自主移动式比对量测系统及其应用方法与流程
本发明涉及一种量测装置,尤指一种自动化移动的自主移动式比对量测系统。
背景技术:
1、现有技术的自动化加工生产线,在针对工件的尺寸检测方面,仍需借由人工的方式进行检测,而人工检测的方式主要是借由桌上式的自动量测仪或行动手控自动量测仪,故通常都以定点量测或人力搬载仪器的方式作业。
2、然而,前述的检测方式整体机动性不佳,且量测方式为采用线上的人员抽检,因为检测需耗费时间等待,故当遇到工件经检验后发现有不合格的情形发生时,将会使得生产线需暂停,此过程所浪费的加工成本及时间将会相当庞大;因此,针对前述以人力对工件进行检测的方式,实有待加以改进的必要。
技术实现思路
1、有鉴于现有技术的不足,本发明提供一种自主移动式比对量测系统及其应用方法,其借由自动导引车搭载平衡调整装置及自动量测仪,达到自动化移动及量测工件尺寸的目的。
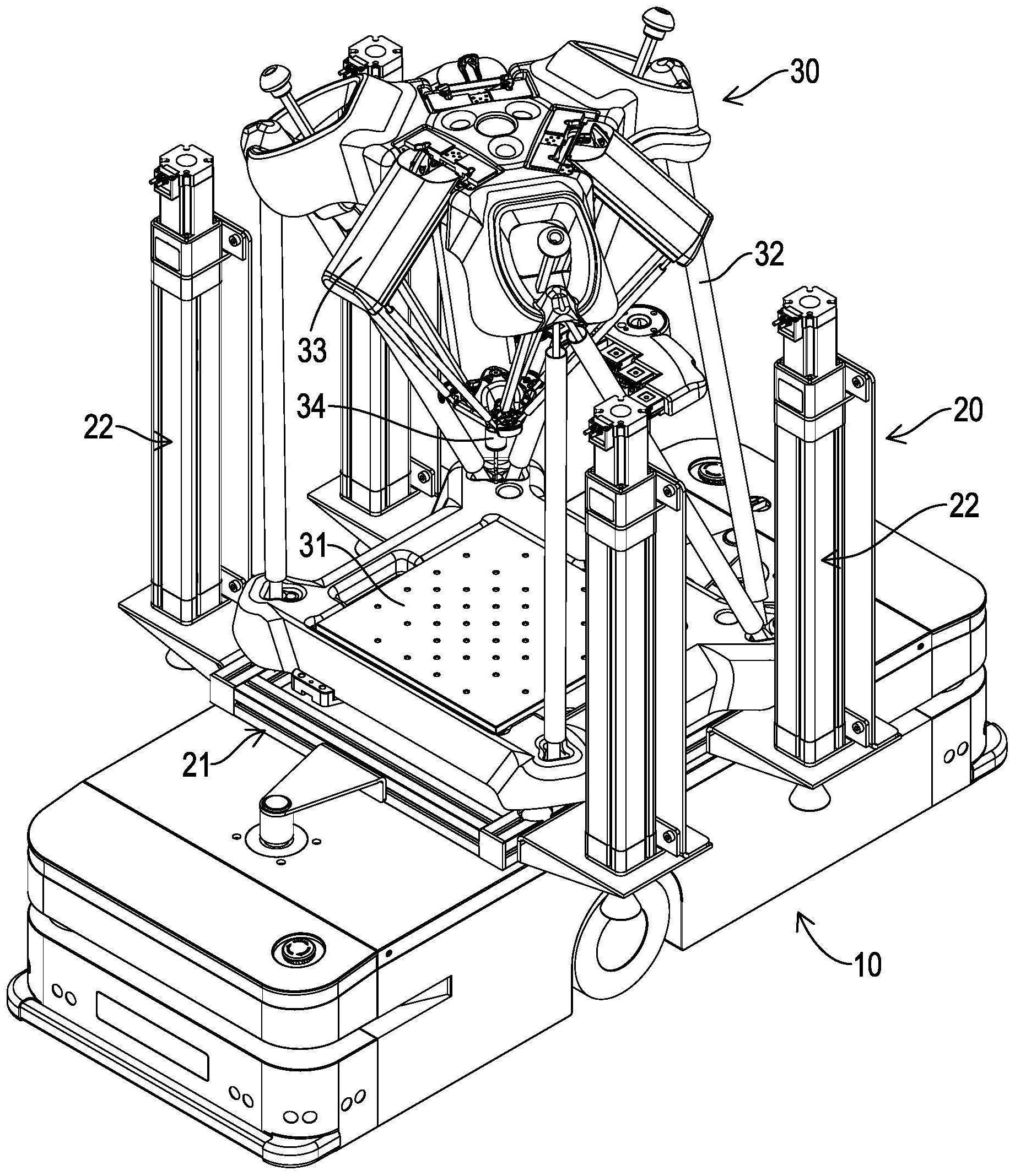
2、为达上述的发明目的,本发明所采用的技术手段为设计一种自主移动式比对量测系统,其包含:
3、一自动导引车,其具有一顶面及相对二侧面,该顶面位于该二侧面之间;
4、一平衡调整装置,其包含一固定架及多个支腿,该固定架固设于该顶面,各该支腿的一端组装于该固定架且位于该自动导引车的各该侧面;
5、一自动量测仪,其具有一平台,该自动量测仪以该平台设置于该固定架上。
6、为达到上述的发明目的,本发明进一步提供一种自主移动式比对量测系统的应用方法,其操作步骤为:
7、自动导引车移动至加工站;
8、放置工件于平台上;
9、以平衡调整装置将平台调整成为水平状态;
10、运用自动量测仪对工件进行量测;
11、收集量测后的数据并发送至加工站。
12、进一步而言,所述的自主移动式比对量测系统,其中该固定架包含一框体及多个支座,该框体贴靠于该自动导引车的该顶面,该平台固设于该框体上,各该支座间隔固设于框体的外侧面,每一支腿具有一固定部、一延伸部及一控制部,每一该固定部固设于每一该支座,该延伸部的一端连接该固定部,该控制部连接该固定部的另一端且可控制该延伸部相对于该固定部移动。
13、进一步而言,所述的自主移动式比对量测系统,其中每一该支座进一步包含一底板及一立板,该底板贯穿有一穿孔,该立板的一端固设于该底板上,该底板的一端面固设于该固定架,每一该支腿的该固定部固设于每一该立板,每一该延伸部穿设于每一该穿孔。
14、进一步而言,所述的自主移动式比对量测系统,其中该自动量测仪为多功能检具系统,其进一步包含多个支架、多个控制臂及一量测探针,各该支架的一端连接于该平台上,各该控制臂的一端与各该支架的另一端相连接,各该控制臂的另一端连接该量测探针。
15、本发明的优点在于,整体量测过程借由搭载自动量测仪的自动导引车移动至各加工站完成,除了具有自动化、高机动性、量测高精度、节省人力及时间的功效外,亦可节省现有技术以人工抽检量测工件尺寸时需等待的时间,避免当检验确认尺寸不合,等待检验时间所持续加工生产尺寸规格不符合规定的产品的浪费,并且因为可即时回馈量测数据,故当检验出生产尺寸不合规定的产品时,可立即停机改善以节省成本。
技术特征:
1.一种自主移动式比对量测系统,其特征在于,包含:
2.如权利要求1所述的自主移动式比对量测系统,其特征在于,该固定架包含一框体及多个支座,该框体贴靠于该自动导引车的该顶面,该平台固设于该框体上,各该支座间隔固设于框体的外侧面,每一支腿具有一固定部、一延伸部及一控制部,每一该固定部固设于每一该支座,该延伸部的一端连接该固定部,该控制部连接该固定部的另一端且可控制该延伸部相对于该固定部移动。
3.如权利要求2所述的自主移动式比对量测系统,其特征在于,每一该支座进一步包含一底板及一立板,该底板贯穿有一穿孔,该立板的一端固设于该底板上,该底板的一端面固设于该固定架,每一该支腿的该固定部固设于每一该立板,每一该延伸部穿设于每一该穿孔。
4.如权利要求1至3中任一项所述的自主移动式比对量测系统,其特征在于,该自动量测仪为多功能检具系统,其进一步包含多个支架、多个控制臂及一量测探针,各该支架的一端连接于该平台上,各该控制臂的一端与各该支架的另一端相连接,各该控制臂的另一端连接该量测探针。
5.一种自主移动式比对量测系统的应用方法,其特征在于,其应用于权利要求1至4中任一项的自主移动式比对量测系统,其作业步骤为:
技术总结
本发明公开一种自主移动式比对量测系统及其应用方法,其包含一自动导引车;一平衡调整装置,其包含一固定架及多个支腿,固定架固设于自动导引车,各支腿的一端组装于固定架且位于自动导引车的相对二侧面;一自动量测仪,其设置于固定架上;整体量测过程借由搭载自动量测仪的自动导引车移动至各加工站完成,除了具有自动化、高机动性、量测高精度改善人工量测产生的误差、节省人力的功效外,亦可节省现有技术以人工抽检量测工件尺寸时需等待的时间,避免当检验确认尺寸不合,等待检验时间所持续加工生产尺寸规格不符合规定的产品的浪费。
技术研发人员:黄晧伦,邱垂铵,陈元白
受保护的技术使用者:达详自动化股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!