基于全胶圈密封结构的液浮陀螺仪试装装置的制作方法
1.本发明涉及液浮陀螺仪静平衡装置,具体涉及基于全胶圈密封结构的液浮陀螺仪试装装置。
背景技术:
2.液浮陀螺仪(包括液浮、二浮、三浮陀螺仪)是惯性导航系统中应用极为广泛的一种陀螺仪,用于测量飞行器的角速率。它的主要特点是转子密封在充有惰性气体的浮子内,而浮子悬浮于悬浮液(氟油)中,悬浮液需加热并稳定至悬浮温度,通过精确的静平衡及温控,使浮子所受浮力与重力完全平衡,实现其支承轴承卸载,从而充分降低浮子与定位轴的摩擦力矩,具有高精度、高可靠性、环境适应能力强等优点。
3.液浮陀螺仪基本组成结构包括浮子、用于测量浮子偏转角度的传感器组件、用于控制浮子转角的力矩器组件、浮子支承限位机构、悬浮液、各组件支承固定及密封用外壳(由壳体和端盖组成)、温控元件、内外部电气连接件等,其中,传感器组件、力矩器组件的转子位于浮子上,定子则与壳体固连。与加速度成比例的干扰力矩d
i
、d
s
,表征了陀螺仪浮子质心和浮心与旋转轴线或支承中心的重合度,较大的d
i
、d
s
会使陀螺仪易受装配、环境应力及热膨胀系数等引起的结构变形的影响,进而导致浮子质心和浮心不稳定,且会放大如惯导系统中惯性仪表安装精度误差等系统误差导致的导航精度误差,影响惯导系统能力。因此,与加速度成比例的干扰力矩d
i
、d
s
,是液浮陀螺仪装配时最主要的精度控制指标之一。
4.液浮陀螺仪d
i
、d
s
的装配精度控制,主要通过陀螺仪浮子静平衡完成。浮子静平衡,需将浮子浸入工作温度的悬浮液中调整平衡质量,使重力与浮力相等,并使旋转轴的力矩对称,以实现浮子质心、浮心重合。因陀螺仪结构及工艺方法限制,导致静平衡误差很大,合格率普遍低于20%。
5.提高浮子静平衡的方法有两类,一类是在陀螺仪上增加专门的体外精平衡结构,但会使陀螺仪结构变得复杂,并增加其稳定性、可靠性的干扰因素;另一类是通过模拟装配过程来实现精平衡,但需要以有效的静平衡精度检测方法为前提。静平衡精度,是浮子在工作条件下,承受重力、浮力对旋转轴的不平衡力矩值。
6.目前,常见的通过模拟装配过程来实现精平衡的方法,是使用整套正式陀螺仪零组件,通过胶接(环氧胶)装表、充油、测试d
i
和d
s
、分解、浮子去量的试装平衡去量才能达到d
i
、d
s
要求范围。这种通过仪表试装精确测量d
i
、d
s
量值后修正的方法,可全方位模拟浮子在悬浮液中的实际工作状态,并进行浮子吸油等质心稳定性筛选,也是目前一直使用的浮子静平衡方法。但这种方法采用正式壳体、端盖、充油嘴等,通过胶接、胶封、焊封方式组装,且需装配与测试d
i
、d
s
无关的游丝调整机构或者磁悬浮等,费时费力;此外,扣胶分解拆卸应力大容易影响陀螺仪重要组件的精度,还会报废部分胶接、焊封零组件。
技术实现要素:
7.为了解决现有的使用整套正式陀螺仪零组件实现浮子静平衡的方法,需通过胶
接、胶封、焊封方式组装,费时费力,扣胶分解拆卸应力大容易影响陀螺仪重要组件的精度,还会报废部分胶接、焊封零组件的问题,本发明提供基于全胶圈密封结构的液浮陀螺仪试装装置。
8.为达到上述目的,本发明所采用的技术方案为:
9.一种基于全胶圈密封结构的液浮陀螺仪试装装置,其特殊之处在于:
10.包括壳体、设置在壳体一端的波纹管组件、用于将波纹管组件压紧在壳体上且与壳体螺纹连接的波纹管压环、设置在壳体另一端的端盖组件、用于将端盖组件压紧在壳体上且与壳体螺纹连接的端盖压环;
11.所述壳体一端端面与波纹管组件之间设置有第一o型密封胶圈;所述壳体另一端端面与端盖组件之间设置有第二o型密封胶圈;
12.所述波纹管组件外侧设置有波纹管充油嘴;所述端盖组件外侧设置有端盖充油嘴;所述波纹管充油嘴和端盖充油嘴入口处均设置有封堵螺钉;所述波纹管充油嘴与相连的封堵螺钉之间以及端盖充油嘴与相连的封堵螺钉之间均设置有密封垫。
13.进一步地,所述壳体外侧覆盖有叠加层;所述叠加层包括从内向外依次设置的铁镍合金磁屏蔽层、加热层、气凝胶保温层以及镀铝聚酰亚胺绝热层。
14.进一步地,所述壳体上设置有用于壳体内外电气连接的壳体绝缘子及测试插座。
15.进一步地,所述壳体外侧设置有安装法兰。
16.进一步地,所述第一o型密封胶圈、第二o型密封胶圈和密封垫的材质均为耐油丁腈橡胶。
17.本发明还提供了另一种基于全胶圈密封结构的液浮陀螺仪试装装置,其特殊之处在于:
18.包括壳体、分别设置在壳体两端的两个端盖组件、用于将两个端盖组件分别压紧在壳体两端且与壳体螺纹连接的两个端盖压环、设置在壳体一端端盖组件外侧的波纹管组件、用于将波纹管组件压紧在端盖组件上且与该端盖组件螺纹连接的波纹管压环、设置在壳体另一端端盖组件外侧的油嘴座、用于将油嘴座压紧在端盖组件上且与该端盖组件螺纹连接的油嘴座压环;
19.所述壳体两端端面与两个端盖组件之间分别设置有第一o型密封胶圈;所述波纹管组件与相接的端盖组件之间以及油嘴座与相接的端盖组件之间均设置有第二o型密封胶圈;
20.所述端盖组件上设置有与壳体内腔连通的输油孔;所述波纹管组件外侧设置有波纹管充油嘴;所述油嘴座外侧设置有油嘴座充油嘴;所述波纹管充油嘴和油嘴座充油嘴入口处均设置有封堵螺钉;所述波纹管充油嘴与相连的封堵螺钉之间以及油嘴座充油嘴与相连的封堵螺钉之间均设置有密封垫。
21.进一步地,所述壳体外侧覆盖有叠加层;所述叠加层包括从内向外依次设置的铁镍合金磁屏蔽层、加热层、气凝胶保温层以及镀铝聚酰亚胺绝热层。
22.进一步地,所述壳体上设置有用于壳体内外电气连接的壳体绝缘子及测试插座。
23.进一步地,所述壳体外侧设置有安装法兰。
24.进一步地,所述第一o型密封胶圈、第二o型密封胶圈和密封垫的材质均为耐油丁腈橡胶。
25.本发明相比现有技术的有益效果是:
26.本发明提供的基于全胶圈密封结构的液浮陀螺仪试装装置,通过将正式液浮陀螺仪的壳体、端盖组件、波纹管组件、充油嘴等胶接、焊封的密封组装结构,改为试装装置的壳体、端盖组件、波纹管组件、充油嘴等胶圈、密封垫的密封、压接组装结构,从而实现液浮陀螺仪浮子等组件快速、无损的装配及准确测试后分解拆下浮子并去量的工作。通过胶圈、密封垫密封和压接组装结构,使得试装装置应用时具有更高的操作便利性、有效性和可靠性;该装置取代了正式产品的壳体、端盖组件、波纹管组件、充油嘴等结构,试装及测试精度稳定,且分解拆卸时无零组件报废或者精度受损的问题,能够长期重复使用,有效降低了生产成本。
附图说明
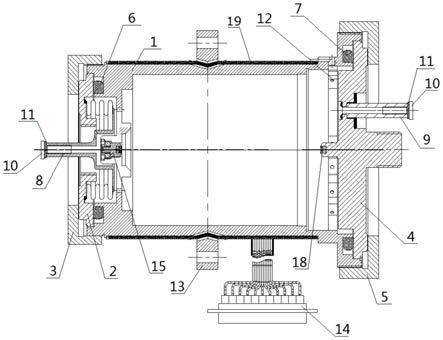
27.图1是本发明基于全胶圈密封结构的液浮陀螺仪试装装置实施例一的结构示意图;
28.图2是本发明实施例一中壳体的结构示意图;
29.图3是本发明实施例一中波纹管组件的结构示意图;
30.图4是本发明实施例一中端盖组件的结构示意图;
31.图1至图4中,1
‑
壳体,2
‑
波纹管组件,3
‑
波纹管压环,4
‑
端盖组件,5
‑
端盖压环,6
‑
第一o型密封胶圈,7
‑
第二o型密封胶圈,8
‑
波纹管充油嘴,9
‑
端盖充油嘴,10
‑
封堵螺钉,11
‑
密封垫,12
‑
壳体绝缘子,13
‑
安装法兰,14
‑
测试电缆,15
‑
轴承座组件,16
‑
轴承安装限位孔,17
‑
密封凹槽,18
‑
浮子支承机构,19
‑
叠加层;
32.图5本发明基于全胶圈密封结构的液浮陀螺仪试装装置实施例二的结构示意图;
33.图6是本发明实施例二的外形结构示意图;
34.图5至图6中,21
‑
壳体,22
‑
端盖组件,23
‑
端盖压环,24
‑
波纹管组件,25
‑
波纹管压环,26
‑
油嘴座,27
‑
油嘴座压环,28
‑
第一o型密封胶圈,29
‑
第二o型密封胶圈,30
‑
输油孔,31
‑
波纹管充油嘴,32
‑
油嘴座充油嘴,33
‑
封堵螺钉,34
‑
密封垫,35
‑
壳体绝缘子,36
‑
安装法兰,37
‑
测试电缆,38
‑
轴向磁悬浮定子,39
‑
磁悬浮绝缘子,40
‑
叠加层。
具体实施方式
35.为使本发明的目的、优点和特征更加清楚,以下结合附图和具体实施例对本发明提出的基于全胶圈密封结构的液浮陀螺仪试装装置作进一步详细说明。
36.实施例一
37.本实施例提供的基于全胶圈密封结构的液浮陀螺仪试装装置如图1所示,包括单端开放式的壳体1、设置在壳体1左端的波纹管组件2、用于将波纹管组件2压紧在壳体1上且与壳体1螺纹连接的波纹管压环3、设置在壳体1右端的端盖组件4、用于将端盖组件4压紧在壳体1上且与壳体1螺纹连接的端盖压环5。
38.考虑到波纹管组件2、端盖组件4与壳体1间密封面较大,以及浮子组件微米级的轴向、径向间隙装配要求,采用便于加工、结构稳定、密封可靠性高且易于控制密封压缩深度的o型密封胶圈和密封凹槽相配合的密封结构,并通过对应的压环内壁与壳体1外圆的细牙螺纹配合,完成波纹管组件2和端盖组件4与壳体1间的压接、固定及密封。
39.具体来说,如图2所示,壳体1两端端面均设置有用于放置o型密封胶圈的密封凹槽17,壳体1两端外圆处设置有连接螺纹。壳体1左端端面的密封凹槽17与波纹管组件2之间设置有第一o型密封胶圈6,壳体1右端端面的密封凹槽17与端盖组件4之间设置有第二o型密封胶圈7。
40.如图3、图4所示,波纹管组件2外侧设置有与壳体1内腔连通的波纹管充油嘴8,端盖组件4外侧设置有与壳体1内腔连通的端盖充油嘴9,由于充油嘴密封面小,且无轴向尺寸要求,因此在波纹管充油嘴8和端盖充油嘴9的入口端面上分别设置密封垫11,并使用封堵螺钉10压接封堵即可。
41.第一o型密封胶圈6、第二o型密封胶圈7和密封垫11的材质均为耐油丁腈橡胶,o型密封胶圈为通用标准件,密封垫11为专用制备。
42.为简化试装装置的结构和装配流程,本发明去掉了正式陀螺仪的保温及隔磁外罩,并在壳体1外侧覆盖叠加层19,叠加层19包括从内向外依次设置的铁镍合金磁屏蔽层、加热层、气凝胶保温层以及镀铝聚酰亚胺绝热层,以获得理想的磁屏蔽、热绝缘效果。壳体1两端还设置有用于壳体1内外电气连接的壳体绝缘子12及测试插座,可直接安装焊接测试电缆14后固化,无需额外加装转接接线板。装配时只需焊接壳体1内部各电磁元件到壳体绝缘子12的内引线,不用每次装配时重复焊接测试电缆14。
43.为提高液浮陀螺仪试装装置的通用性,在壳体1外侧设置安装法兰13,各组件按壳体1装配刻线组装,并与壳体浮子限位孔、安装法兰13共同确定试装装置的陀螺仪三轴方向。
44.壳体1内部左端还提供浮子支承用轴承座组件15的轴承安装限位孔16及固定螺纹,端盖组件4内侧中心设置有浮子支承机构18,并与轴承座组件15共同为陀螺仪浮子提供旋转轴定位支承。浮子支承结构锁定采用双螺纹互锁,通过高精度细牙螺纹结构及加长的螺纹行程,不需胶固即可获得稳定的浮子轴向间隙。
45.为提高端盖组件4及轴承座组件15的使用寿命和可靠性,将浮子支承机构18及轴承座组件15的浮子支承用轴承垫材质由红刚玉改为硬质合金,可避免因反复装配导致红刚玉轴承垫受损开裂甚至掉渣而影响陀螺仪输出。相较于红刚玉材质的轴承垫,硬质合金材质引入的微小摩擦力矩,对于陀螺仪浮子平衡量和质心稳定性筛选相关的d
i
、d
s
常值及其长期稳定性测试无影响。
46.由于o型密封胶圈的线胀系数等因素,为确保浮子轴向间隙的有效性,避免高低温时球小轴与轴承垫顶死,可将浮子轴向间隙放宽至0.03~0.05mm;合理放宽端盖组件4与壳体1、浮子旋转轴与支承轴承的径向配合间隙至0.016~0.03mm,可提高试装装置通用性且易于装拆。较大的轴、径向配合间隙及合理的输油孔设计,优化了陀螺仪充油内腔结构,充油真空度可降低1~1.5个数量级(可仅使用机械泵),氟油滴速可由2滴/min提高至8滴/min,并大幅降低滴油前真空保压时间,使试装装置充油时间缩短至低于正式产品的1/5。
47.装配时,先在壳体1内依次装配浮子、传感器及力矩器定子组件、导电游丝等,调整传感器参数后,在壳体1右端依次安装第二o型密封胶圈7、端盖组件4和端盖压环5,并拧紧端盖压环5以固定、密封端盖组件4;装入轴承座组件15使浮子两端轴小球分别进入轴承座组件15、浮子支承机构18的中心轴承孔,用轴承锁紧机构调整浮子轴向位置后,在壳体1左端依次安装第一o型密封胶圈6、波纹管组件2和波纹管压环3,并拧紧波纹管压环3以固定、
密封波纹管组件2;利用波纹管充油嘴8和端盖充油嘴9对壳体1内腔充油后,安装密封垫11和封堵螺钉10,封堵螺钉10拧紧在充油嘴入口处并压紧密封垫11以密封充油嘴,至此试装装置组装、密封完成,即可进行相关陀螺仪参数的测试。
48.测试时,安装法兰13与配套测试工装刻线对正,安装法兰13端面贴合在试装工装端面上,即可找正试装装置测试基准。
49.全胶圈密封、压接组装的试装装置,其常温氦质谱检漏率与环氧胶胶封、组装的陀螺仪一致,高温充油后在有效的液浮陀螺仪密封温度范围内可长时间可靠密封,整个组装、密封过程中无需点胶,拆卸时无须扣胶或破坏任何零组件,对灌注的氟油无金属屑、胶屑等污染,用定量滤纸烘箱中过滤即可再次用于陀螺仪浮子试装。
50.经测试,该试装装置与正式零组件胶接装配的陀螺仪测试精度、重复性、一致,一次通电位置重复性在0.1(
°
)/(h
·
g)内,浮子使用试装装置与正式零组件装配测得的d
i
、d
s
差值在1(
°
)/(h
·
g)内、标度因数变化在0.0003~0.003;稳定处理前、后的d
i
、d
s
变化量在0.5(
°
)/(h
·
g)内,150h高温跑合前、后的d
i
、d
s
变化量在0.5(
°
)/(h
·
g)内,结合准确、有效的浮子去量操作,浮子正式装表合格率超过90%(2.6(
°
)/(h
·
g)超过90%,1.5(
°
)/(h
·
g)超过70%)。试装装置组装、分解耗时降至原来的1/5,充油耗时降至原来的1/5。该试装装置在长时间连续通电测试、跑合或断续启停测试中,陀螺仪d
i
、d
s
测试的重复性精度理想,可真实反应浮子质心变化情况。对比稳定处理、高温跑合前后测试的陀螺仪d
i
、d
s
,可实现浮子质心稳定性早期失效故障筛选。
51.该试装装置可靠密封范围为
‑
10℃~90℃(覆盖正式陀螺仪的氟油凝固点至胶层失效温度),一次装配的有效密封时间常温放置不少于一年、累计高温通电不少于5000h、高低温筛选(
‑
8℃~80℃)不低于20个,并在试验后仍具有良好的d
i
、d
s
测试精度。
52.实施例二
53.本实施例提供的基于全胶圈密封结构的液浮陀螺仪试装装置如图5、图6所示,包括双端开放式的壳体21、分别设置在壳体21两端的两个端盖组件22、用于将两个端盖组件22分别压紧在壳体21两端且与壳体21螺纹连接的两个端盖压环23、设置在壳体21左端端盖组件22外侧的波纹管组件24、用于将波纹管组件24压紧在端盖组件22上且与该端盖组件22螺纹连接的波纹管压环25、设置在壳体21右端端盖组件22外侧的油嘴座26、用于将油嘴座26压紧在端盖组件22上且与该端盖组件22螺纹连接的油嘴座压环27。
54.壳体21两端端面均设置有用于放置o型密封胶圈的密封凹槽,其两端外圆处设置有连接螺纹。壳体21两端端面的密封凹槽与两个端盖组件22之间分别设置有第一o型密封胶圈28。端盖组件22外侧端面也设置有用于放置o型密封胶圈的密封凹槽,其靠近外侧的外圆处设置有连接螺纹。波纹管组件24与相接的端盖组件22密封凹槽之间、油嘴座26与相接的端盖组件22密封凹槽之间均设置有第二o型密封胶圈29。
55.端盖组件22上设置有与壳体21内腔连通的输油孔30,波纹管组件24外侧设置有与相邻的输油孔30连通的波纹管充油嘴31,油嘴座26外侧设置有与相邻的输油孔30连通的油嘴座充油嘴32,波纹管充油嘴31和油嘴座充油嘴32的入口端面上分别设置有密封垫34,并通过封堵螺钉33压接封堵。
56.壳体21外侧覆盖有叠加层40,叠加层40包括从内向外依次设置的铁镍合金磁屏蔽层、加热层、气凝胶保温层以及镀铝聚酰亚胺绝热层,以获得理想的磁屏蔽、热绝缘效果。壳
体21两端还设置有用于壳体21内外电气连接的壳体绝缘子35及测试插座,可直接安装焊接测试电缆37后固化,无需额外加装转接接线板。装配时只需焊接壳体21内部各电磁元件到壳体绝缘子35的内引线,不用每次装配时重复焊接测试电缆37。
57.为提高液浮陀螺仪试装装置的通用性,在壳体21外侧设置安装法兰36,各组件按壳体21装配刻线组装,并与壳体浮子限位孔、安装法兰36共同确定试装装置的陀螺仪三轴方向。
58.端盖组件22内侧中心设置有轴向磁悬浮定子38,与浮子上自带的轴向磁悬浮转子配套使用,可精确调整浮子轴向工作间隙,确保装配精度及可靠性。端盖中心孔内壁有高精度细牙螺纹,可用于调整及锁定浮子支承机构与浮子旋转轴的轴向间隙,浮子支承结构锁定采用双螺纹互锁,无需点胶。因浮子旋转轴端面为轴承垫,使用硬度低于轴承垫的高强度、高硬度镍基弹性合金代替原来的硬质合金作为试装球小轴材质,可彻底避免浮子组件装配时轴承垫受损。浮子轴向间隙放宽至0.03~0.04mm,端盖组件22与壳体21、浮子旋转轴与支承轴承的径向配合间隙放宽至0.016~0.03mm,提高试装装置通用性、充油便利性且易于装拆。
59.装配时,先将传感器组件装配至壳体21左端止口,再依次从壳体21右端装配浮子组件、力矩器组件;焊接导电游丝、调整传感器参数后,在壳体21两端分别依次安装第一o型密封胶圈28、端盖组件22和端盖压环23,并拧紧端盖压环23以固定、密封端盖组件22;在端盖中心孔装入轴尖组件使两端轴小球分别进入浮子组件中心轴承孔,从端盖组件22的磁悬浮绝缘子39处连接磁悬浮轴向测试线,通过轴向磁悬浮实时监测轴尖锁紧机构调整并锁定浮子轴向位置;在左端端盖组件22外侧依次安装第二o型密封胶圈29、波纹管组件24和波纹管压环25,并拧紧波纹管压环25以固定、密封波纹管组件24;在右端端盖组件22外侧依次安装第二o型密封胶圈29、油嘴座26和油嘴座压环27,并拧紧油嘴座压环27以固定、密封油嘴座26;利用波纹管充油嘴31和油嘴座充油嘴32对壳体21内腔充油后,安装密封垫34和封堵螺钉33,封堵螺钉33拧紧在充油嘴入口处并压紧密封垫34以密封充油嘴,至此试装装置组装、密封完成,即可进行相关陀螺仪参数的测试。
60.测试时,安装法兰36与配套测试工装刻线对正,安装法兰36端面贴合在试装工装端面上,即可找正陀螺仪测试基准。
61.经测试,该试装装置与正式零组件胶接装配的陀螺仪测试精度、重复性、一致,一次通电位置重复性在0.1(
°
)/(h
·
g)内,浮子使用试装装置与正式零组件装配测得的d
i
、d
s
差值在1(
°
)/(h
·
g)内、标度因数变化在0.0005~0.003;稳定处理前、后的d
i
、d
s
变化量在0.8(
°
)/(h
·
g)内,据测试值进行浮子精确去量修正,浮子正式装表合格率超过90%(2.6(
°
)/(h
·
g)超过90%,1.5(
°
)/(h
·
g)超过60%),并可实现浮子质心稳定性早期失效故障筛选。试装装置组装、分解耗时降至原来的1/8,充油耗时降至原来的1/7。
62.该试装装置可靠密封范围为
‑
10℃~90℃(覆盖正式陀螺仪的氟油凝固点至胶层失效温度),一次装配的有效密封时间常温放置不少于一年、累计高温通电不少于5000h、高低温筛选(
‑
8℃~80℃)不低于20个,并在试验后仍具有良好的d
i
、d
s
测试精度。该试装装置还用于配套的陀螺仪电机5000次高温启停试验等可靠性寿命试验,节省产品资源及周期。
63.此外,对于传感器、力矩器集成于端盖组件的陀螺仪结构,使用全新的试装端盖组件需要额外装配传感器定子、力矩器定子,成本较高且占用产品资源,对此可直接使用配套
产品端盖组件做密封压接结构的密封面,将密封凹槽开设在试装壳体和波纹管组件上,试装壳体同时提供与端盖压环和波纹管压环配合的压接螺纹,这与本发明提供的试装装置发明构思一致。
64.该试装装置在具体应用装配时,由于压接螺纹全部设置在壳体上,压接波纹管组件时端盖会向上移动约2μm(可由轴向磁悬浮测定),浮子轴向间隙调整时需留有不少于8μm的余量(含轴尖锁定时应力释放的余量),避免支承机构轴小球与轴承垫顶死。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1