激光雷达自动校准检查装置的制作方法
[0001]
本实用新型涉及一种激光雷达自动校准检查装置。
背景技术:
[0002]
现有的激光雷达的微光学组件的生产采用半自动测试的生产流程:软件控制电机在标定测试位置进行测试,根据测试结果手动调节棱镜角度,校准后进行uv固化,然而这样的生产流程存在以下缺点:半自动测试中手动调节棱镜角度效率慢、无精度、易污染,容易造成已经点胶未通过测试的产品,需要再拿下来进行清洁,更加降低产能,并且若固化后的产品测试不通过,只能弃掉产品,浪费物料,增加产出成本,在一公开号为cn210488219u的中国专利中,其公开了一种棱镜调试装置,其包括位置调节组件和校准组件;位置调节组件用于夹持棱镜,并调节棱镜的位置;校准组件发出的光线经棱镜处理返回校准组件;校准组件用于监测棱镜处理后的图像,显然该专利存在校准精度不高的状况。因此目前需要研发出一种校准精度高的激光雷达自动校准检查装置。
技术实现要素:
[0003]
本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种校准精度高的激光雷达自动校准检查装置。
[0004]
本实用新型所采用的技术方案是:本实用新型包括机台,所述机台上设置有第一相机模组、第一x轴移动模组、第二x轴移动模组及测试台,所述第一x轴移动模组上设置有第一旋转机构,所述第一旋转机构上设置有六轴机构,所述六轴机构上设置有第一夹爪,所述第二x轴移动模组上设置有第一y轴移动模组,所述第一y轴移动模组上设置有第二旋转机构,所述第二旋转机构上设置有第二相机模组及光点接收玻璃板,所述第二相机模组与所述光点接收玻璃板的一侧相配合,所述光点接收玻璃板的另一侧与所述测试台相配合,所述第一夹爪、所述第一相机模组及所述第二相机模组均与所述测试台相配合。
[0005]
进一步,所述第二旋转机构还设置有第一z轴直线运动模组,所述第一z轴直线运动模组上配合设置有光束质量分析仪,所述光束质量分析仪与所述光点接收玻璃板相配合。
[0006]
进一步,所述第一相机模组包括相机行程调节架,所述相机行程调节架上设置有相机组件,所述相机组件通过锁紧件固定在所述相机行程调节架上。
[0007]
进一步,所述六轴机构上还设置有点胶机构及固化机构,所述点胶机构及所述固化机构均与所述测试台相配合。
[0008]
本实用新型的有益效果是:相对于现有技术的不足,在本实用新型中,校准时,所述第一相机模组对所述测试台上的产品进行拍照并定位,进一步所述第一夹爪将棱镜移动到所述测试台的产品上,进一步所述测试台的光线投射到棱镜上,进一步所述第二x轴移动模组及所述第一y轴移动模组带动所述第二旋转机构、所述第二相机模组及所述光点接收玻璃板移动到相应位置,进一步通过所述第二旋转机构对所述第二相机模组及所述光点接
收玻璃板进行旋转,从而根据棱镜投射的光线旋转找准光点位置,此时所述光点接收玻璃板接收光线而形成光点,通过所述第二相机模组拍照确认;本实用新型首先通过所述第二相机模组及所述光点接收玻璃板对棱镜进行初定位,同时通过所述六轴机构及所述第一夹爪调整棱镜的角度,并进一步通过所述光束质量分析仪进行精定位,从而完成自动校准,所以,使得本实用新型具有校准精度高的优点。
附图说明
[0009]
图1是本实用新型第一视角的立体结构示意图;
[0010]
图2是本实用新型第二视角的立体结构示意图;
[0011]
图3是本实用新型第三视角的立体结构示意图;
[0012]
图4是图3的a部分的局部放大示意图。
具体实施方式
[0013]
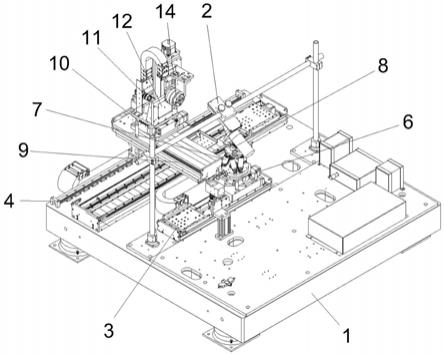
如图1至图4所示,在本实施例中,本实用新型包括机台1,所述机台1上设置有第一相机模组2、第一x轴移动模组3、第二x轴移动模组4及测试台5,所述第一x轴移动模组3上设置有第一旋转机构6,所述第一旋转机构6上设置有六轴机构7,所述六轴机构7上设置有第一夹爪8,所述第二x轴移动模组4上设置有第一y轴移动模组9,所述第一y轴移动模组9上设置有第二旋转机构10,所述第二旋转机构10上设置有第二相机模组11及光点接收玻璃板12,所述第二相机模组11与所述光点接收玻璃板12的一侧相配合,所述光点接收玻璃板12的另一侧与所述测试台5相配合,所述第一夹爪8、所述第一相机模组2及所述第二相机模组11均与所述测试台5相配合。相对于现有技术的不足,在本实用新型中,所述第一相机模组2配置于对所述测试台5上的产品进行拍照并定位,所述第一夹爪8配置于将棱镜抓取到所述测试台5的产品上进行校准,所述第一x轴移动模组3及所述第一旋转机构6配置于所述第一夹爪8进行水平移动及旋转,所述六轴机构7配置于精准调整所述第一夹爪8上的棱镜的角度,所述光点接收玻璃板12配置于接收通过棱镜投射的光线,所述第二相机模组11配置于对所述光点接收玻璃板12上投射的光点进行拍照确认。校准时,所述第一相机模组2对所述测试台5上的产品进行拍照并定位,进一步所述第一夹爪8将棱镜移动到所述测试台5的产品上,进一步所述测试台5的光线投射到棱镜上,进一步所述第二x轴移动模组4及所述第一y轴移动模组9带动所述第二旋转机构10、所述第二相机模组11及所述光点接收玻璃板12移动到相应位置,进一步通过所述第二旋转机构10对所述第二相机模组11及所述光点接收玻璃板12进行旋转,从而根据棱镜投射的光线旋转找准光点位置,此时所述光点接收玻璃板12接收光线而形成光点,通过所述第二相机模组11拍照确认,从而完成自动校准,使得本实用新型具有校准精度高的优点。
[0014]
在本实施例中,所述第二旋转机构10还设置有第一z轴直线运动模组13,所述第一z轴直线运动模组13上配合设置有光束质量分析仪14,所述光束质量分析仪14与所述光点接收玻璃板12相配合。所述光束质量分析仪14配置于对光线进行检测计算,根据光线在所述光点接收玻璃板12上形成的光点及在所述第二相机模组11接收的光点进行计算,确认完好则产品下料,因此,本实用新型首先通过所述第二相机模组11及所述光点接收玻璃板12对棱镜进行初定位,同时通过所述六轴机构7及所述第一夹爪8调整棱镜的角度,并进一步
通过所述光束质量分析仪14进行精定位,从而完成自动校准,使得本实用新型具有校准精度高的优点。
[0015]
在本实施例中,所述第一相机模组2包括相机行程调节架15,所述相机行程调节架15上设置有相机组件16,所述相机组件16通过锁紧件17固定在所述相机行程调节架15上。
[0016]
在本实施例中,所述六轴机构7上还设置有点胶机构18及固化机构19,所述点胶机构18及所述固化机构19均与所述测试台5相配合。使用时,所述点胶机构18对所述测试台5上的产品进行点胶,进一步所述第一夹爪8将棱镜放置在产品上进行自动校准,校准完成后通过所述固化机构19对胶进行固化,固化完成后再打光进行检测,防止固化的过程中影响校准的精度。
[0017]
虽然本实用新型的实施例是以实际方案来描述的,但是并不构成对本实用新型含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1