高精度的成像系统、方法、图像采集装置及检测设备与流程
1.本发明涉及成像设备技术领域,具体涉及一种高精度的成像系统、方法、图像采集装置及检测设备。
背景技术:
2.在目前的工件检测领域,对于小型工件、尤其是微细零件的缺陷检测,很大程度上还依赖于流水线工人的肉眼检测。为提升检测效率,现有技术尝试引入基于图像识别的机器视觉技术,通过对采集的工件图像进行智能识别来检测和发现工件上的缺陷。
3.但是机器视觉技术长期以来面临很多挑战,尤其的,金属表面零件具有高反光特性,长久以来难以进行稳定的高质量成像。机器视觉技术严重依赖于采集的图像质量,而图像采集又受到很多因素的影响。其中,对大多数工件来说,可能有多个表面需要进行检测,依靠人工翻动工件显然效率低下且不可靠,现有技术一般通过其他辅助手段来采集工件多个表面的图像。
4.典型的采集手段包括使用超远心镜头从工件正上方采集、使用多个相机对多个侧面分别采集、或者使用多个反射镜将不同侧面的图像反射给一个相机采集,使用这些现有技术的方式都能从一定程度上解决自动采集工件多个不同表面的图像的问题。
5.然而,在实现本发明实施例相关技术方案的过程中发现,现有技术的图像采集方式仍存在着明显的缺陷:首先,由于金属表面的高反光,工件上方的超远心镜头对金属上表面的成像效果极差(基本无法成像);侧面图像压缩严重,分辨力不足,而且成像一致性差,工件摆放在不同位置时所呈现的图像不同,当工件位于视野内的某些位置时,轻微缺陷例如划痕不能明显成像,导致工件的某些表面缺陷的检出非常不稳定。其次,多个相机的方式则明显成本偏高且光路复杂,不易实现。而多反射镜的方式也同样过于复杂,很难在有限的空间内实现。此外,在自动化检测流水线上,工件通常保持运动状态,现有技术的上述采集方式在动态检测过程中也很难保证有效的位置对准,无法获得理想的采集图像,成像质量差、精度低,对工件表面缺陷的检出率低。
技术实现要素:
6.针对现有技术中的上述技术问题,本发明实施例提出了一种高精度的成像系统、方法、图像采集装置及检测设备,以解决现有技术中动态检测成像质量差的问题。
7.本发明实施例的第一方面提供了一种高精度的成像系统,包括:第一点光源120和/或第二点光源130,以及超远心镜头110;其中,所述超远心镜头110与所述第一点光源120设置在第一待成像平面的同一侧;和/或所述超远心镜头110与所述第二点光源130设置在第二待成像平面的同一侧。
8.在一些实施例中,所述第一点光源120和/或所述第二点光源130具有两个以上不同颜色区。
9.在一些实施例中,所述第一点光源120和/或所述第二点光源130具有呈y形分布的
三个不同颜色区。
10.在一些实施例中,所述超远心镜头110的镜头光轴相对于所述第一待成像平面倾斜设置;和/或所述超远心镜头110的镜头光轴相对于所述第二待成像平面倾斜设置。
11.在一些实施例中,所述第一点光源120具有中心点o以及边界点b,对于所述第一待成像平面上在所述超远心镜头视野内的任一点p,有角度∠opb不大于12度。
12.在一些实施例中,所述第一点光源120和/或所述第二点光源130由显示设备产生。
13.在一些实施例中,所述成像系统中:所述超远心镜头(110)具有负心,所述超远心镜头(110)的负心相对于第一待成像平面的镜像点与所述第一点光源(120)的中心的空间距离不超过第一误差范围;和/或所述超远心镜头110的负心相对于第二待成像平面的镜像点与所述第二点光源130的中心的空间距离不超过第一误差范围;其中,所述第一误差范围为40mm以内。
14.在一些实施例中,所述第一误差范围为20mm以内。
15.本发明实施例的第二方面提供了一种高精度的成像系统,所述成像系统包括:超远心镜头210、第一点光源220和载物平台240;其中,
16.所述超远心镜头210的镜头光轴与所述载物平台240的法线的夹角为15~70度;
17.所述第一点光源220与所述超远心镜头210均设置在所述载物平台240的第一侧。
18.在一些实施例中,成像系统还包括第二点光源230,所述第二点光源230设置在所述载物平台240的第二侧。
19.在一些实施例中,所述超远心镜头210具有负心,所述负心相对于所述载物平台240的第一侧表面的镜像点与所述第一点光源220的中心的空间距离不超过第一误差范围,所述第一误差范围为小于40mm以内。
20.在一些实施例中,所述超远心镜头210的所述负心相对于所述载物平台240的一个垂直面的镜像点与所述第二点光源230的中心的空间距离不超过第一误差范围。
21.在一些实施例中,所述第一点光源220和/或第二点光源230具有两个以上不同颜色区。
22.在一些实施例中,所述第一点光源220和/或第二点光源230具有呈y形分布的三个不同颜色区。
23.在一些实施例中,所述第一点光源220和/或第二点光源230由显示设备产生。
24.在一些实施例中,所述第一点光源220具有中心点o以及边界点b,对于所述载物平台240的第一侧表面上在所述超远心镜头视野内的任一点p,有角度∠opb不大于12度。
25.在一些实施例中,所述第一误差范围为20mm以内。
26.本发明实施例的第三方面提供了一种图像采集装置,所述图像采集装置包括图像传感器和如上所述的成像系统,其中,所述图像传感器用于采集所述超远心镜头输出的光学图像。
27.在一些实施例中,所述图像传感器的靶面相对于所述超远心镜头的镜头光轴倾斜设置。
28.本发明实施例的第四方面提供了一种高精度的成像方法,使用如上所述的成像系统来获得待检测物品的多个表面的图像。
29.本发明实施例的第五方面提供了一种检测设备,包括:载物平台、图像采集装置、
图像识别装置和如上所述的成像系统;其中,所述载物平台上可承载待测物品并将所述待测物品动态移入或移出所述镜头的视野范围;所述成像系统用于向所述待测物品投射光线并通过所述镜头输出光学图像;所述图像采集装置用于采集所述光学图像;所述图像识别装置用于对采集的所述光学图像进行识别,以检测所述待测物品的缺陷情况。
30.本发明实施例提供了一种高精度的成像系统和检测设备,根据本发明实施例所提出的技术方案,通过超远心镜头和点光源的一体化对应设置,有效提升了成像的一致性和质量,尤其地,通过镜头倾斜设置,有效提升了工件细微缺陷成像能力,可获得高精度且稳定的工件图像。
附图说明
31.通过参考附图会更加清楚的理解本发明的特征和优点,附图是示意性的而不应理解为对本发明进行任何限制,在附图中:
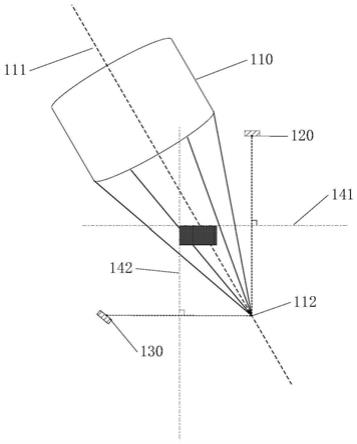
32.图1是根据本发明的一些实施例所示的一种高精度的成像系统的结构示意图;
33.图2是超远心镜头的成像原理示意图;
34.图3是根据本发明的另一些实施例所示的一种高精度的成像系统的结构示意图;
35.图4中i
‑
iv是根据本发明的一些实施例所示的点光源的多个不同颜色区的设置方式示例;
36.图5是根据本发明的一些实施例所示的图像采集装置的结构示意图。
具体实施方式
37.在下面的详细描述中,通过示例阐述了本发明的许多具体细节,以便提供对相关披露的透彻理解。然而,对于本领域的普通技术人员来讲,本发明显而易见的可以在没有这些细节的情况下实施。应当理解的是,本发明中使用“系统”、“装置”、“单元”和/或“模块”术语,是用于区分在顺序排列中不同级别的不同部件、元件、部分或组件的一种方法。然而,如果其他表达式可以实现相同的目的,这些术语可以被其他表达式替换。
38.应当理解的是,当设备、单元或模块被称为“在
……
上”、“连接到”或“耦合到”另一设备、单元或模块时,其可以直接在另一设备、单元或模块上,连接或耦合到或与其他设备、单元或模块通信,或者可以存在中间设备、单元或模块,除非上下文明确提示例外情形。虽然本说明书中可使用术语“顶部”、“底部”、“前部”、“后部”、“侧部”等来描述本发明的不同示例性特征和元件,但是这些术语用于本文中仅出于方便,例如附图中所述的示例的方向。本说明书中的任何内容都不应理解为需要结构的特定三维方向才落入本发明的范围内。
39.本发明所用术语仅为了描述特定实施例,而非限制本发明范围。如本发明说明书和权利要求书中所示,除非上下文明确提示例外情形,“一”、“一个”、“一种”和/或“该”等词并非特指单数,也可包括复数。一般说来,术语“包括”与“包含”仅提示包括已明确标识的特征、整体、步骤、操作、元素和/或组件,而该类表述并不构成一个排它性的罗列,其他特征、整体、步骤、操作、元素和/或组件也可以包含在内。例如,本发明所使用的术语“和/或”包括一个或多个相关所列条目的任何一个和所有组合。
40.参看下面的说明以及附图,本发明的这些或其他特征和特点、操作方法、结构的相关元素的功能、部分的结合以及制造的经济性可以被更好地理解,其中说明和附图形成了
说明书的一部分。然而,可以清楚地理解,附图仅用作说明和描述的目的,并不意在限定本发明的保护范围。可以理解的是,附图并非按比例绘制。
41.本发明中使用了多种结构图用来说明根据本发明的实施例的各种变形。应当理解的是,前面或下面的结构并不是用来限定本发明。本发明的保护范围以权利要求为准。
42.现有技术希望通过机器视觉技术来提高工件检测的效率和准确性,但对于工件的多个表面,现有技术的图像采集方式往往过于理想化或设计复杂,采集图像的成像质量并不能得到保证,不能适应于动态检测的需求,不能适应于日益严苛的工件表面缺陷检测需求,尤其不适用于金属表面零件的检测。有鉴于此,本发明实施例提供了一种高精度的成像系统,通过超远心镜头和点光源的一体化对应设置,有效提升了照明和成像的一致性,可获得高精度且稳定的工件多个表面图像。
43.在本发明的一个实施例中,如图1所示,所述高精度的成像系统包括:第一点光源120和/或第二点光源130,以及超远心镜头110;其中,所述超远心镜头110与所述第一点光源120设置在第一待成像平面的同一侧;和/或所述超远心镜头110与所述第二点光源130设置在第二待成像平面的同一侧。
44.在本发明的实施例中,所述高精度的成像系统用于对待检测物品(工件)的多个表面同时进行成像。其中,超远心镜头(hypercentric/pericentric lens)是一种特制的镜头,区别于其他镜头,超远心镜头具有两大关键特征,一是其入瞳位于物理镜头的前面;另一个是其可以对平行于光轴的物体表面成像,也即可以同时在图像中看到被摄对象的顶部和侧面。因此,如图2所示,超远心镜头能够提供被摄对象的会聚视图,也即拍摄到的图像是聚合式的,可同时得到被摄对象顶部和多个侧面的图像。但如背景技术部分所说,超远心镜头的使用仍会受到诸多因素的限制,通常情况下成像质量较差。在本发明的实施例中,为了通过超远心镜头采集到清晰的工件图像,进一步提供了与之匹配的点光源辅助照明。在本发明的实施例中,提供至少一个点光源,将超远心镜头与点光源设置在待成像平面的同一侧,倾斜设置的超远心镜头可以有效接收点光源通过待成像平面反射的光线:本发明的实施例一方面避免了光源对镜头视野的遮挡;另一方面不会产生正面的高反光,成像质量高;同时由于无需使用多个反射镜引导光线,在提升出光质量的同时还简化了光路系统,降低了成本并提升了集成度,使得系统可进一步小型化、便利化。其中,本发明的实施例中所说点光源指发光面积较小的微型光源,并不仅限定其为点状发光物体。更具体地,本发明实施例中所说点光源指发光面积不超过1000平方毫米的微型光源,更优选的发光面积不超过500平方毫米。点光源可以是圆形、椭圆形、矩形等任意形状,优选地,本发明实施例中的点光源的外接圆的半径不超过20mm,更优不超过10mm;或者,本发明实施例中的点光源的外接矩形不超过20mm*20mm,优选不超过20mm*10mm,更优不超过10mm*10mm。事实上,本发明的实施例中所说点光源只要相对传统的面光源具有较小的发光面积即可达到效果,在此不对点光源的具体形状和大小做出明确的限制。
45.进一步地,为保证有效的照明,点光源与超远心镜头的位置还具有一定的对应关系。优选地,所述超远心镜头110具有负心112,所述负心112相对于第一待成像平面141的镜像点与所述第一点光源120的中心的空间距离不超过第一误差范围;和/或所述超远心镜头110的负心相对于第二待成像平面的镜像点与所述第二点光源130的中心的空间距离不超过第一误差范围。在本发明的实施例中,所述超远心镜头110具有负心112(或称聚焦点,
convergence point,cp),所述负心112即所述超远心镜头110的入瞳中心,所述负心112相对于第一待成像平面141有第一镜像点,所述第一点光源120的中心与第一镜像点的空间距离不超过第一误差范围。其中,本发明实施例中的成像系统主要目的是采集待检测物品(工件、微型零件等)多个表面的图像,待检测物品通常放置在载物平台上方,具有平行(或大致平行)于载物平台的上表面。本发明实施例中的第一待成像平面141指待检测物品的主要待检测表面,通常是指待检测物品放置在载物平台上时的上表面(当然也有可能是其他侧面,此处及后文以上表面作为示例说明,并不意味着排除其他侧面的可能性),第一点光源120发出的光经第一待成像平面141(工件上表面)反射后进入镜头110中后形成光学图像,随后可以通过人工或机器视觉(利用图像传感器等采集图像后识别),根据该光学图像来对待检测物品的缺陷进行检测。
46.超远心镜头的负心可以通过试验的方法确定,如将超远心镜头对应的传感器靶面用平板光替换,此时镜头为出光结构;在镜头前放置一张白纸(白纸与镜头前端之间的距离不同,光斑大小也不相同),当光斑直径趋近光点(即最小面积)时,此光斑(光点)位置即为该超远心镜头的负心的位置。超远心镜头的负心通常距离镜头较远,一般情况下,待检测物品的位置在镜头和负心之间(即镜头位于工件上方,负心位于工件下方),因而负心相对于第一待成像平面(工件上表面)的第一镜像点也会位于工件上方。在本发明的实施例中,将第一点光源设置在第一镜像点附近(空间距离不超过第一误差范围),使得点光源发出的光经第一待成像平面(工件上表面)反射后可有效进入超远心镜头中,且避免其他角度杂散光线经反射进入超远心镜头抑制缺陷成像,从而确保得到清晰稳定的成像。
47.当然,本领域相关技术人员可以理解,上述将第一点光源设置在第一镜像点附近可以是先设置超远心镜头位置再对应调整第一点光源的位置设置,也可以是先设置第一点光源的位置再对应调整超远心镜头的位置设置,只要保证两者的相对位置关系即可,具体设置方式不应视作对本发明实施方式的限制。更具体地,第一点光源可能具有一定的发光面积,将第一点光源设置在第一镜像点附近优选指第一点光源的中心与所述第一镜像点重合。由于第一点光源的形状不一定是规则形状,对于没有明确中心的不规则形状,以第一点光源发光面边界曲线的外接矩形的中心作为第一点光源的中心。此外,上述两点重合的形式仅仅是最优选的实施方式,事实上两点的空间距离具有一定的偏差也同样可解决问题,通常偏差不超过第一误差范围即可。此处第一误差范围根据成像和/或检测的精度要求而定,一般为40mm以内(或,所述镜头负心到所述超远心镜头前端距离的30%以内,更具体的,所述镜头负心到所述超远心镜头前端距离指的是所述镜头负心到所述超远心镜头的物测第一个透镜表面中点的距离);对于精度要求高的场景,也可以是30mm、20mm、甚至10mm以内(或,所述镜头负心到所述超远心镜头前端距离的22%、15%、甚至7%以内)。同时由于超远心镜头和第一点光源的位置均可手动或自动调节,也可在检测过程中根据实际成像质量或精度要求来动态调整两者的空间距离。
48.在本发明的一个实施例中,第一点光源120可以有多种实现方式,并可进行一些特定的设置以获得更理想的出射光。优选地,所述第一点光源120具有两个以上不同颜色区;更优选地,所述第一点光源120具有呈y形分布的三个不同颜色区。上述优选方式的一些具体实施例如图4中i
‑
iv所示,比如对于圆形或矩形的点光源,可以将其分为左右两个不同颜色区,进一步地颜色可以分别为红色和绿色;也可以将其分为y形分布的三个不同颜色区,
进一步地颜色可以分别为红、绿、蓝三色。在本发明的另一个优选实施例中,第一点光源120还可以由显示设备,比如现有的各类显示面板或显示屏,包括但不限于液晶屏(lcd或led等形式)、crt显示屏、pdp显示屏等,通过掩膜遮挡或仅在指定的区域内显示发光,得到本发明实施例中的点光源;进而还可以在任意指定位置实现点光源,使得点光源的位置设置更为灵活快捷,可以更方便地对系统进行配置和调整。通过本发明优选实施例中两个以上不同颜色区的设置,可以让投射在待检测物品上的出射光有不同颜色的分区,进而从不同方向采集到的图像会呈现出不同的颜色效果,这使得待检测物品(微型工件)上的细微缺陷能在采集图像中呈现出显著的差异(缺陷处工件表面会有几何差异,采集图像在该处会呈现色彩差异),从而提升了缺陷处成像质量,提高了缺陷检测的精度和准确性,可适用于动态检测。
49.在本发明的一个优选实施例中,还可以对镜头的位置做进一步的优化。优选地,所述超远心镜头110的镜头光轴111相对于所述第一待成像平面141倾斜设置;更优选地,所述超远心镜头110的镜头光轴111与所述第一待成像平面141的法线的夹角为15~70度。通过镜头的倾斜设置,为点光源的位置提供了更大更自由的调整空间,不仅方便点光源的设置,也使得点光源的位置相对于镜头有一定偏角,即避免了对镜头的遮挡,又可避免光线和器件之间的机械干涉,因而实现了更佳的成像品质。
50.在本发明的一个优选实施例中,点光源的发光区域具有一定的边界。比如,第一点光源120具有中心点o以及边界点b,对于所述第一待成像平面上在所述超远心镜头视野内的任一点p,有角度∠opb不大于12度。更进一步地,角度∠opb不超过9度甚至不超过7度。其中,第一点光源中心点o的定义同前,有明确几何中心的,中心点o即为该几何中心,对于没有明确中心的不规则形状,以第一点光源发光面边界曲线的外接矩形的中心作为第一点光源的中心。各个边界点b到中心点o的距离通常应当相等(即边界优选为圆形或近似圆形),而对于非圆形的发光面,边界点b是位于第一点光源发光面边界曲线的最小外接矩形的最大内切圆上一点。通过限定发光区域的大小,可以控制光源发出光线的发散程度,使最终的出射光具有较佳且匹配于镜头的照明角度。采用该优选实施方式,点光源发出的光线照射在金属表面(金属制品的表面或任意制品镀有金属的表面)上,进而通过超远心镜头得到金属表面形成的清晰图像。典型的镀有金属的表面通常为镀镍、镀铬、镀锌等,但显然其他形式也可适用于本发明的技术方案中,故此处不对金属表面的具体形式做出明确的限制。采用本发明实施例的技术方案,对于具有高反光特性的金属表面也可以有出色的成像效果,有效解决了现有技术长久以来未能解决的技术问题。
51.在图1的优选实施例中,所述成像系统还可以包括第二点光源130,所述超远心镜头110的负心112相对于第二待成像平面142的镜像点与所述第二点光源130的中心的空间距离不超过第一误差范围。其中,第二待成像平面指待检测物品的另一待检测表面,比如当第一待成像平面是待检测物品(工件)的上表面时,第二待成像平面可以是待检测物品(工件)的一个侧面;当第一待成像平面是工件的一个侧面时,第二待成像平面可以是工件的上表面或另一个侧面。在此不对第一待成像平面和第二待成像平面的具体形式做出限制,只要两者是待检测物品的两个不同表面即可。点光源的定义之前已有说明,指发光面积较小的微型光源,并不严格限定为点状。第二点光源的中心的概念与第一点光源类似,有几何中心时指几何中心,对于没有明确中心的不规则形状,以发光面边界曲线的外接矩形的中心
作为点光源的中心。第一误差范围的逻辑也与前述类似,根据成像和/或检测的精度要求而定,一般为40mm以内(或,所述镜头负心到所述超远心镜头前端距离的30%以内,更具体的,所述镜头负心到所述超远心镜头前端距离指的是所述镜头负心到所述超远心镜头的物测第一个透镜表面中点的距离);对于精度要求高的场景,也可以是30mm、20mm、甚至10mm以内(或,所述镜头负心到所述超远心镜头前端距离的22%、15%、甚至7%以内)。第二点光源的设置使得本发明优选实施例的技术方案可以对待检测物品的侧面也形成有效的照射,从而通过镜头可同时得到可靠高清的侧面成像,实现同时对工件侧面可能存在的缺陷一起进行识别和检测。
52.需要特别说明的是,上述实施例虽然有些仅以第一点光源为例进行了说明,但由于第二点光源的结构和原理相类似,因而第二点光源显然也可采用与之类似的实现方式,此处不再重复描述。为第二点光源各种实现方式所做的相应的转换和/或变换对本领域相关技术人员来说无需付出创造性的劳动,也应落入本发明的保护范围之内。
53.本发明的实施例通过超远心镜头可以同时采集待测物品多个表面的图像,而通过本发明优选实施例中第一点光源和/或第二点光源的设置,规范了投射向待测表面的光线角度,避免了多余杂散光线抑制缺陷展现,同时特别规定了镜头与点光源的位置关系以使成像光路和照明光路相互匹配。进一步通过镜头的倾斜设置,待测物品表面的几何特征相对镜头光轴由符合正态分布变更为偏态分布,进而更进一步放大了细微缺陷的成像能力,配合一体设计的角度相匹配的照明光线,对应金属表面检测能力大幅提升。通过优选实施例中多个不同颜色区的设置,可以让投射在待检测物品上的出射光有不同颜色的分区,基于镜头和照明的反射关系,进而从不同方向采集到的图像会呈现出不同的颜色效果,这使得待检测物品(微型工件、金属表面等)上的细微缺陷能在采集图像中呈现出显著的差异(缺陷处工件表面会有几何差异,采集图像在该处会呈现色彩差异),从而提升了缺陷处成像质量,提高了缺陷检测的精度和准确性,可适用于动态检测。
54.图3为本发明另一个实施例中的高精度的成像系统的结构示意图,图3的优选实施例与图1相比,主要是对参考平面进行了调整。其中,图1中以待检测物品的一个表面(第一待成像平面)作为参考平面,该实施方式虽然成像效果较好,但需要有待检测物品的配合;而实际情况中,在系统初始化安装配置过程中,可能并不能预知待检测物品的具体情况,也无法预先放置一个待检测物品以作为参考,因而图3的实施例中直接以载物平台作为参考。
55.具体地,如图3所示,本发明的实施例还提供了一种高精度的成像系统,包括:超远心镜头210、第一点光源220和载物平台240;其中,所述超远心镜头210的镜头光轴211与所述载物平台240的法线的夹角为15~70度;所述第一点光源220与所述超远心镜头210均设置在所述载物平台240的第一侧。在图3的优选实施例中,超远心镜头210相对载物平台240倾斜设置,第一点光源220和超远心镜头210设置在载物平台240的同一侧,通常是载物平台上方,即载物平台用于承载待检测物品(工件)的那一侧。点光源的概念及镜头倾斜设置的优势前述实施例中已有充分说明,此处逻辑类似,不再重复介绍。
56.在图3的优选实施例中,所述成像系统还包括第二点光源230,所述第二点光源230设置在所述载物平台240的第二侧。其中,载物平台通常为一个厚度较小的薄板,其厚度及相应的侧立面可以忽略,故本发明中载物平台的第一侧和第二侧仅考虑上下两方,因而,当第一点光源220和超远心镜头210设置在载物平台240的上方时,第二点光源230就设置在载
物平台240的下方。为保证第二点光源的有效照明,优选地,所述载物平台240为透明平台。
57.进一步地,所述超远心镜头210具有负心212,所述负心212相对于所述载物平台240的第一侧表面241的镜像点与所述第一点光源220的中心的空间距离不超过第一误差范围。更优选地,所述负心212相对于所述载物平台240的一个垂直面242的镜像点与所述第二点光源230的中心的空间距离不超过第一误差范围。与图1的实施例类似,当超远心镜头在载物平台上方时,其负心通常在载物平台下方,第一点光源220的中心优选与该负心关于载物平台的第一侧表面(上表面)对称(即点光源中心与负心镜像点重合);第二点光源230的中心优选与该负心关于载物平台的一个垂直面(可理解为假设的工件侧面)对称。通过这种镜头与点光源的对应设置方式,可使得点光源发出的光经载物平台上表面反射后可有效进入超远心镜头中,从而确保得到清晰稳定的成像。点光源的中心的概念同前述实施例,与图1的实施例类似,点光源中心与镜像点重合的形式仅仅是最优选的实施方式,事实上两点的空间距离具有一定的偏差也同样可解决问题,通常偏差不超过第一误差范围即可。此处第一误差范围根据成像和/或检测的精度要求而定,一般为40mm以内(或,所述镜头负心到所述超远心镜头前端距离的30%以内,更具体的,所述镜头负心到所述超远心镜头前端距离指的是所述镜头负心到所述超远心镜头的物测第一个透镜表面中点的距离);对于精度要求高的场景,也可以是30mm、20mm、甚至10mm以内(或,所述镜头负心到所述超远心镜头前端距离的22%、15%、甚至7%以内)。
58.在本发明的一些实施例中,所述第一点光源220和/或第二点光源230具有两个以上不同颜色区。更优选地,所述第一点光源220和/或第二点光源230具有呈y形分布的三个不同颜色区。在一些实施例中,所述第一点光源220和/或第二点光源230由显示设备产生。在一些实施例中,所述第一点光源220具有中心点o以及边界点b,对于所述载物平台240的第一侧表面上在所述超远心镜头视野内的任一点p,有角度∠opb不大于12度。
59.在这些实施例中,点光源的设置方式与图1的相关实施例类似,具体的原理、逻辑和功效也基本类似,均可参照图1实施例的说明来理解,此处不再重复描述。但是需要说明的是,由于图3的实施例以载物平台作为参考,与事实上的待成像平面(工件表面)仍有一定的差异,因而肯定会产生一些误差,故对成像的精度可能会有一些影响。通常情况下,对于厚度不超过30mm的工件,图3的实施例可保证获得理想的成像效果。又或者,在精度要求不太高的场景中,图3的实施例已可解决相关技术问题;当精度要求高时,也可在图3实施例的基础上进一步微调超远心镜头和/或点光源的位置(比如根据待检测的工件调整成图1实施例的形式),以获得更理想的成像效果。
60.本领域相关技术人员应当理解,图1或图3的优选实施方式仅仅是一种示例,在本发明的技术方案中,第一点光源和/或第二点光源的位置关系只要保证一定的照明范围有效落入超远心镜头的视野范围内即可,因而此处图1或图3的优选实施方式不应视作对本发明具体实现的限制。
61.在本发明的优选实施例中,如图5所示,还提供一种图像采集装置,包括:图像传感器560和如前所述的成像系统,其中,所述图像传感器560用于采集所述超远心镜头510输出的光学图像。优选地,所述图像传感器560的靶面相对于所述超远心镜头510的镜头光轴511倾斜设置(561处所示)。通常情况下,图像传感器的感光面器件为cmos(complementary metal oxide semiconductor,互补金属氧化物半导体)或ccd(charge coupled device,电
荷耦合器件)元件,故此处所述图像传感器的靶面优选指cmos靶面或ccd靶面。通过传感器相对于镜头光轴的倾斜设置,可使得工件缺陷处的几何偏差在采集图像中有更大更清楚的形变,则缺陷处的光线差异能得到更好的体现,进一步提升系统对工件缺陷的检测能力。其中,倾斜设置时,对于图像传感器/相机560靶面的法线相对于镜头光轴511的夹角t',有tan(t')=m tan(t);t为镜头光轴511相对于载物平台540法线的夹角,m为镜头放大倍率,具体地,指镜头光轴511与载物平台540(或与工件上表面/第一待成像平面550)的交点位置的镜头放大倍率。当然,由于高阶像差的存在,上述倾斜角度t'可能存在1
°
~2
°
以内的偏差。
62.进一步地,在本发明的一个实施例中,还提供了一种高精度的成像方法,使用如前所述的成像系统来获得待检测物品的多个表面的图像。
63.再一步地,在本发明的一个实施例中,还提供了一种检测设备,包括载物平台、图像采集装置(可以是图5实施例的倾斜设置形式)、图像识别装置和如前所述的成像系统;其中,所述载物平台上可承载待测物品并将所述待测物品动态移入或移出所述镜头的视野范围;所述成像系统用于向所述待测物品投射光线并通过所述镜头输出光学图像;所述图像采集装置用于采集所述光学图像;所述图像识别装置用于对采集的所述光学图像进行识别,以检测所述待测物品的缺陷情况。优选地,检测所述待测物品的缺陷情况指:检测所述待检测物品是否存在缺陷,当存在缺陷时,进一步还可检测缺陷的位置和/或类型。
64.本领域相关技术人员应当理解,本发明权利要求书及说明书的各实施例中虽然给出了各种位置关系,但其仅仅是优选实施方式的示例,不应视作对本发明技术方案具体实施方式的限制。典型地,示例的各种位置关系的主体可以是客观主体,也可以通过平面镜或其他可行方式构建虚像,使得各种位置关系的主体是客观主体的虚像。本领域相关技术人员可在不需要创造性劳动的情况下对示例的各种位置关系及其主体进行各种转换,上述转换的结果应视为仍在本发明所声明的权利要求保护范围之内。
65.综上所述,本发明实施例提供了一种高精度的成像系统、方法、图像采集装置和检测设备,通过超远心镜头和点光源的一体化对应设置,有效提升了成像的一致性,可获得高精度且稳定的工件图像。更具体地,本发明的优选实施例中,提升了待测零件在镜头视野中的成像一致性,成像系统中对发光区域的形状和/或颜色的设置可进一步提升缺陷的成像效果进一步消除了影响成像稳定性的照明和成像系统的缺陷,保证了机器视觉动态检测的更好实现。
66.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1