一种双头一字销对称度测量装置及测量方法与流程
1.本发明涉及高速动车组、城轨、机车等轨道交通技术领域,尤其涉及一种双头一字销对称度测量装置及测量方法。
背景技术:
2.现有进行轮装制动盘定位销对称度批量测量时候,现有测量方式通常将待测双头一字销100放置在v型块200上见图1,使待测双头一字销100的圆柱面101与v型块200的前端支撑面201和后端支撑面202相切,然后使用三坐标探头在待测双头一字销100的圆柱面101、前端一字销面103和后端一字销面102连续采点,测量并计算前端一字销面103和后端一字销面102相对圆柱面101的对称度。
3.以上测量方式检测存在如下问题:
4.1、三坐标测量方式检测效率低,且需具备三坐标检测能力,无法实现生产现场快速批量生产。
5.2、待测双头一字销100的圆柱面101部分区域被v型块200的前端支撑面201和后端支撑面202遮挡,影响对称度检测结果。
技术实现要素:
6.为解决现有技术的缺点和不足,提供一种双头一字销对称度测量装置及测量方法,可以实现双头一字销对称度的快速测量,适用性广并且避免了三坐标测量方案由于v型块遮挡导致的数据采集不全的问题。
7.为实现本发明目的而提供的一种双头一字销对称度测量装置及测量方法,包括有测量工作台以及顶尖安装座,所述测量工作台上开设有燕尾槽,所述顶尖安装座滑动设置在所述燕尾槽内,所述顶尖安装座通过行程调节螺钉固定在燕尾槽内,所述顶尖安装座内设置有用以夹紧双头一字销的活动顶尖,所述测量工作台上磁力吸附有磁力表座,所述磁力表座上通过调节杆设置有百分表。
8.作为上述方案的进一步改进,所述顶尖安装座内通过深沟球轴承压装所述活动顶尖,所述顶尖安装座通过内设的台阶和轴承压板固定所述深沟球轴承的外圈,通过活动顶尖上的台阶固定深沟球轴承的内圈。
9.一种双头一字销对称度测量装置的测量方法,包括有如下步骤:
10.步骤一:所述双头一字销通过活动顶尖支撑双头一字销的一字销顶尖孔;活动顶尖安装在顶尖安装座上,其可根据不同双头一字销的长度,沿测量工作台上开设的燕尾槽滑动,确定夹紧后,通过顶尖安装座上的行程调节螺钉进行位置固定,实现不同型号双头一字销的对称度测量;活动顶尖压装在深沟球轴承上,通过顶尖安装座上内设的台阶和轴承压板固定深沟球轴承的外圈,通过活动顶尖上的台阶固定深沟球轴承的内圈,从而对整个深沟球轴承进行固定;
11.步骤二:所述百分表通过调节杆固定在磁力表座上,实现百分表6个自由度的活
动;磁力表座固定在测量工作台的工作台测量平面上,可实现百分表与燕尾槽平行或垂直的方向移动,实现对双头一字销的一字销平面和一字销圆柱面跳动值测量;
12.步骤三:通过调节百分表位置,将百分表的测量头与双头一字销的一字销圆柱面接触并调零,沿圆周方向转动双头一字销,记录百分表转动一周过程中的跳动最小值及最大值,计算其相对理论轴心的偏心量;
13.步骤四:一字销圆柱面测量完毕后,调整一字销平面与工作台测量平面平行,将百分表测量头移动至与其中一个一字销平面接触并调零,移动磁力表座沿燕尾槽平行或垂直的方向移动,记录移动过程中的跳动最小值及最大值;将百分表测量头移动至与其同一侧的一字销平面接触并调零,记录移动过程中的跳动最小值及最大值;采用相同的方法,测量上侧的两个一字销平面的跳动最小值及最大值;通过数据对比,计算其相对理论轴线的偏心量;
14.步骤五:通过对比步骤三和步骤四的计算结果,计算出双头一字销对称度。
15.本发明的有益效果是:
16.与现有技术相比,本发明提供的一种双头一字销对称度测量装置及测量方法具体有如下优点:
17.1.测量效率高,通过测量一字销平面和一字销圆柱面跳动值的变化,实现双头一字销对称度的快速测量;
18.2.适用性广,通过调节顶尖安装座行程,可实现不同长度及直径系列的双头一字销对称度测量;
19.3.测量误差小,通过转动活动顶尖,可采集一字销圆柱面和一字销平面的所有数据,避免了三坐标测量方案由于v型块遮挡导致的数据采集不全的问题。
附图说明
20.以下结合附图对本发明的具体实施方式作进一步的详细说明,其中:
21.图1为现有双头十字销三坐标测量方案示意图;
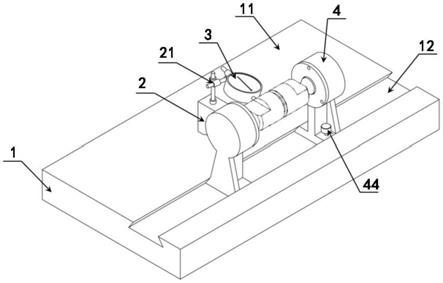
22.图2为本发明的立体图;
23.图3为本发明的正视剖视图。
24.100.待测双头一字销、200.v型块、101.圆柱面、102.后端一字销面、103.前端一字销面、201.前端支撑面、202.后端支撑面、1.测量工作台、11.工作台测量平面、12.燕尾槽、2.磁力表座、21.调节杆、3.百分表、4.顶尖安装座、41.深沟球轴承、42.轴承压板、43.活动顶尖、44.行程调节螺钉、5.双头一字销、51.一字销平面、52.一字销圆柱面、53.一字销顶尖孔。
具体实施方式
25.如图1所示为现有双头十字销三坐标测量方案示意图,如图2-3所示,为本发明的结构示意图,本发明实现过程如下所示:
26.步骤一:所述双头一字销5通过活动顶尖43支撑双头一字销5的一字销顶尖孔53;活动顶尖43安装在顶尖安装座4上,其可根据不同双头一字销5的长度,沿测量工作台1上开设的燕尾槽12滑动,确定夹紧后,通过顶尖安装座4上的行程调节螺钉44进行位置固定,实
现不同型号双头一字销5的对称度测量;活动顶尖43压装在深沟球轴承41上,通过顶尖安装座4上内设的台阶和轴承压板42固定深沟球轴承41的外圈,通过活动顶尖43上的台阶固定深沟球轴承41的内圈,从而对整个深沟球轴承41进行固定;
27.步骤二:所述百分表3通过调节杆21固定在磁力表座2上,实现百分表3的6个自由度的活动;磁力表座2固定在测量工作台1的工作台测量平面上,可实现百分表3与燕尾槽12平行或垂直的方向移动,实现对双头一字销5的一字销平面51和一字销圆柱面52跳动值测量;
28.步骤三:通过调节百分表3位置,将百分表3的测量头与双头一字销5的一字销圆柱面52接触并调零,沿圆周方向转动双头一字销5,记录百分表3转动一周过程中的跳动最小值及最大值,计算其相对理论轴心的偏心量;
29.步骤四:一字销圆柱面52测量完毕后,调整一字销平面51与工作台测量平面平行,将百分表3测量头移动至与其中一个一字销平面51接触并调零,移动磁力表座2沿燕尾槽12平行或垂直的方向移动,记录移动过程中的跳动最小值及最大值;将百分表3测量头移动至与其同一侧的一字销平面51接触并调零,记录移动过程中的跳动最小值及最大值;采用相同的方法,测量上侧的两个一字销平面51的跳动最小值及最大值;通过数据对比,计算其相对理论轴线的偏心量;
30.步骤五:通过对比步骤三和步骤四的计算结果,计算出双头一字销5对称度。
31.以上实施例不局限于该实施例自身的技术方案,实施例之间可以相互结合成新的实施例。以上实施例仅用以说明本发明的技术方案而并非对其进行限制,凡未脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在本发明技术方案的范围内。
技术特征:
1.一种双头一字销对称度测量装置,其特征在于:包括有测量工作台以及顶尖安装座,所述测量工作台上开设有燕尾槽,所述顶尖安装座滑动设置在所述燕尾槽内,所述顶尖安装座通过行程调节螺钉固定在燕尾槽内,所述顶尖安装座内设置有用以夹紧双头一字销的活动顶尖,所述测量工作台上磁力吸附有磁力表座,所述磁力表座上通过调节杆设置有百分表。2.根据权利要求1所述的一种双头一字销对称度测量装置,其特征在于:所述顶尖安装座内通过深沟球轴承压装所述活动顶尖,所述顶尖安装座通过内设的台阶和轴承压板固定所述深沟球轴承的外圈,通过活动顶尖上的台阶固定深沟球轴承的内圈。3.根据权利要求1或2所述的一种双头一字销对称度测量装置的测量方法,其特征在于:包括有如下步骤:步骤一:所述双头一字销通过活动顶尖支撑双头一字销的一字销顶尖孔;活动顶尖安装在顶尖安装座上,其可根据不同双头一字销的长度,沿测量工作台上开设的燕尾槽滑动,确定夹紧后,通过顶尖安装座上的行程调节螺钉进行位置固定,实现不同型号双头一字销的对称度测量;活动顶尖压装在深沟球轴承上,通过顶尖安装座上内设的台阶和轴承压板固定深沟球轴承的外圈,通过活动顶尖上的台阶固定深沟球轴承的内圈,从而对整个深沟球轴承进行固定;步骤二:所述百分表通过调节杆固定在磁力表座上,实现百分表6个自由度的活动;磁力表座固定在测量工作台的工作台测量平面上,可实现百分表与燕尾槽平行或垂直的方向移动,实现对双头一字销的一字销平面和一字销圆柱面跳动值测量;步骤三:通过调节百分表位置,将百分表的测量头与双头一字销的一字销圆柱面接触并调零,沿圆周方向转动双头一字销,记录百分表转动一周过程中的跳动最小值及最大值,计算其相对理论轴心的偏心量;步骤四:一字销圆柱面测量完毕后,调整一字销平面与工作台测量平面平行,将百分表测量头移动至与其中一个一字销平面接触并调零,移动磁力表座沿燕尾槽平行或垂直的方向移动,记录移动过程中的跳动最小值及最大值;将百分表测量头移动至与其同一侧的一字销平面接触并调零,记录移动过程中的跳动最小值及最大值;采用相同的方法,测量上侧的两个一字销平面的跳动最小值及最大值;通过数据对比,计算其相对理论轴线的偏心量;步骤五:通过对比步骤三和步骤四的计算结果,计算出双头一字销对称度。
技术总结
本发明公开了一种双头一字销对称度测量装置及测量方法,包括有测量工作台以及顶尖安装座,所述测量工作台上开设有燕尾槽,所述顶尖安装座滑动设置在所述燕尾槽内,所述顶尖安装座通过行程调节螺钉固定在燕尾槽内,所述顶尖安装座内设置有用以夹紧双头一字销的活动顶尖,所述测量工作台上磁力吸附有磁力表座,所述磁力表座上通过调节杆设置有百分表。本发明提供的一种双头一字销对称度测量装置及测量方法,可以实现双头一字销对称度的快速测量,适用性广并且避免了三坐标测量方案由于V型块遮挡导致的数据采集不全的问题。型块遮挡导致的数据采集不全的问题。型块遮挡导致的数据采集不全的问题。
技术研发人员:茹磊磊 苏斌 刘昊 霍锋锋 王锐 郭亮 郭心远 赵京贝
受保护的技术使用者:智奇铁路设备有限公司
技术研发日:2021.12.01
技术公布日:2022/3/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1