x向移动的y向导轨,设置在y向导轨上并由y向伺服电机驱动y向移动的z向支架81,设置在z向支架81上的z向导轨82,设置在z向导轨82两侧分别设置有两组相互独立并分别由升降气缸83驱动并z向移动的夹紧气缸84,夹紧气缸84的驱动端设置有夹爪85。
[0032]
参考图4,检测机构110包括安装在机架二20工作台上的气缸一112及气缸二113,由气缸一112驱动的压块111,由气缸二113驱动的探针114,设置在机架二20的工作台上并
对应产品pin脚的ccd;对应ccd设置有镜头阻挡块116以防止ccd的镜头弹起而在检测过程损坏ccd的镜头;且机架二20的工作台上设置有缓冲块115以防止压块111将产品压紧时压坏产品。
[0033]
本实用新型工作时:
[0034]
人工分别将一叠待测料盘放入待测料盘区40和一叠空料盘放入放空盘区60,按下数显控制器30的启动键,待测料盘区40和放空盘区60分别分出一盘,通过流线流入到指定位置,搬运机构80运动,两组夹爪85中的其中一组抓取指定位置出待测料盘上的待测产品运动至转盘载具处,两组夹爪85中的另一组空的夹爪85先取出已检测完成的产品并将待检测产品放入该载具内,放完待测产品后,转盘转动至检测区通过检测机构110的气缸一112驱动压块111将产品压紧并通过缓冲块115缓冲,然后通过气缸二113驱动探针114对产品的pin脚导通性进行检测且同时通过ccd进行外观检测,检测的同时,搬运机构80将上一组检测后的成品搬运至放空盘区60并将成品放入分出的一个空盘内,然后抓取待测产品运动至转盘区等待下一个动作;
[0035]
重复上述动作,直至一个待测料盘内的成品检测完毕,则产生的空料盘通过搬运机构80的夹爪85搬运至收空盘区50,而同时盛满了检测后成品的料盘通过搬运机构80的夹爪85搬运至收成品区70;
[0036]
待全部待测料盘内的成品均检测完毕,则产生的全部空料盘由收空盘区50一次性转移至放空盘区60,并重复第一步人工将一叠待测料盘放入待测料盘区40,并重复上述上料检测与下料动作。
[0037]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1