一种刀具寿命在线监测装置的制作方法
1.本实用新型涉及刀具检测技术领域,具体涉及一种刀具寿命在线监测装置。
背景技术:
2.随着人们生活质量的提高,汽车市场迅速发展,中国汽车产业已经成为世界汽车领域最大的蛋糕,作为汽车配件制造企业如何快速、高效、成本低廉并在确保质量状况下完成一个零件的加工是一个企业屹立于汽车配件制造行业不二选择,而达到这个目标,汽车零部件的切割刀具占有很重要的一席之地,切割刀具的精度决定着汽车零部件成品的质量优劣,如果在切割过程中切割刀具磨损顿卡将会导致汽车零部件成品不合格,造成资源和效率的浪费,因此在制造工厂定时检查刀具是必不可少的步骤;
3.在具体生产过程中,工厂对于刀具的检测通常采用工作人员通过肉眼观察凭借经验判断的方法进行刀具磨损度及是否能够使用进行判断,后续并通过人员自行记录的方式对当前刀具具体信息进行记录管理;
4.此种人工检测刀具的方法既不科学也不精确,对刀具的磨损度和寿命信息无法精确掌握,并且使用人工记录刀具信息的方法,易丢失且查询过程繁琐,效率低下。
技术实现要素:
5.本实用新型的目的在于提供一种刀具寿命在线监测装置,以解决现有技术中人工检测方法对刀具的磨损度和寿命信息无法精确掌握,并且使用人工记录刀具信息的方法,易丢失且查询过程繁琐的技术问题。
6.为解决上述技术问题,本实用新型具体提供下述技术方案:
7.一种刀具寿命在线监测装置,包括检测上腔体和检测下腔体,所述检测上腔体内部设有向内凹陷第一成型面,所述检测下腔体内部有与第一成型面相对应的第二成型面,所述第一成型面和第二成型面在检测上腔体和检测下腔体的合并下构成与刀具形状相一致的检测腔;
8.所述检测腔的内部设有定位机构和形状监测机构,所述定位机构用于将刀具各部分定位在检测腔内部与之形状相对应的位置处,所述形状监测机构用于检测经所述定位机构固定的当前刀具的具体形状结构;
9.所述检测腔的外部设有在线分析装置,所述在线分析装置用于将经所述形状监测机构检测获得的所述刀具的具体形状与全新刀具形状对比分析出刀具寿命。
10.作为本实用新型的一种优选方案,所述定位机构包括开设在检测上腔体中的第一定位半槽和开设在检测下腔体中的第二定位半槽,所述第一定位半槽和第二定位半槽在检测上腔体和检测下腔体的合并下构成与所述刀具尾部相匹配的定位凹槽,所述定位凹槽在检测腔的刀具尾部所在位置后端并与检测腔相连通。
11.作为本实用新型的一种优选方案,所述定位凹槽底部设有多个磁铁片,多个所述磁铁片在定位凹槽内沿与刀具尾部形状一致的方向阵列排布。
12.作为本实用新型的一种优选方案,所述形状监测机构包括设置在第一成型面上的红外发射区和设置在第二成型面上的用于接收红外发射区信号的红外接收区,所述红外发射区由铺设在第一成型面全表面范围上的红外发射器点阵构成,红外接收区由铺设在第二成型面全表面范围上的红外接收器点阵构成,所述红外发射区和红外接收区与所述在线分析装置电性连接。
13.作为本实用新型的一种优选方案,所述在线分析装置包括控制器和云服务器,所述控制器为一个独立微机或由多个运算单元组成的组合处理器用于对红外发射区和红外接收区进行指令输出、信号接收以及根据红外接收区信号反馈分析出当前刀具的数据信息,所述云服务器用于存储控制器中的当前刀具的数据信息,所述控制器和云服务器通过ipv4或ipv6协议连接进行数据交换。
14.本实用新型与现有技术相比较具有如下有益效果:
15.本实用新型通过设置定位机构可以对刀具进行精准的位置固定,让刀具在检测过程中保持稳定,在形状监测机构中红外发射区和红外接收区的作用下获得刀具目前的形状信息,反馈到控制器中进行分析处理获得刀具的磨损度和使用寿命数据信息并上传到云服务器中进行存储,整个监测过程全自动化,快速而精确,并且具有云服务器作为存储查询单元,可以保证数据永不丢失,且查询过程快速简单,刀具检测管理更加规范。
附图说明
16.为了更清楚地说明本实用新型的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
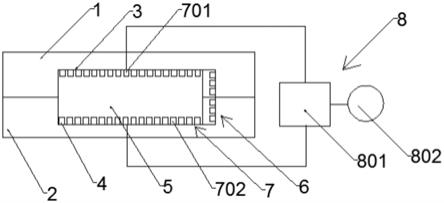
17.图1为本实用新型实施例提供的整体结构示意图;
18.图2为本实用新型实施例提供的定位机构结构示意图;
19.图3为本实用新型实施例提供的红外发射区结构示意图。
20.图中的标号分别表示如下:
21.1、检测上腔体;2、检测下腔体;3、第一成型面;4、第二成型面;5、检测腔;6、定位机构;7、形状监测机构;8、在线分析装置;
22.601、第一定位半槽;602、第二定位半槽;603、定位凹槽;604、磁铁片;
23.701、红外发射区;702、红外接收区;
24.801、控制器;802、云服务器。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.如图1所示,一种刀具寿命在线监测装置,包括检测上腔体1和检测下腔体2,检测上腔体1内部设有向内凹陷第一成型面3,检测下腔体2内部有与第一成型面3相对应的第二
成型面4,第一成型面3和第二成型面4在检测上腔体1和检测下腔体2的合并下构成与刀具形状相一致的检测腔5;
27.其中,第一成型面3和第二成型面4分别与刀具两侧形状相同,则刀具放置到检测腔5内部的具体过程是,首先将刀具放置到与刀具一侧形状相同的第二成型面4所在的检测下腔体2中,而后将与刀具另一侧形状相同的第一成型面3所在的检测上腔体1覆盖到检测下腔体2上方,而分别与刀具两侧贴合的第一成型面3和第二成型面4压合在一起将刀具包裹在二者形成的检测腔5空间内部,检测腔5的形状与刀具相同能够将刀具完全容纳在其中,刀具在检测上腔体1和检测下腔体2相互之间的压合作用力下对刀具整体进行夹持,使刀具在检测腔5中处于刀具两面分别面向第一成型面3和第二成型面4的检测结构。
28.如图2所示,为了使刀具在检测过程中不出现刀面晃动而造成检测误差,在检测腔5的内部设有定位机构6,其中,定位机构6包括开设在检测上腔体 1中的第一定位半槽601和开设在检测下腔体2中的第二定位半槽602,第一定位半槽601和第二定位半槽602在检测上腔体1和检测下腔体2的合并下构成与刀具尾部相匹配的定位凹槽603,在将刀具放入到检测腔5内部的过程中,随着检测下腔体2和检测上腔体1合并在一起时,第一定位半槽601和第二定位半槽602也将从各自中部平滑面进行接触重合,组成一个完整的环形定位凹槽603,该定位凹槽603与刀具尾端形状相匹配,能够供刀具尾端内嵌入其中;
29.进一步的,定位凹槽603在检测腔5的刀具尾部所在位置后端并与检测腔 5相连通,则刀具尾端可穿过检测腔5进入到定位凹槽603内部,在定位凹槽 603底部设有多个磁铁片604,磁铁片604与刀具尾部平面相接触利用磁铁片 604对刀具的吸力作用使刀具尾端固定在定位凹槽603内部,并且多个磁铁片 604在定位凹槽603内沿与刀具尾部形状一致的方向阵列排布,可以保证对刀具尾部平面产生均匀的吸力,使刀具在横向和纵向上均不发生移动,将刀具尾部的位置进行精确限定,从而对一体成型的刀具的刀面进行位置限定,让其在检测过程中在检测腔5内部维持一个状态不出现横纵向晃动。
30.如图1和3所示,后续对于刀具的检测,采用形状监测机构7用于检测经定位机构6固定的当前刀具的具体形状结构,其中,形状监测机构包括设置在第一成型面3上的红外发射区701和设置在第二成型面4上的用于接收红外发射区701信号的红外接收区702,红外发射区701由铺设在第一成型面3 全表面范围上的红外发射器点阵构成,红外接收区702由铺设在第二成型面4 全表面范围上的红外接收器点阵构成,红外发射器点阵和红外接收器点阵中的红外发射器和红外接收器一一对应,红外发射区701和红外接收区702的工作范围能够全面覆盖在刀具的刀面范围;
31.形状监测机构的工作过程,首先红外发射区701中的红外发射器点阵启动发射红外信号,红外接收区702中的红外接收器点阵启动等待接收来自红外发射器发射的红外信号,然后由发射器发射的红外信号经直线传播到刀具表面,刀具表面若完整则红外信号无法穿透则在刀具另一面相对的红外接收器就无法接收到这些红外信号,若刀具出现磨损、缺角等损伤,则红外信号将磨损或缺角位置处穿透过刀具,再沿直线传播到红外接收器上被接收,最后红外接收器接收到的信号数量和红外发射器发射信号数量汇总反馈到与之电性连接的在线分析装置8上。
32.在线分析装置8外设在检测腔5外部,用于将经形状监测机构7检测获得的刀具的具体形状与全新刀具形状对比分析出刀具寿命;
33.其中,在线分析装置8包括控制器801和云服务器802,控制器801为一个独立微机或由多个运算单元组成的组合处理器用于对红外发射区701和红外接收区702进行指令输出、信号接收以及根据红外接收区702信号反馈分析出当前刀具的数据信息,根据红外接收区702接收到的红外信号数量与红外发射区701红外信号发射数量占比,确定当前检测刀具磨损度情况,再由磨损度和刀具使用寿命之间的换算公式获得当前刀具的寿命信息,再将此类信息存储到云服务器802中,保证数据永不丢失,控制器801和云服务器802 通过ipv4或ipv6协议连接进行数据交换,可以实时将刀具信息上传至云服务器802中存储也可以实时对当前刀具使用情况的查询。
34.本实用新型通过设置定位机构6可以对刀具进行精准的位置固定,让刀具在检测过程中保持稳定,在形状监测机构7中红外发射区701和红外接收区 702的作用下获得刀具目前的形状信息,使用红外信号进行磨损度检测可以避免与刀具产生任何物理接触避免刀具的在检测过程中产生损伤,反馈到控制器801中进行分析处理获得刀具的磨损度和使用寿命数据信息并上传到云服务器802中进行存储,整个监测过程全自动化,安全、快速且精确,并且具有云服务器802作为存储查询单元,可以保证数据永不丢失,且查询过程快速简单,刀具检测管理更加规范。
35.在线分析装置8根据控制流程和功能用的计算机编程语言程序,为本领域技术人员所熟悉的技术。
36.以上所述,以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1