检查装置和检查方法与流程
1.本发明涉及对振荡出激光的激光振荡器的精度进行检查的检查装置和检查方法。
背景技术:
2.由交叉的多条分割预定线划分而在正面上形成有ic、lsi等多个器件的晶片被切割装置、激光加工装置分割成各个器件芯片,分割得到的各器件芯片被用于移动电话、个人计算机等电子设备。
3.激光加工装置大致由卡盘工作台、激光光线照射单元以及进给机构构成,该卡盘工作台对晶片进行保持,该激光光线照射单元向保持在卡盘工作台上的晶片照射激光光线,该进给机构对卡盘工作台和激光光线照射单元相对地进行加工进给。
4.激光光线照射单元存在如下类型:对被加工物照射对于被加工物具有吸收性的波长的激光光线而通过烧蚀对被加工物的上表面实施槽加工的类型(例如参照专利文献1);将对于被加工物具有透过性的波长的激光光线的聚光点定位在被加工物的内部而对被加工物照射激光光线,在被加工物的内部形成改质层的类型(例如参照专利文献2)。
5.在这样的激光加工装置中,要想确认激光光线的高斯分布的等高线(连结相同强度的多个点而得的线),使用m2测量仪。
6.专利文献1:日本特开平10
‑
305420号公报
7.专利文献2:日本特许第3408805号公报
8.但是,m2测量是观察由聚光器会聚的光斑形状的测量,但无法以足够的分辨率检测激光光线的高斯分布的等高线,实际上对被加工物照射激光光线而根据加工结果得知细微的光斑形状的变形(等高线的变形)的情况较多,m2测量存在在参考程度的精度上欠缺可靠性的问题。
技术实现要素:
9.因此,本发明的目的在于,提供能够高精度地检测激光光线的高斯分布的等高线的检查装置和检查方法。
10.根据本发明的一个方面,提供检查装置,其检查振荡出激光的激光振荡器的精度,其中,该检查装置具有:减光板,其使刚刚从该激光振荡器射出后的激光光线减光;拍摄单元,其利用多个像素对被该减光板减光的激光光线进行拍摄;处理单元,其对该拍摄单元所拍摄的图像进行处理;以及显示单元,其显示由该处理单元处理的图像,该处理单元具有划分激光光线的强度的至少内圈和外圈这两个阈值,该显示单元显示该内圈和该外圈。
11.优选该处理单元在该内圈的阈值与该外圈的阈值之间至少具有中圈的阈值。优选该处理单元计算该内圈的中心与该外圈的中心或该中圈的中心的偏移量,该显示单元显示该偏移量。
12.根据本发明的另一方面,提供检查方法,是激光加工装置中的激光振荡器的检查方法,该激光加工装置包含:激光振荡器,其振荡出激光;聚光器,其使激光光线聚光;光学
系统,其配设在该激光振荡器与该聚光器之间并引导激光光线;以及卡盘工作台,其对通过该聚光器所聚光的激光光线实施加工的被加工物进行保持,其中,该检查方法包含如下的工序:拍摄单元定位工序,将拍摄单元定位在该激光加工装置的该激光振荡器与该光学系统之间;拍摄工序,利用该拍摄单元对刚刚从该激光振荡器射出后的激光光线进行拍摄;处理工序,利用处理单元对该拍摄单元所拍摄的图像进行处理;以及检查工序,使显示单元显示该处理单元处理后的图像,并且通过该显示单元所显示的图像来检查该激光振荡器的精度。
13.根据本发明的检查装置,能够高精度地检测激光光线的高斯分布的等高线。
14.根据本发明的激光振荡器的检查方法,能够高精度地检测激光光线的高斯分布的等高线。
附图说明
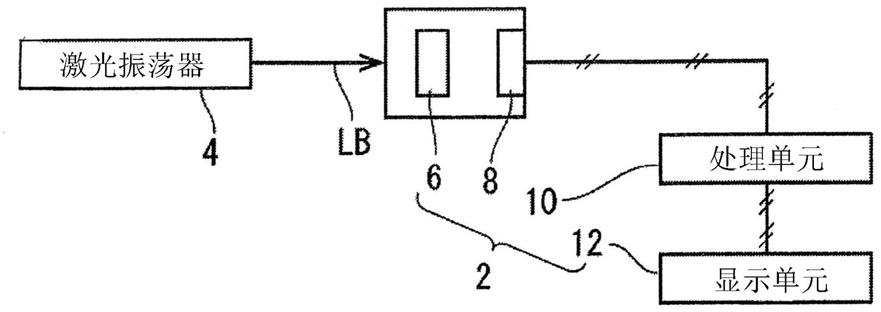
15.图1是本发明实施方式的检查装置的框图。
16.图2的(a)是内圈、中圈以及外圈各自的中心对齐的激光光线的剖面图像的示意图,图2的(b)是内圈、中圈以及外圈各自的中心偏移的激光光线的剖面图像的示意图。
17.图3是能够通过本发明的检查方法进行检查的激光加工装置的立体图。
18.图4是图3所示的激光加工装置的主要部分的框图。
19.标号说明
20.2:检查装置;4:激光振荡器;6:减光板;8:拍摄单元;10:处理单元;12:显示单元;14:内圈;16:中圈;18:外圈;20:激光加工装置;22:激光振荡器;24:聚光器;26:光学系统;28:保持单元;lb:激光光线。
具体实施方式
21.以下,参照附图对本发明的检查装置以及检查方法的优选实施方式进行说明。
22.参照图1进行说明,检查装置2具有:减光板6,其使刚刚从激光振荡器4射出后的激光光线lb减光;拍摄单元8,其利用多个像素对被减光板6减光的激光光线lb进行拍摄;处理单元10,其对拍摄单元8所拍摄到的图像进行处理;以及显示单元12,其显示由处理单元10处理的图像。
23.作为减光板6,可以使用nd滤光片等适当的减光构件。减光板6例如紧接着配置在激光振荡器4之后,该激光振荡器4射出重复频率为几十mhz左右且输出为几mw左右的激光光线lb(所谓的种子光)。即,从激光振荡器4射出的激光光线lb在通过重复频率转换构件(未图示)转换频率之前且在通过输出放大器(未图示)放大输出之前,通过减光板6进行减光并通过拍摄单元8进行拍摄。
24.拍摄单元8例如可以是ccd照相机,利用多个像素对被减光板6减光的激光光线lb的剖面(与光轴垂直的剖面)进行拍摄。
25.处理单元10可以由计算机构成。处理单元10包含按照控制程序进行运算处理的中央处理装置(cpu)、存储控制程序等的只读存储器(rom)、存储运算结果等的可读写的随机存取存储器(ram)。处理单元10与拍摄单元8电连接,由拍摄单元8拍摄的与激光光线lb的光轴垂直的剖面图像被发送到处理单元10。
26.处理单元10具有划分激光光线lb的强度的至少内圈和外圈这两个阈值。本实施方式的处理单元10在内圈的阈值与外圈的阈值之间还具有中圈的阈值。内圈的阈值大于中圈的阈值和外圈的阈值,中圈的阈值大于外圈的阈值(内圈的阈值>中圈的阈值>外圈的阈值)。另外,处理单元10也可以具有3个以上的阈值。
27.处理单元10基于内圈、外圈以及中圈这三个阈值对激光光线lb的剖面图像进行四值化处理,并根据激光光线lb的强度划分激光光线lb的剖面图像。如参照图2所理解的那样,处理单元10将激光光线lb的剖面图像划分为激光光线lb的强度大于内圈的阈值的圆形状的第一区域r1(黑色的区域)、激光光线lb的强度小于内圈的阈值且大于中圈的阈值的环状的第二区域r2(浅灰色的区域)、激光光线lb的强度小于中圈的阈值且大于外圈的阈值的环状的第三区域r3(深灰色的区域)以及激光光线lb的强度小于外圈的阈值的第四区域r4(白色的区域)。
28.处理单元10根据进行了四值化处理的激光光线lb的剖面图像,计算第一区域r1的面积,并计算具有与计算出的第一区域r1的面积相同的面积的圆的直径,并且计算第一区域r1的重心。如图2所示,处理单元10实施如下的处理:将计算出的第一区域r1的重心作为中心c1,根据计算出的圆(相当于第一区域r1的圆)的直径,在进行了四值化处理的激光光线lb的剖面图像中描绘内圈14。
29.并且,处理单元10根据进行了四值化处理的激光光线lb的剖面图像,计算第一、第二区域r1、r2的总面积,并计算具有与计算出的第一、第二区域r1、r2的总面积相同的面积的圆的直径,并且计算第二区域r2的重心。如图2所示,处理单元10实施如下的处理:将计算出的第二区域r2的重心作为中心c2,根据计算出的圆(相当于第一、第二区域r1、r2的圆)的直径,在进行了四值化处理的激光光线lb的剖面图像中描绘中圈16。
30.此外,处理单元10根据进行了四值化处理的激光光线lb的剖面图像,计算第一、第二、第三区域r1、r2、r3的总面积,并计算具有与第一、第二、第三区域r1、r2、r3的总面积相同的面积的圆的直径,并且计算第三区域r3的重心。如图2所示,处理单元10实施如下的处理:将计算出的第三区域r3的重心作为中心c3,根据计算出的圆(相当于第一、第二、第三区域r1、r2、r3的圆)的直径,在进行了四值化处理的激光光线lb的剖面图像中描绘外圈18。这样,处理单元10实施在激光光线lb的剖面图像中描绘内圈14、中圈16以及外圈18这三个圈作为激光光线lb的等高线的处理。
31.本实施方式的处理单元10计算内圈14的中心c1(第一区域r1的重心)与外圈18的中心c3(第三区域r3的重心)或中圈16的中心c2(第二区域r2的重心)的偏移量。处理单元10可以如下进行判定:在内圈14的中心c1与中圈16的中心c2或外圈18的中心c3的偏移量为规定的值以下(例如为外圈18的直径的5%以下)的情况下,允许使用激光振荡器4,在偏移量超过规定的值的情况下,不允许使用激光振荡器4。另外,在图2的(a)中,示出了内圈14、中圈16以及外圈18各自的中心c1、c2、c3对齐的激光光线lb的剖面图像的示意图,在图2的(b)中,示出了内圈14、中圈16以及外圈18各自的中心c1、c2、c3偏移且内圈14的中心c1与外圈18的中心c3的偏移量超过上述规定的值的情况下的激光光线lb的剖面图像的示意图。
32.显示单元12可以由具有液晶画面等的显示装置构成。如图1所示,显示单元12与处理单元10电连接,由处理单元10处理后的激光光线lb的剖面图像被发送到显示单元12。
33.显示单元12至少将内圈14和外圈18与由处理单元10处理后的激光光线lb的剖面
图像一起显示。如图2所示,本实施方式的显示单元12还显示中圈16,并且显示内圈14、中圈16以及外圈18各自的中心c1、c2、c3。
34.显示单元12也可以显示由处理单元10求出的偏移量、与是否允许使用激光振荡器4相关的处理单元10的判定结果等。显示单元12所显示的偏移量可以是内圈14的中心c1与外圈18的中心c3的偏移量,也可以是内圈14的中心c1与中圈16的中心c2的偏移量。
35.接着,对使用如上所述的检查装置2的检查方法进行说明。
36.图3示出了可实施使用了检查装置2的检查方法的激光加工装置20,图4示出了激光加工装置20的框图。激光加工装置20包含:激光振荡器22(参照图4),其射出激光光线lb;聚光器24(参照图3和图4),其使激光光线lb聚光;光学系统26(参照图4),其配设在激光振荡器22与聚光器24之间并引导激光光线lb;以及保持单元28(参照图3和图4),其对通过聚光器24所聚光的激光光线lb实施加工的被加工物w进行保持。
37.如图3所示,激光加工装置20具有基台30和从基台30的上表面向上方延伸接着实质上水平延伸的壳体32。激光振荡器22和光学系统26配置在壳体32内,聚光器24配置在壳体32的前端下表面上。另外,在壳体32的前端下表面上安装有照相机34,该照相机34用于对保持单元28所保持的被加工物w进行拍摄并检测应进行激光加工的区域。
38.激光振荡器22例如射出重复频率为几十mhz左右且输出为几mw左右的激光光线lb(所谓的种子光)。光学系统26具有:重复频率转换单元(未图示),其将从激光振荡器22射出的激光光线lb的重复频率转换为适当的重复频率(例如几百khz左右);输出放大器(未图示),其将从激光振荡器22射出的激光光线lb的输出放大为适当的输出(例如几十w左右);输出调整单元(未图示),其将由输出放大器放大的激光光线lb的输出调整为适当的输出;以及波长转换单元(未图示),其将从激光振荡器22射出的激光光线lb的波长转换为适当的波长。然后,如图4所示,从激光振荡器22射出的激光光线lb在通过光学系统26转换为适当的频率、输出以及波长之后,被反射镜36反射并被引导至聚光器24,在聚光器24中聚光并照射于被加工物w。
39.参照图3进行说明,保持单元28包含:x轴可动板38,其以在箭头x所示的x轴方向上移动自如的方式搭载于基台30上;y轴可动板40,其以在与x轴方向垂直的y轴方向(箭头y所示的方向)上移动自如的方式搭载于x轴可动板38上;支柱42,其固定在y轴可动板40的上表面上;以及盖板44,其固定在支柱42的上端。另外,由x轴方向和y轴方向规定的xy平面实质上是水平的。
40.在盖板44上形成有沿y轴方向延伸的长孔44a,通过长孔44a向上方延伸的卡盘工作台46旋转自如地搭载在支柱42的上端。卡盘工作台46通过内置于支柱42的旋转单元(未图示)进行旋转。在卡盘工作台46的上端部分配置有与吸引单元(未图示)连接的多孔质的圆形的吸附卡盘48,在卡盘工作台46中,利用吸引单元在吸附卡盘48的上表面生成吸引力,对载置在吸附卡盘48的上表面上的被加工物w进行吸附保持。另外,在卡盘工作台46的周缘沿周向隔开间隔地配置有多个夹具50。
41.保持单元28通过x轴进给机构56沿着基台30上的导轨30a在x轴方向上进行加工进给,该x轴进给机构56具有与x轴可动板38连结并沿x轴方向延伸的滚珠丝杠52和使滚珠丝杠52旋转的电动机54。另外,保持单元28通过y轴进给机构62沿着x轴可动板38上的导轨38a在y轴方向上进行分度进给,该y轴进给机构62具有与y轴可动板40连结并沿y轴方向延伸的
滚珠丝杠58和使滚珠丝杠58旋转的电动机60。
42.在使用上述检查装置2来检查激光加工装置20的激光振荡器22的精度时,首先,实施如下的拍摄单元定位工序:将检查装置2的减光板6和拍摄单元8定位在激光加工装置20的激光振荡器22与光学系统26之间。
43.在实施了拍摄单元定位工序之后,实施如下的拍摄工序:利用拍摄单元8对刚刚从激光加工装置20的激光振荡器22射出后的激光光线lb进行拍摄。在拍摄工序中由拍摄单元8拍摄的激光光线lb是被减光板6减光的激光光线lb。并且,拍摄单元8拍摄的激光光线lb的剖面直径例如为5mm~6mm左右。
44.在实施了拍摄工序之后,实施如下的处理工序:利用处理单元10对拍摄单元8所拍摄到的图像进行处理。
45.在处理工序中,首先,根据内圈14、中圈16以及外圈18这三个阈值对激光光线lb的剖面图像进行四值化处理,并根据激光光线lb的强度,通过处理单元10将激光光线lb的剖面图像划分为第一至第四区域r1、r2、r3、r4这4个区域。接着,通过处理单元10实施在进行了四值化处理的激光光线lb的剖面图像中描绘内圈14、中圈16以及外圈18的处理。接着,通过处理单元10计算内圈14的中心c1与外圈18的中心c3或中圈16的中心c2的偏移量。
46.在实施了处理工序之后,实施如下的检查工序:使显示单元12显示由处理单元10处理后的图像,并且通过显示单元12所显示的图像来检查激光加工装置20的激光振荡器22的精度。
47.在检查工序中,将内圈14的中心c1与外圈18的中心c3或中圈16的中心c2的偏移量与由处理单元10处理后的激光光线lb的剖面图像一起显示在显示单元12上,通过确认显示单元12所显示的图像,判定是否允许使用激光振荡器22。可以如下进行是否允许使用激光振荡器22的判定:在偏移量为规定的值以下(例如外圈18的直径的5%以下)的情况下,允许使用激光振荡器22,在偏移量超过规定的值的情况下,不允许使用激光振荡器22。另外,在不允许使用激光振荡器22的情况下,除了更换激光振荡器22之外,还进行频率转换单元、输出放大器或波长转换单元的更换、删除或追加等。
48.如上所述,在本实施方式中,内圈14、中圈16以及外圈18作为激光光线lb的等高线显示在显示单元12上,并且内圈14的中心c1与外圈18的中心c3或中圈16的中心c2的偏移量显示在显示单元12上,因此,能够高精度地检测激光光线lb的高斯分布的等高线,能够检查激光振荡器22的精度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1