一种单轨焊缝真空检测装置的制作方法
1.本实用新型涉及单轨焊缝真空检测技术领域,具体涉及一种单轨焊缝真空检测装置。
背景技术:
2.在钢结构施工中,焊接时常用的一个重要工艺,最常见的便是以焊接工艺来拼接两块钢板,焊接质量的好坏会直接影响施工的安全,因此会对焊缝质量进行检测,目前,对焊缝进行无所检测有ut探伤、射线、磁粉探伤等多种方法,对于只有单工作面的单轨焊缝的质量检测,常用的方法则是真空气密性检测。
3.真空气密性检测常用的装置包括真空罩和真空泵,真空罩由一个盖板和环形密封条组成,检测时利用真空罩覆盖待测焊缝,真空泵通过盖板上开设的检测孔来抽取真空罩内的空气,使真空罩内压强降低,再通过收集罩内的压强数据判断焊缝的气密性,若焊缝质量不达标,有细微空隙,真空罩内的压强则无法维持稳定;在实际工作中,焊缝可能会比较长,只能分段检测焊缝,但是由于需要保持良好的气密性,所使用的密封条会较宽,导致焊缝的两端都会有一小段距离无法得到检测,对于需要完全检测的一类焊缝,这样的检测显然是无法达标的,若采用其他的如红外线、超声波探伤手段来检测最后一段焊缝的质量,能够保证完全检测,却也增添了工作量,所以亟需一种能够检测焊缝端头的真空检测装置。
技术实现要素:
4.本实用新型的目的在于提供一种单轨焊缝真空检测装置,解决现有技术中较长焊缝的端头无法检测的问题。
5.本实用新型采用的技术方案如下:
6.一种单轨焊缝真空检测装置,包括真空罩,真空罩包括矩形的第一盖板和环形密封圈,环形密封圈与第一盖板的底面四周连接,环形密封圈和第一盖板形成矩形的内凹腔,第一盖板的顶面上开设用于连通内凹腔和真空泵的竖直方向的检测孔,第一盖板的顶面中间开设有竖直贯穿第一盖板的条形孔,条形孔内安装有形状与之匹配的插板,并可以通过限位机构将插板固定在条形孔的孔道内,条形孔沿平行于第一盖板宽度的方向延伸设置,检测孔位于条形孔的一侧,插板的底面上覆盖连接有一层密封条。
7.优选的,限位机构在插板的顶端对称设置两副,每一副均包括弹簧和限位杆,插板的宽度方向上的一组侧面顶端均开设水平方向的限位孔,限位杆的一端各插入一个限位孔并通过弹簧与孔底连接,限位杆的另一端均为弧形端头,条形孔长度方向上的一组内侧壁上开设有向内凹的弧形槽段,弧形槽段包括多个弧形槽,且其由靠近条形孔的上端面向其另一端面竖直排列,弧形槽的弧面长度小于弧形端头的弧面长度。
8.优选的,插板的顶面开设竖直方向的螺纹孔,螺纹孔与螺钉螺纹配合。
9.优选的,螺钉的头部为截面为圆形,且圆形截面的直径大于条形孔的宽度。
10.优选的,第一盖板的顶面上开设一组相对条形孔的轴线中心对称的观察窗,观察
窗的开口由第二盖板覆盖,第二盖板由透明材质制成。
11.优选的,插板的高度等于第一盖板的高度,密封条的厚度小于环形密封圈的厚度。
12.与现有技术相比,本实用新型的有益效果是:
13.本实用新型在保留现有真空罩结构的同时,在其中部设置一个可以移动的插板,插板的底部设置密封条,当焊缝真空检测进行到端部时,向下移动插板,并让检测孔位于焊缝的正上方,插板位于焊缝端部的外侧,使得焊缝的端头可以位于真空罩的腔体内,插板与真空罩的半部份形成一个小的密封腔室来进行真空检测,这样使得整个焊缝可以进行百分百的检测,严格执行了检测准则。
附图说明
14.图1为本实用新型单轨焊缝真空检测装置的结构示意图。
15.图2为本实用新型单轨焊缝真空检测装置的俯视图。
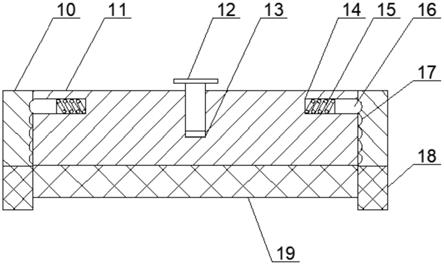
16.图3为本实用新型单轨焊缝真空检测装置的正视剖视图。
17.图4为本实用新型单轨焊缝真空检测装置的右视剖视图。
18.附图中标号说明:10第一盖板,11插板,12螺钉,13螺纹孔,14限位孔,15弹簧,16限位杆,17弧形槽,18环形密封圈,19密封条,20检测孔,21观察窗,22条形孔,23第二盖板。
具体实施方式
19.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型,即所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
20.实施例
21.参照附图3、4,本实施例提供了一种单轨焊缝真空检测装置,包括真空罩,真空罩包括矩形的第一盖板10和环形密封圈18,环形密封圈18与第一盖板10的底面四周连接,环形密封圈18和第一盖板10形成矩形的内凹腔,第一盖板10的顶面开设用于连通内凹腔和真空泵的竖直方向的检测孔20,第一盖板10的顶面中间开设有竖直贯穿第一盖板10的条形孔22,条形孔22内安装有形状与之匹配的插板11,并可以通过限位机构将插板11固定在条形孔22的孔道内,条形孔22沿平行于第一盖板10宽度的方向延伸设置,检测孔20位于条形孔22的一侧,插板11的底面上覆盖连接有一层密封条19。
22.如上实施方式,通过设置了可以上下移动的插板,插板在沿条形孔下移时,其宽度方向上的一组相对侧面分别与环形密封圈相对的内侧壁接触,利用该插板可以将真空罩内腔分割开,在焊缝检测进行到端部时,将插板下移,调整其位置到焊缝的端部外侧,检测孔调整至焊缝正上方,插板由侧面辅助配合位于焊缝上方的部分真空罩将焊缝密封;同时装置提供了限位机构用于固定插板,限位机构可以是如附图4所示的利用与弹簧连接的限位杆与限位孔配合限位的结构,也可以是在盖板外侧壁上开设螺纹孔与条形孔连通,利用螺杆旋入螺纹孔中直至其与插板抵接完成固定,进一步的还可以在插板的侧面开设若干竖直排布的水平方向的孔,螺杆可以进一步旋入该孔中完成限位固定,本领域其他的能实现上述目的的限位手段均可。
23.参照附图4,限位机构在插板11的顶端对称设置两副,每一副均包括弹簧15和限位杆16,插板11的宽度方向上的一组侧面顶端均开设水平方向的限位孔14,限位杆16的一端各插入一个限位孔14并通过弹簧15与孔底连接,限位杆16的另一端均为弧形端头,条形孔22长度方向上的一组内侧壁上开设有向内凹的弧形槽段,弧形槽段包括多个弧形槽17,且其由靠近条形孔22的上端面向其另一端面竖直排列,弧形槽17的弧面长度小于弧形端头的弧面长度;
24.如上设置限位机构,在插板上下移动的时候,弹簧推动限位杆,使其弧形端头与弧形槽的内凹面抵接,自动的完成限位固定,当想继续上/下移时,只需要增大上拉/下压插板的力,由于弧形槽的弧形面长度是小于弧形端头的弧形面长度的,限位杆的弧形端头会继续沿着弧形槽的弧面移动,并同时向限位孔内收缩,直至其移动到下一个弧形槽内。
25.参照附图3,为了便于插板的上下移动,在插板11的顶面开设竖直方向的螺纹孔13,螺纹孔与螺钉12螺纹配合,不用时螺钉可以隐藏螺纹孔中,需要时将其旋出一部分,即可作为一个把手来使用。
26.参照附图2,为了避免在推动插板向下移动时,力量过大直接将插板推离条形孔,将螺钉12的头部为截面为圆形,且该圆形截面的直径大于条形孔22的宽度,利用螺钉的头部来作为对插板下移时的限位块。
27.参照附图2,在实际的焊缝真空检测中,会利用一些专业仪器检测、收集并分析真空罩内传达出的压强数据来判断焊缝质量,但是,还有一种使用较为广泛的方法并不需要这些仪器,即预先在焊缝上浇洒适量的肥皂水,在抽取空气后,观察焊缝上的肥皂水是否产生气泡,若产生,则表明焊缝有漏焊、气孔等问题存在,为实现上述方法,在第一盖板10的顶面上开设一组相对条形孔22的轴线中心对称的观察窗21,观察窗21的开口由第二盖板23覆盖,第二盖板23由透明材质制成,第二盖板利用透明塑料、玻璃等透明的材质制成均可,利用观察窗即可观察到真空罩内的检测情况。
28.参照附图4,为了匹配尺寸,使整个装置外形美观,设置插板11的高度等于第一盖板10的高度,密封条19的厚度小于环形密封圈18的厚度,插板的上表面与盖板上表面齐平,密封条19的最底部高于环形密封圈的最底部,使其不会影响正常的焊缝检测。
29.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1