一种弹簧式稳压器安全阀波纹管寿命鉴定试验工装的制作方法
1.本技术涉及波纹管寿命测试的技术领域,尤其是涉及一种弹簧式稳压器安全阀波纹管寿命鉴定试验工装。
背景技术:
2.弹簧式稳压器安全阀是压水堆核电站一回路最后一道安全保护屏障。波纹管是弹簧式稳压器安全阀中一个关键的零部件,其本体及焊缝部位需要承受阀体内腔工况压力及温度,波纹管在阀门开启和关闭过程中压缩量在不断变化,可能使用一定次数后会造成波纹管及其焊缝产生断裂、开缝等使其密封特性失效的状况。所以波纹管对阀门的性能影响很大。
3.因此在弹簧式稳压器安全阀研制过程中,要对波纹管进行鉴定。在弹簧式稳压器安全阀的寿期内,波纹管要承受3000-5000次的工作循环。目前波纹管寿命鉴定试验一般是在常温带外压或不带外压下进行的,测出的波纹管的寿命不准确。
技术实现要素:
4.为了在模拟实际工况的情况下对波纹管进行寿命检测,更加准确地测量出波纹管的寿命,本技术提供一种弹簧式稳压器安全阀波纹管寿命鉴定试验。
5.本技术提供的一种弹簧式稳压器安全阀波纹管寿命鉴定试验工装采用如下的技术方案:一种弹簧式稳压器安全阀波纹管寿命鉴定试验工装,包括缸体和与缸体顶端侧壁固定的安装板,所述缸体内设置有波纹管,所述缸体的底端侧壁上固定有进气管,所述进气管上安装有第一调节阀和压力传感器,所述缸体的底端侧壁上固定有排气管,所述排气管上安装有第二调节阀,所述缸体的底部安装有温度传感器;所述波纹管的顶端固定有环衬板,所述波纹管的底端固定有波纹管衬圈,所述波纹管衬圈底部固定有波纹管堵头;所述安装板的上方设置有盖板,所述环衬板夹在所述盖板与安装板之间,所述盖板上设置有多个第一螺柱,所述第一螺柱贯穿所述盖板和所述安装板,所述盖板上方设置有与第一螺柱螺纹连接的第一螺母,所述安装板下方也设置有与第一螺柱螺纹连接的第一螺母,所述盖板的上方设置有气缸,所述气缸的活塞杆与所述波纹管堵头连接。
6.通过采用上述技术方案,对波纹管进行试验时,将波纹管放入到缸体内,使环衬板夹在盖板和安装板之间,打开第一调节阀,将第二调节阀微开启,然后向进气管中通入蒸汽,对缸体内进行加温和加压,观察温度传感器,当缸体内的温度达到试验温度后,关闭第二调节阀,对内部试验介质加压,当压力达到试验压力后,启动气缸,气缸的活塞杆带动波纹管堵头做往复移动,波纹管堵头带动波纹管做往复移动,从而在模拟实际工况的情况下对波纹管进行寿命检测,更加准确地测量出波纹管的寿命。此工装的试验介质可为各类气体及蒸汽,覆盖面较广。
7.可选的,所述缸体内设置有导向套,所述导向套顶端固定有位于所述安装板和所述盖板之间的夹板,所述夹板上开设有容纳槽,所述环衬板位于容纳槽中,所述波纹管堵头的底端侧壁与所述导向套的内壁接触。
8.通过采用上述技术方案,当气缸推动波纹管堵头往复移动时,波纹管堵头沿着导向套的内壁移动,导向套对波纹管往复移动起到导向的作用,有效地减小了波纹管运动时产生轴向位移的可能性。每个波纹管对应一个导向套,夹板被夹在安装板和盖板之间,当需要对导向套进行更换时,拧下盖板上的第一螺母和第二螺母,取下盖板,换上新的导向套,方便对导向套进行拆卸和安装。
9.可选的,所述缸体的顶面上开设有安装槽,所述安装槽内设置有第一垫片,所述第一垫片与所述夹板的底端接触,所述容纳槽内设置有第二垫片,所述第二垫片与所述容纳槽的槽壁接触,所述环衬板位于所述第二垫片的上方。
10.通过采用上述技术方案,第一垫片增加了夹板与导向套之间的密封性,第二垫片增加了导向套与环衬板之间的密封性,从而减小了缸体内波纹管的加热时间。
11.可选的,所述导向套的侧壁上开设有多个通气孔。
12.通过采用上述技术方案,对缸体内通入蒸汽时,蒸汽经过通气孔能够进入到导向套内部,从而平衡了导向套内外的压力差,减小了纹管堵头与导向套的活塞效应。
13.可选的,所述盖板上方设置有气缸固定板,所述安装板上设置有多个第二螺柱,所述第二螺柱贯穿安装板、盖板和气缸固定板,所述盖板上设置有与第二螺柱螺纹连接的第三螺母,所述安装板的下方也设置有与第二螺柱螺纹连接的第三螺母,所述气缸固定板的上方和下方均设置有与第二螺柱螺纹连接的第二螺母,所述气缸固定在气缸固定板上。
14.通过采用上述技术方案,盖板上设置有与第二螺柱螺纹连接的第二螺母,安装板的下方也设置有与第二螺柱螺纹连接的第二螺母,第二螺柱和第二螺母的连接进一步增加了盖板和安装板的稳定性。
15.可选的,所述气缸固定板的下方设置有限位板,所述气缸的活塞杆贯穿所述气缸固定板并固定有推杆,所述推杆与所述限位板螺纹连接,所述限位板上设置有多个螺栓,所述螺栓贯穿所述限位板和所述气缸固定板,所述螺栓的螺栓头位与所述限位板的下方并与限位板接触,所述气缸固定板的上方和下方均设置有与所述螺栓螺纹连接的第四螺母。
16.通过采用上述技术方案,限位板相对气缸固定板的距离能够调节从而调节波纹管的位移行程量。对波纹管的行程量进行增加时,拧动第四螺母,将第四螺母向上拧动,调节螺栓的螺栓头与气缸固定板之间的距离增加,当气缸的活塞杆顶出时,限位板与螺栓的螺栓头接触,限位板与气缸固定板之间的距离增加,当限位板与螺栓的螺栓头接触时,为波纹管的下沿限位,气缸壁的顶壁为上沿限位。
17.可选的,所述推杆与所述波纹管堵头之间设置有万向节组件,所述万向节组件包括第一连接轴、第二连接轴和接头,所述推杆远离所述气缸的一端插入到所述第二连接轴内并与第二连接轴螺纹连接,所述第二连接轴与接头铰接,所述第一连接轴与接头远离第二连接轴的一端铰接,所述第一连接轴远离所述接头的一端插入到所述波纹管堵头内并与波纹管堵头螺纹连接。
18.通过采用上述技术方案,万向节组件位于推杆与波纹管之间,增加了推杆与波纹管之间的距离,使气缸远离热态区域,对气缸起到保护的作用。万向节组件能够增加了气缸
运动时的直线度。
19.可选的,所述缸体的底端开设有安装孔,所述温度传感器与安装孔螺纹连接。
20.通过采用上述技术方案,对波纹管做完试验后,缸体内会存有水或其余的杂质,将温度传感器卸下,水或其余杂质会从安装孔排出。
21.可选的,所述气缸的气源上安装有自动电磁切换阀,所述自动电磁切换阀的一侧设置有计数控制箱,所述自动电磁切换阀与计数控制箱连接。
22.通过采用上述技术方案,试验过程中计数控制箱控制自动电磁切换阀驱动气缸往复移动并计数,与人工计数寿命试验相比,劳动强度降低。
23.综上所述,本技术包括以下至少一种有益技术效果:1.在模拟实际工况的情况下对波纹管进行寿命检测,更加准确地测量出波纹管的寿命;2.波纹管堵头沿着导向套的内壁移动,导向套对波纹管往复移动起到导向的作用,有效地减小了波纹管运动时产生轴向位移的可能性;3.此工装能够模拟实际工况调整波纹管位移行程量;4.万向节组件能够增加了气缸运动时的直线度并且使气缸远离热态区域,对气缸起到保护的作用。
附图说明
24.图1是体现本技术的整体结构示意图。
25.图2是体现本技术结构的俯视图。
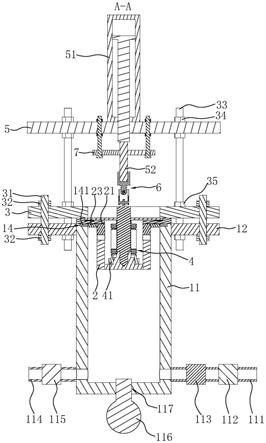
26.图3是体现图2中a-a的剖视图。
27.图4是体现本技术中万向节组件和第二垫片的示意图。
28.附图标记说明:1、缸体组合件;11、缸体;111、进气管;112、第一调节阀;113、压力传感器;114、排气管;115、第二调节阀;116、温度传感器;117、安装孔;12、安装板;13、试验台架;14、安装槽;141、第一垫片;2、导向套;21、夹板;211、容纳槽;212、第二垫片;22、通气孔;23、限位块;3、盖板;31、第一螺柱;32、第一螺母;33、第二螺柱;34、第二螺母;35、第三螺母;4、波纹管组件;41、波纹管衬圈;42、波纹管;43、环衬板;44、波纹管堵头;5、气缸固定板;51、气缸;52、推杆;6、万向节组件;61、第一连接轴;62、第二连接轴;63、接头;64、第一销轴;65、第二销轴;7、限位板;71、螺栓;72、第四螺母。
具体实施方式
29.以下结合附图1-4对本技术作进一步详细说明。
30.本技术实施例公开一种弹簧式稳压器安全阀波纹管寿命鉴定试验工装。参照图1,弹簧式稳压器安全阀波纹管寿命鉴定试验工装包括缸体组合件1和试验台架13,缸体组合件1包括缸体11和安装板12,安装板12与缸体11的顶端外壁焊接固定,安装板12的顶面与缸体11的顶面平齐。缸体11的外壁固定在试验台架13上,安装板12位于试验台架13的上方。
31.参照图2和图3,缸体11内设置有导向套2,导向套2内安装有波纹管组件4。导向套2的顶端固定有夹板21,导向套2与夹板21一体成型,安装板12上方设置有盖板3,将导向套2放入缸体11内后,夹板21位于盖板3与安装板12之间。安装板12上方设置有气缸固定板5,气
缸固定板5上方固定有气缸51,气缸51的活塞杆能够驱动波纹管42进行拉伸试验。
32.气缸51的气源上安装有自动电磁切换阀,自动电磁切换阀与计数控制箱连接(自动电磁切换阀与计数控制箱图中未画出)。试验过程中计数控制箱控制自动电磁切换阀驱动气缸51往复运动同时计数。通过计数控制箱进行计数,与人工计数相比,劳动强度大大降低。
33.缸体11的底端侧壁上固定有进气管111,进气管111上安装有第一调节阀112,进气管111上还安装有压力传感器113。缸体11的底端侧壁远离进气管111的一侧固定有排气管114,排气管114上安装有第二调节阀115。缸体11的底部设置有温度传感器116,缸体11的底部上开设有安装孔117,安装孔117的孔壁上开设有螺纹,温度传感器116与安装孔117螺纹连接。温度传感器116能够对缸体11内的温度进行检测。
34.做试验时,打开第一调节阀112,将第二调节阀115微开启,对进气管111内通入高温介质(例如蒸汽),对缸体11内加温和加压。同理,可以对进气管111中输入低温试验介质,用于被测波纹管42降温用冷热交变试验。此工装冷态、热态及冷热交变试验给予一体化,此工装试验介质可为各类气体及蒸汽。
35.缸体11内部达到试验温度后,关闭第二调节阀115,气缸51往复运动,驱动波纹管42做拉伸试验。
36.在做试验后需要将温度传感器116拧下,缸体11内存留的一些水和杂质会从安装孔117中排出,杂质排出后再将温度传感器116安装在缸体11的底部。
37.盖板3与安装板12均为圆柱形板,盖板3与安装板12的直径相同。盖板3与安装板12上贯穿有四个第一螺柱31,四个第一螺柱31沿着盖板3的圆周方向均匀设置。盖板3的上方设置有与第一螺柱31螺纹连接的第一螺母32,第一螺母32抵紧盖板3的上表面;安装板12的下方也设置有与第一螺柱31螺纹连接的第一螺母32,此第一螺母32抵紧安装板12的下表面。安装板12和盖板3通过第一螺柱31和第一螺母32固定。
38.参照图3和图4,导向套2的外壁与缸体11的内壁存在间隙,为了使导向套2不发生左右方向的偏移,导向套2顶端侧壁上固定有限位块23,限位块23与夹板21固定,限位块23远离导向套2的一侧与缸体11的内壁抵接,限位块23与导向套2一体成型。
39.缸体11的顶面上开设有圆周方向设置的安装槽14,安装槽14上安装有第一垫片141,第一垫片141为环形垫片,第一垫片141与限位块23接触,第一垫片141增加了导向套2与缸体11之间的密封性。
40.波纹管组件4包括波纹管衬圈41、波纹管42和环衬板43,波纹管42的底端与波纹管衬圈41固定连接,波纹管42的顶端与环衬板43固定连接。波纹管衬圈41远离波纹管42的一侧连接有波纹管堵头44,波纹管衬圈41与波纹管堵头44焊接固定。波纹管堵头44的底端侧壁与导向套2的内壁接触。
41.夹板21的顶面上开设有容纳槽211,环衬板43位于容纳槽211内,容纳槽211内安装有第二垫片212,第二垫片212为环形垫片,第二垫片212与容纳槽211的槽壁接触,环衬板43位于第二垫片212的上方,第二垫片212增加了导向套2与环衬板43之间的密封性。
42.当缸体11内压力上升时,为了减小波纹管堵头44与导向套2的活塞效应,导向套2的侧壁上开设有多个通气孔22,多个通气孔22沿着导向套2的圆周方向均匀设置。每个导向套2对应一个波纹管42,由于测试的波纹管42的尺寸不同,所以需要与之配合导向套2,由上
文中可知,导向套2便于安装和替换。
43.气缸固定板5和安装板12之间设置有四个第二螺柱33,第二螺柱33与第一螺柱31间隔设置,第二螺柱33从上到下依次贯穿气缸固定板5、盖板3和安装板12。气缸固定板5的上方和下方均设置有第二螺母34,两个第二螺母34均与第二螺柱33螺纹连接。盖板3的上方设置有与第二螺柱33螺纹连接的第三螺母35,安装板12的下方设置有与第二螺柱33螺纹连接的第三螺母35。
44.参照图3和图4,气缸51的活塞杆贯穿气缸固定板5并固定连接有推杆52,推杆52上设置有螺纹。为了保证气缸51推动波纹管42时的直线度,推杆52与波纹管堵头44之间设置有万向节组件6。万向节组件6包括第一连接轴61、第二连接轴62和接头63,推杆52远离气缸51的一端插入到第二连接轴62内并与第二连接轴62螺纹连接。
45.第二连接轴62远离气缸51活塞杆的一端与接头63铰接,接头63上设置有第一销轴64,第一销轴64贯穿接头63和第二连接轴62,接头63能够沿着第一销轴64转动。
46.第一连接轴61位于接头63远离第二连接轴62的一端,第一连接轴61与接头63铰接,接头63上设置有第二销轴65,第二销轴65贯穿接头63和第一连接轴61,第一销轴64和第二销轴65的轴线方向垂直设置。第一连接轴61远离接头63的一端插入到波纹管堵头44中并与波纹管堵头44螺纹连接。
47.盖板3与气缸固定板5之间设置有限位板7,限位板7与推杆52螺纹连接,限位板7上安装有螺栓71,螺栓71的螺栓头位于限位板7的下方,螺栓71贯穿限位板7和气缸固定板5,气缸固定板5的上方和下方均设置有与螺栓71螺纹连接的第四螺母72,气缸51与气缸固定板5通过螺钉固定。
48.限位板7与气缸固定板5之间的距离能够调节,从而调节波纹管42的行程。对波纹管42进行试验前,需要先确定波纹管42的行程。当需要增加波纹管42的行程时,先松动螺栓71上的第四螺母72,将气缸固定板5上方和下方的第四螺母72向上拧动,螺栓71的螺栓头向下移动,限位板7能够向下移动。
49.当气缸51活塞杆带动推杆52移动时,推杆52带动限位板7移动,当推杆52带动限位板7向下移动时,限位板7抵接到螺栓71头的位置停止,此位置为波纹管42拉伸的下沿限位。气缸51壁的顶壁为上沿限位。
50.本技术实施例一种弹簧式稳压器安全阀波纹管寿命鉴定试验工装的实施原理为:步骤一:对波纹管42进行寿命鉴定试验时,先将缸体11固定在试验台架13上,依次向缸体11内装入第一垫片141、导向套2、第二垫片212以及波纹管组件4,装上盖板3,通过第一螺栓71和第一螺母32将盖板3和安装板12固定。
51.然后气缸51的活塞杆压缩到最底部后将气缸51固定在气缸固定板5上,将第二螺柱33安装在盖板3和安装板12上,将气缸51的固定板安装在第二螺柱33的上部,调节气缸固定板5到合适的高度。
52.之后将限位板7与推杆52螺纹连接,并穿入起到限位作用的螺栓71,调节气缸51行程至满足试验需求,并与锁紧相关紧固件。推杆52的端部依次安装第二连接轴62、接头63、第一连接轴61及销组成的万向节组件6,通过调解螺柱上的第三螺母35,使万向节组件6缓慢上下移动与被测波纹管堵头44连接。
53.步骤二:将压力源与进气管111连接,进气管111上安装压力传感器113,缸体11的
底部安装温度传感器116。
54.步骤三:将气缸51气源通过自动电磁切换阀连接于气缸51上,自动切换阀与计数控制箱连接。
55.步骤四:第二调节阀115微开启后,之后打开第一调节阀112,使缸体11内部开始加温及加压。
56.步骤五:缸体11内部达到试验温度后关闭第二调节阀115,加压内部试验介质至试验要求后开启计数控制箱。
57.步骤六:试验过程中计数控制箱控制自动电磁切换阀驱动气缸51往复运动,同时计数控制箱计数。过程中可以按试验大纲要求定数暂停试验观察被测波纹管42。同样在试验过程中观察相关感应器是否异常或工装盖板3处是否有试验介质溢出。
58.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1