一种用于电子元器件检测的组立检查机的制作方法
1.本实用新型涉及电子开关元器件领域,具体是涉及一种用于电子元器件检测的组立检查机。
背景技术:
2.自动化(automation)是指机器设备、系统或过程(生产、管理过程)在没有人或较少人的直接参与下,按照人的要求,经过自动检测、信息处理、分析判断、操纵控制,实现预期的目标的过程。自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。
3.现代社会中,电子开关元器件有大量的使用,需要对电子开关元器件进行组装和检测。但现有的设备大多是人工加半自动组合作业,效率比较低下,也容易出现错误。为解决上述问题,有必要提供一种用于电子元器件检测的组立检查机。
技术实现要素:
4.为解决上述技术问题,提供一种用于电子元器件检测的组立检查机,本技术方案解决了上述背景技术中提出的人工加半自动组合进行组装和检测的问题。
5.为达到以上目的,本实用新型采用的技术方案为:
6.一种用于电子元器件检测的组立检查机,包括:
7.机架;
8.组装工位,组装工位固定连接在机架顶部靠近中间的位置,所述组装工位包括组装型材,组装型材顶部固定连接有横移电缸,横移电缸顶部滑动连接有支撑架,支撑架正面固定连接有竖移电缸;
9.搬送工位,搬送工位固定连接在机架顶部前侧边缘的位置,所述搬送工位包括搬送架,搬送架右侧顶部固定连接有支撑壳,支撑壳正面固定连接有搬送马达,搬送马达的输出端套接有搬送皮带,搬送马达下方的搬送皮带固定连接在背板背面;
10.检测工位,检测工位固定连接在机架顶部靠右的位置,所述检测工位包括检测架,检测架背面顶部固定连接有横移气缸,检测架正面上方固定连接有检测导轨,检测导轨表面滑动连接有活动板,活动板正面顶部固定连接有竖移气缸;
11.旋转工位,旋转工位固定连接在机架顶部上表面靠近组装工位偏右的位置,所述旋转工位包括分割器,分割器右侧固定连接有旋转马达,分割器顶部输出端固定连接有旋转圆盘,旋转圆盘上表面固定连接有治具;
12.入料机构,入料机构固定连接在机架顶部前侧偏左的位置。
13.优选的,所述竖移电缸正面滑动连接有移动板,移动板正面底部固定连接有组装气爪。
14.优选的,所述搬送马达的输出端设置在支撑壳内腔,搬送架顶部靠左的位置转动连接有同步轮,同步轮表面套接有搬送皮带,背板正面上方固定连接有搬送气缸,搬送气缸底部固定连接有移动架,移动架底部两端均固定连接有搬送气爪,背板正面中间固定连接有搬送滑轨,搬送滑轨滑动连接在移动架背面。
15.优选的,所述搬送架下方固定连接有搬送导轨,搬送导轨滑动连接在背板背面。
16.优选的,所述横移气缸左端固定连接有连接块,连接块与活动板左侧固定连接,活动板正面中间固定连接有检测滑轨,竖移气缸底部固定连接有移动块。
17.优选的,所述检测滑轨表面滑动连接在移动块背面,移动块正面下方固定连接有检测气爪。
18.优选的,所述分割器背面的输出端固定连接有分割轮,分割轮表面套接有旋转皮带,旋转马达的输出端固定连接有旋转主动轮,旋转主动轮表面套接有旋转皮带。
19.与现有技术相比,本实用新型提供了一种用于电子元器件检测的组立检查机,具备以下有益效果:
20.1、通过设置检测工位,检测工位中的横移气缸可以操控检测气爪左右横移,竖移气缸可以操控检测气爪上下运动,从而检测气爪可以将旋转工位上产品抓起到指定位置,进行之后的检测,整个过程无需人工,完全自动化,十分高效;
21.2、通过设置组装工位和旋转工位,通过控制旋转工位中旋转马达的转速来控制分割器的旋转快慢,从而实现分割器顶部旋转圆盘的旋转角度,从而可以将搬送工位搬运的产品旋转至组装工位处,组装工位中的横移电缸可以实现组装气爪的左右横移,竖移电缸可以实现组装气爪的上下移动,使得可以对旋转工位中的产品机型组装,整个过程由电脑程序化控制,精度高且销量高,也不容易产生错误。
附图说明
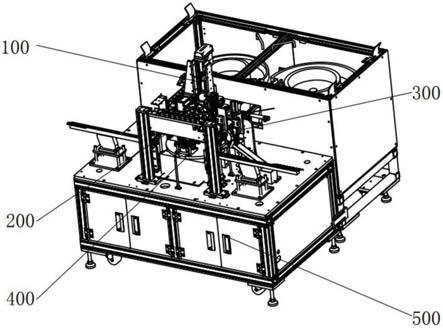
22.图1为本实用新型的正面立体结构示意图;
23.图2为本实用新型的俯视结构示意图;
24.图3为本实用新型的正视结构示意图;
25.图4为本实用新型的搬送工位结构示意图;
26.图5为图4中a处的局部放大结构示意图;
27.图6为本实用新型的旋转工位结构示意图;
28.图7为本实用新型的旋转工位另一个视角结构示意图;
29.图8为本实用新型的组装工位结构示意图;
30.图9为本实用新型的组装工位另一个视角结构示意图;
31.图10为本实用新型的检测工位结构示意图。
32.图中标号为:
33.100、组装工位;101、移动板;102、组装气爪;103、组装型材;104、竖移电缸;105、横移电缸;106、支撑架;
34.200、搬送工位;201、同步轮;202、搬送架;203、搬送导轨;204、搬送皮带;205、搬送气缸;206、支撑壳;207、搬送马达;208、搬送气爪;209、背板;210、搬送滑轨;211、移动架;
35.300、检测工位;301、连接块;302、检测滑轨;303、检测导轨;304、活动板;305、横移
气缸;306、竖移气缸;307、移动块;308、检测气爪;309、检测架;
36.400、旋转工位;401、分割器;402、治具;403、旋转圆盘;404、旋转马达;405、分割轮;406、旋转皮带;407、旋转主动轮;
37.500、机架;
38.600、入料机构。
具体实施方式
39.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
40.参照图1-10所示,本实用新型提供一种技术方案:一种用于电子元器件检测的组立检查机,包括:
41.机架500;
42.组装工位100,组装工位100固定连接在机架500顶部靠近中间的位置,所述组装工位100包括组装型材103,组装型材103顶部固定连接有横移电缸105,横移电缸105顶部滑动连接有支撑架106,支撑架106正面固定连接有竖移电缸104;
43.搬送工位200,搬送工位200固定连接在机架500顶部前侧边缘的位置,所述搬送工位200包括搬送架202,搬送架202右侧顶部固定连接有支撑壳206,支撑壳206正面固定连接有搬送马达207,搬送马达207的输出端套接有搬送皮带204,搬送马达207下方的搬送皮带204固定连接在背板209背面;
44.参考图1、图4和图5,搬送马达207驱动搬送皮带204运动,则搬送马达207下方的搬送皮带204会使得搬送气爪208水平运动,搬送气爪208沿搬送导轨203运动,搬送气缸205驱动搬送气爪208上下移动,搬送气爪208沿搬送滑轨210移动;
45.检测工位300,检测工位300固定连接在机架500顶部靠右的位置,所述检测工位300包括检测架309,检测架309背面顶部固定连接有横移气缸305,检测架309正面上方固定连接有检测导轨303,检测导轨303表面滑动连接有活动板304,活动板304正面顶部固定连接有竖移气缸306;
46.参考图1和图10,横移气缸305可以控制连接块301的水平运动,进而控制与连接块301固定连接的活动板304的水平运动,使得检测气爪308沿检测导轨303运动,竖移气缸306可以驱动检测气爪308运动,检测气爪308沿检测滑轨302运动;
47.旋转工位400,旋转工位400固定连接在机架500顶部上表面靠近组装工位100偏右的位置,所述旋转工位400包括分割器401,分割器401右侧固定连接有旋转马达404,分割器401顶部输出端固定连接有旋转圆盘403,旋转圆盘403上表面固定连接有治具402;
48.参考图1、图6和图7,旋转马达404驱动旋转主动轮407运动,旋转主动轮407带动旋转皮带406运动,旋转皮带406带动分割轮405运动,从而旋转马达404可以控制分割器401的转速,进而控制分割器401顶部的旋转圆盘403的转动,于是,可以完成对产品的转运;
49.入料机构600,入料机构600固定连接在机架500顶部前侧偏左的位置;
50.参考图1和图2,入料机构600将产品运至搬送工位200,搬送工位200将产品搬运至旋转工位400上,旋转工位400将产品旋转至组装工位100进行组装,组装完成,旋转工位400将产品旋转至检测工位300进行检测。
51.具体的,竖移电缸104正面滑动连接有移动板101,移动板101正面底部固定连接有组装气爪102。
52.搬送马达207的输出端设置在支撑壳206内腔,搬送架202顶部靠左的位置转动连接有同步轮201,同步轮201表面套接有搬送皮带204,背板209正面上方固定连接有搬送气缸205,搬送气缸205底部固定连接有移动架211,移动架211底部两端均固定连接有搬送气爪208,背板209正面中间固定连接有搬送滑轨210,搬送滑轨210滑动连接在移动架211背面。
53.搬送架202下方固定连接有搬送导轨203,搬送导轨203滑动连接在背板209背面。
54.横移气缸305左端固定连接有连接块301,连接块301与活动板304左侧固定连接,活动板304正面中间固定连接有检测滑轨302,竖移气缸306底部固定连接有移动块307。
55.检测滑轨302表面滑动连接在移动块307背面,移动块307正面下方固定连接有检测气爪308。
56.分割器401背面的输出端固定连接有分割轮405,分割轮405表面套接有旋转皮带406,旋转马达404的输出端固定连接有旋转主动轮407,旋转主动轮407表面套接有旋转皮带406。
57.本实用新型的工作原理及使用流程:通过设置检测工位300,检测工位300中的横移气缸305可以操控检测气爪308左右横移,竖移气缸306可以操控检测气爪308上下运动,从而检测气爪308可以将旋转工位400上产品抓起到指定位置,进行之后的检测,整个过程无需人工,完全自动化,十分高效;通过设置组装工位100和旋转工位400,通过控制旋转工位400中旋转马达404的转速来控制分割器401的旋转快慢,从而实现分割器401顶部旋转圆盘403的旋转角度,从而可以将搬送工位200搬运的产品旋转至组装工位100处,组装工位100中的横移电缸105可以实现组装气爪102的左右横移,竖移电缸104可以实现组装气爪102的上下移动,使得可以对旋转工位400中的产品机型组装,整个过程由电脑程序化控制,精度高且销量高,也不容易产生错误。
58.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1